




"Технологии конструирования и производства
функциональных модулей микро- и наноэлектроники"
на предприятии НИЦ (г.Курск) ФГУП «18 ЦНИИ» МО РФ
Направление подготовки 210600.62 «Нанотехнология»
Профиль подготовки нет
Студентка 4 курса 421 группы Какурина О.А.
Руководитель практики от кафедры:
профессор кафедры нанотехнологии
д.т.н. с.н.с. Довбня В.Г.
Руководитель практики от предприятия:
инженер РНТ 2 кат. Белов П.А.
М.П.
Курск 2013
СОДЕРЖАНИЕ
| Стр. | ||
| Структурно-функциональная организация отдела конструирования и изготовления микрополосковых СВЧ плат | ||
| 1.1 | Структура отдела | |
| 1.2 | Основные характеристики выпускаемой продукции | |
| 1.3 | Охрана окружающей среды при производстве микрополосковых СВЧ плат | |
| Краткая характеристика охраны труда на предприятии при производстве микрополосковых СВЧ плат | ||
| Краткая характеристика участков производства микрополосковых СВЧ плат | ||
| 3.1 | Основная нормативная документация, регламентирующая производство микрополосковых СВЧ плат | |
| 3.2 | Краткая характеристика основных технологических операций изготовления и контроля качества микрополосковых СВЧ плат | |
| 3.3 | Краткая характеристика основного и вспомогательного оборудования, методов изготовления и контроля качества микрополосковых СВЧ плат | |
| Технологический процесс изготовления микрополосковой СВЧ платы | ||
| Подложки, материалы тонкопленочных покрытий | ||
| Характеристика технологических процессов, применяемых на участке сборки и монтажа микросборок | ||
| Список использованной литературы | ||
| Приложение |
1 СТРУКТУРНО-ФУНКЦИОНАЛЬНАЯ ОРГАНИЗАЦИЯ
ОТДЕЛА КОНСТРУИРОВАНИЯ И ИЗГОТОВЛЕНИЯ
МИКРОПОЛОСКОВЫХ СВЧ ПЛАТ
Преддипломная практика проходила на базе предприятия "НИЦ (г.Курск) ФГУП «18 ЦНИИ» МО РФ" в отделе конструирования и изготовления микрополосковых СВЧ плат.
Отдел предназначен для проведения исследований в области разработки и изготовления микрополосковых СВЧ плат в рамках научно – исследовательских, опытно – конструкторских, серийно – производственных работ и оперативных заказов, выполняемых в интересах всех НИУ, ОКБ, СКТБ предприятия и обеспечения ФГУП микрополосковыми СВЧ платами.
1.1 Структура отдела
Преддипломная практика проходила в 72 отделе, структура которого показана на рисунке 1.
|
|
|
|

|
Рисунок 1 - Структура 72 отдела
1.2 Основные характеристики выпускаемой продукции
В настоящее время в микроэлектронике СВЧ широкое применение получили интегральные схемы. Основу таких схем составляют, как правило, отрезки микрополосковых линий (МПЛ) в виде тонких слоев металла, нанесенных на листы диэлектрика (подложки) с диэлектрической проницаемостью 10 и более. Наиболее распространены экранированные несимметричные МПЛ. МПЛ используют во всем диапазоне СВЧ. По сравнению с полыми волноводами МПЛ обладают рядом недостатков – имеют более высокие погонные потери и сравнительно низкую передаваемую мощность (средняя мощность – десятки ватт, импульсная – единицы киловатт). Кроме того, открытые МПЛ излучают энергию в пространство, из-за чего могут возникать нежелательные электромагнитные связи. Но МПЛ обладают и важными достоинствами. Они имеют малые габариты и массу, дешевы в изготовлении, технологичны и удобны для массового производства методами интегральной технологии, что позволяет реализовывать на пластине из металлизированного с одной стороны диэлектрика целые узлы и функциональные модули в микрополосковом исполнении [1].
