




Министерство образования и науки Российской Федерации
ФЕДЕРАЛЬНОЕ Государственное БЮДЖЕТНОЕ образовательное учреждение
высшего профессионального образования
«Санкт-Петербургский государственный университет технологии и Дизайна»
Кафедра конструирования и технологии швейных изделий
МОДЕЛИРОВАНИЕ И ОПТИМИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Методические указания к контрольным работам
для студентов заочной формы обучения
направления подготовки:
262200.62 «Конструирование изделий легкой промышленности»
262000.62 «Технология изделий легкой промышленности»
Составитель:
О.А. Мишенин
Санкт-Петербург
Введение
В настоящее время перед швейной отраслью стоят сложные задачи: механизация и автоматизация производства, применение передовой технологии и высших форм организации труда и производства с использованием автоматических систем управления и других средств современной техники.
Для эффективного использования достижений научно-технического прогресса, осуществления качественных изменений в технике и технологии, решения вопросов рационального использования материальных ресурсов необходимо повысить обоснованность методов проектирования и управления производством. Одним из методов, позволяющих выбрать наилучшее решение из множества возможных вариантов, является метод моделирования [1].
Моделирование – это исследование каких-либо явлений, процессов или систем объектов путем построения и изучения их моделей; использование моделей для определения или уточнения характеристик и рационализации способов построения вновь конструированных объектов.
Оптимизация – это точное определение такого сочетания переменных управления, при котором обеспечивается экстремальное (максимальное или минимальное в зависимости от смысла критерия оптимизации) сочетание целевой функции.
Методические указания
Контрольная работа студентов оформляется (на листах формата А4), номер которой выбирается в соответствии с номером зачетной книжки (последней).
При выполнении контрольной работы следует избегать прямого цитирования учебников и другой научной литературы. В процессе написания контрольной работы студенты пользуются рекомендуемой литературой. Объем контрольной работы 10-15 машинописных страниц.
Студенты - заочники обучающиеся по сокращенной образовательной программе контрольную работу выполняются в 7 семестре, а для полной формы обучения - в 9 семестре.
Вариант контрольной работы выбирается в соответствии с двумя последними цифрами шифра студенческого билета.
В соответствии с вариантом контрольной работы выбрать и зарисовать две модели изделия.
Модели выбираются из приложения А, рисунок А.1.
Для этих моделей провести анализ конструкции и технологии обработки деталей выбранных моделей. Детали кроя и схемы конструкции узлов представить в табличной форме (пример оформления таблиц для моделей, приведен в таблице А.1).
Далее необходимо проанализировать и сгруппировать детали кроя. Провести общую нумерацию деталей для двух моделей.
Нумерация моделей осуществляется в соответствии со следующими правилами:
- Деталям и частям деталей, имеющим одинаковую технологию обработки и сходную конструкцию, присваивается один номер.
- Частям деталей, имеющим одинаковую технологию обработки, но различное конструктивное решение, присваиваются разные номера, если эти части могут присутствовать в одном изделии, в противном случае – одинаковые.
Построение схем сборки для каждой из моделей.
Построение схемы выполняют в соответствии со следующими требованиями.
Названия всех деталей изделия выписывают в горизонтальную строку. Под названиями проставляют их номера. Для облегчения построения и восприятия схемы сборки в центр помещают деталь, выбранную в качестве условной сборочной единицы изделия. Остальные детали располагают равномерно по обе стороны от нее в зависимости от последовательности поступления на сборку.
Номер детали, имеющий начальную обработку до соединения с другой деталью, заключают в прямоугольник. Детали, не подвергающиеся начальной обработке, направляют непосредственно к элементу сборки технологического процесса. Соединение деталей в какой-либо узел оформляют элементом технологического процесса с присвоением очередного порядкового номера и указанием в сборках номеров соединяемых деталей или узлов. Пример построения укрупненной схемы сборки показан в приложении Б (рисунок Б. 1; Б. 2).
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Мурыгин В. Е. Моделирование и оптимизация технологических процессов. /В. Е. Мурыгин, Н. В. Мурашова/. - М.: МГУДТ, 2002.
2. Мурыгин В. Е. Моделирование и оптимизация технологических операций.Лабораторный практикум. /В. Е. Мурыгин, Н. В. Мурашова/. – М.: МГУДТ, 2004.
Приложение А
Задание к контрольной работе

Вариант 1 Вариант 2 Вариант 3 Вариант 4 Вариант 5
Рисунок А.1 Модель 1 (вариант 1-5)
Таблица А.1 - Наименование деталей кроя
| Наименование деталей | Модель 1 | Модель 2 |
| Манжета | - | 
|
| Верхний воротник | 
| 
|
| Нижний воротник | 
| - |
| Пояс | 
| |
| Клапан | - | 
|
| Обтачка | - | 
|
Приложение Б
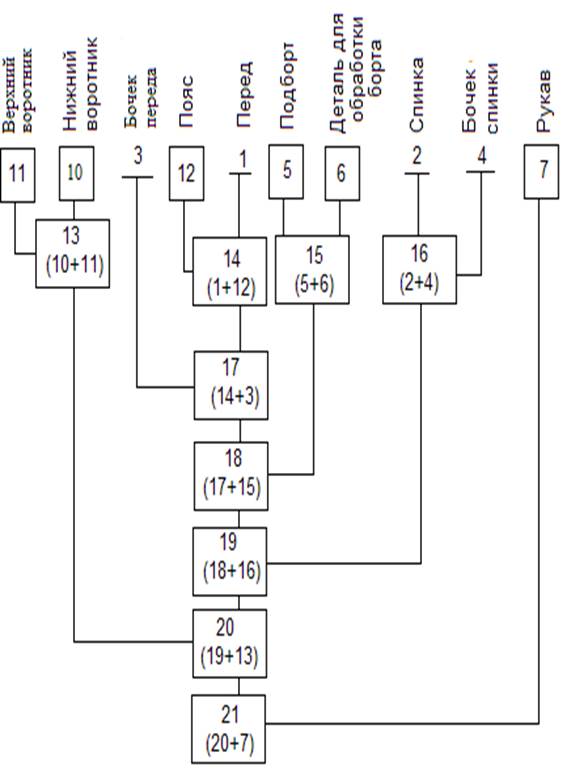
Рисунок Б.1 - Модель 1. Укрупненная схема сборки
Окончание приложения Б

Рисунок Б.2 - Модель 2