В интегральных схемах диапазона СВЧ различают элементы с распределенными сосредоточенными параметрами. Элементы с сосредоточенными параметрами имеют максимальный размер l, значительно меньший, чем длина волны L в линии (как правило, l /L<0,1). В этом случае можно пренебречь фазовым сдвигом на длине элемента. При большом объеме выпуска интегральных схем, элементы с сосредоточенными параметрами дешевле элементов с распределенными параметрами. Кроме того, они обладают большей широкополосностью. Однако на частотах более 10 ГГц элементы с сосредоточенными параметрами, как правило, имеют более высокие потери и низкую добротность по сравнению с элементами с распределенными параметрами, а также обладают паразитными связями.
Поэтому на частотах выше 10 ГГц применяются главным образом элементы с распределенными параметрами.
Изделия, изготавливаемые в 72 отделе:
- активные RC-фильтры;
- М/сборки 1 и 2 ст. интеграции;
- Микросборки 3 и 4 ст. интеграции;
- Малошумящие усилители;
- Элементы и узлы РПрУ;
- Устройства акустооптоэлектроники.
На рисунке 2 приведены некоторые из данных изделий.
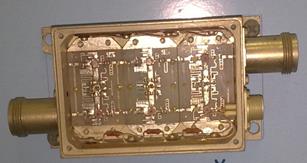


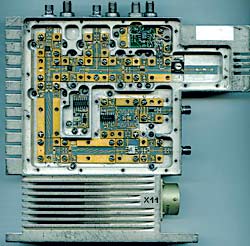
Рисунок 2 - Изделия микроэлектроники
1.3 Охрана окружающей среды при производстве микрополосковых СВЧ плат
Основные экологические документы предприятия.
- Нормативы образования отходов и лимит на их размещение НИЦ (г.Курск) ФГУП «18 ЦНИИ» МО РФ.
- Нормативы предельно-допустимых выбросов загрязняющих веществ в атмосферу НИЦ (г.Курск) ФГУП «18 ЦНИИ» МО РФ.
- Разрешение на неорганизованный сброс загрязняющих веществ на водосборную площадь водных объектов.
- Ежегодно разрабатываемый план мероприятий по снижению количества образования и размещения отходов направлен на снижение загрязнения атмосферного воздуха, водных объектов и почвы, вторичное использование ресурсов, выполнение природоохранного законодательства.
Таблица 1 – Классификация отходов производства микрополосковых СВЧ плат по способам утилизации
| Наименование | Способ утилизации |
| Отходы стеклотекстолита фольгированного, пыль полимерная, отходы лакокрасочных материалов, хлопчатобумажная ветошь. | Накопление в металлическом контейнере, вывоз на захоронение. |
| Медноаммиачный раствор травления отработанный, отходы концентратов: формальдегид, медь сернокислая, железо хлорное, гидроокись натрия. | Накопление в специальных полиэтиленовых емкостях в складском помещении и передача на специализированное предприятие. |
| Промывные воды от рабочих ванн. | По канализации промышленных стоков поступают на очистные сооружения. |
Особенности охраны окружающей среды при производстве микрополосковых СВЧ плат заключаются в том, что основную опасность для окружающей среды представляют содержащиеся в жидких отходах химических и гальванических процессов ионы металлов, в первую очередь, ионы меди.
Жидкие отходы можно разделить на три основные группы:
- воды от промывки печатных плат после химической или гальванической обработки;
- отработанные растворы травления, содержащие кислоты и щелочи, комплексные соединения меди;
- отработанные технологические растворы (электролиты, растворы химической обработки).
Промывные воды составляют 95-98% общего объема жидких отходов, при этом они содержат не более 3-5% общего количества сбрасываемых производством микрополосковых СВЧ плат вредных веществ.
Экологические требования, контроль их выполнения постоянно ужесточаются. ПДК – предельно допустимая концентрация – содержания меди в сточных водах 0,01 мг/л. Штрафы за нарушение экологических нормативов составляют ощутимую долю в расходах предприятия.
Трудности заключаются в том, что на сегодняшний день практически не существует экономически оправданных технологий очистки сточных вод, позволяющих сливать их в окружающую среду. Обыкновенно это требует многомиллионных вложений в реконструкцию и оснащение на дополнительных производственных площадях, что очень затруднительно в условиях действующего производства [2].
2 КРАТКАЯ ХАРАКТЕРИСТИКА ОХРАНЫ ТРУДА НА ПРЕДПРИЯТИИ
Служба охраны труда предприятия создается для контроля соблюдения законодательства РФ в области охраны труда.
Структура и численность отделения охраны труда предприятия определяется в соответствии с Межотраслевыми нормативами численности работников служб охраны труда на предприятии, утвержденными постановлением Министерства труда РФ от 22.01.2001 №10.
В состав отделения охраны труда НИЦ (г.Курск) ФГУП «18 ЦНИИ» МО РФ входит начальник, санитарный врач, два инженера по охране труда и техник.
Отделение охраны труда осуществляет свою деятельность во взаимодействии со всеми отделами и службами предприятия, уполномоченными по охране труда, комиссией по охране труда профсоюзного комитета предприятия, а также с органами управления охраной труда вышестоящих организаций.
На отделение охраны труда возложено выполнение следующих задач:
- организация и координация работ по охране труда в цехах, отделах и службах предприятия;
- контроль соблюдения законодательных и иных нормативных правовых актов по охране труда руководством предприятия и работниками предприятия;
- выявление опасных и вредных производственных факторов на рабочих местах, анализ состояния и причин производственного травматизма и профессиональных заболеваний;
- профилактическая работа по предупреждению производственного травматизма, профессиональных и производственно-обусловленных заболеваний;
- аттестация рабочих мест и производственного оборудования на соответствие требованиям санитарно-гигиенических норм;
- осуществление в составе комиссий проверок, обследований технического состояния зданий, сооружений, производственных, служебных и бытовых помещений предприятия на соответствие требованиям нормативных актов по охране труда, эффективности работы вентиляционных систем, санитарно-технических устройств, средств коллективной и индивидуальной защиты работников;
- организация работ по разработке программ и инструкций по охране труда, контроль проведения всех видов инструктажей;
- проведение мероприятий по улучшению условий труда [3].
3 КРАТКАЯ ХАРАКТЕРИСТИКА ОСНОВНЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПРОИЗВОДСТВА МИКРОПОЛОСКОВЫХ СВЧ ПЛАТ
1.Участок проектирования топологии микроплат.
Работа с САПР на ПЭВМ.
2. Участок изготовления фотошаблонов.
Изготовление прецизионных фотошаблонов для изделий МЭ. Получение элементов фотошаблонов оптическим и лазерным методами.
3. Участок сборки и монтажа микросборок.
Оборудование:
- термоультразвуковые сварочные установки;
- паяльные станции;
- установки монтажа BGA микросхем.
4. Участок напыления тонких плёнок.
Вакуумное нанесения тонких пленок различных материалов на керамические подложки. Методы напыления: магнетронное напыление при постоянном токе; электронно-термическое испарение; ионно-катодная бомбардировка.
5. Участок фотолитографии.
Изготовление полосковых плат СВЧ электроники. Материалы применяемые при изготовлении: поликор, ситалл, Duroid, стеклотекстолит «Rogers»
6. Участок прецизионной обработки материалов.
Размерная обработка керамических подложек и плат из фольгированных диэлектриков для изделий МЭ. Лазерная обработка керамических материалов типа поликор, сапфир, ситалл и др. лазерная резка изделий из нержавеющей стали, сплавов алюминия, титана и др. Фрезеровка и сверловка отверстий лазером - минимальный диаметр лазерного пятна 50 мкм, минимальный диаметр отверстий 200 мкм [4].
3.1 Основная нормативная документация, регламентирующая производство микрополосковых СВЧ плат
1. СТ2 6. 5. 15- 2006 р. 14/ 2006-Волноводные линии, детали и сборочные единицы, изготовленные методом гальванопластики. ТТП
2. СТО АУМВ. 6. 7. 03- 2009-Пайка конструкционная в производстве. РЭА. ТТП
3. СТ2 6. 7. 06- 03 п. 3/ 2003-КС ТТП. Поверхностный монтаж компонентов на ПП. ТТП
4. СТ2 6. 7. 09- 2004 п. 8/2004-КС ТТП. Конвекционная пайка микросхем в BGA- корпусах. ТТП
5. СТО АУМВ. 6. 6. 02- 2008 р. 1/ 2009-Платы полосковые. Монтаж элементов СВЧ. ТТП
6. СТ2 6. 6. 13- 2006 р. 1/ 2007-РЭА. Сборочно-монтажное производство. Подготовка электрорадиоэлементов к монтажу. ТТО
7. СТ2 6. 6. 12- 2006 р. 1/ 2007-РЭА. Сборочно-монтажное производство. Установка электрорадиоэлементов на ПП. ТТО
8. СТ2 6. 3. 02-01 п. 5/ 2001-КС «Электрон». Изделия микроэлектроник. Подготовка величины сопротивлений тонкопленочных резисторов. ТТП
9. СТ2 6. 4. 03-99 п. 1/ 2000-КС «Электрон». Изготовление фотошаблонов. ТТП
10. СТ2 6. 4. 07- 02 п. 2/ 2003-КС «Электрон». Изготовление плат для изделий на поверхностных акустических волнах. ТТП
11. СТ2 6. 4. 08-02 п. 2/ 2003-КС «Электрон». Изделия микроэлектронные. Платы ситалловые с алюминиевой коммутацией. Изготовление. ТТП
12. СТ2 6. 4. 10-2003 п. 1/2004-КС «Электрон». Изделия микроэлектронные. Платы кварцевые микрополосковые. Изготовление. ТТП
13. СТ2 6. 4. 14-2005 п. 8/2005-КС «Электрон». Вода, применяемая в производстве изделий микроэлектроники. Методы очистки и контроля.
14. СТ2 6. 4. 15-2005 п. 7/2005-КС «Электрон». Плазменная активация фторопласта. ТТП
15. СТ2 6. 4. 16-2005 п. 7/2005-КС «Электрон». Подложки микроэлектроники прецизионные. Доводка и полирование. ТТП
16. СТ2 6. 4. 19-2006 п. 1/2007-Платы интегральные. Ультразвуковая и лазерная прошивка отверстий. ТТП
17. СТ2 6. 4. 20-2006 п. 1/2007-Подложка акустоэлектроники и СВЧ-интегральных микросхем. Механическое и лазерное разделение на платы. ТТП.
18. СТО АУМВ. 6. 4. 02-2011 р. 1/ 2009-Платы поликоровые микрополосковые с золотым покрытием. Изготовление. ТТП
19. СТО АУМВ. 6. 6. 03-2010 р. 4/ 2011-Монтаж интегральных бескорпусных микросхем. ТТП
20. СТ2 6. 6. 05-2003 п. 11/2003-КС «Электрон». Изделия микроэлектронные. Технология пайки.
3.2 Краткая характеристика основных технологических операций изготовления и контроля качества микрополосковых СВЧ плат
Жизненный цикл процесса создания изделий микроэлектроники представлен на рисунке 3.

Рисунок 3 - Жизненный цикл процесса создания изделий микроэлектроники
3.3 Краткая характеристика основного и вспомогательного оборудования, методов изготовления и контроля качества микрополосковых СВЧ плат
Требования безопасности на участке изготовления фотошаблонов:
1. При организации технологических процессов изготовления ФШ для предупреждения таких воздействий опасных и вредных производственных факторов, как поражение электрическим током, пожароопасность, воздействие токсичных и раздражающих веществ, повышенный уровень шума, поражение ультрафиолетовым (УФ) излучением при экспонировании и использовании лазерного генератора изображения и лазерного фотоплоттера, необходимо соблюдать нижеследующие требования безопасности:
2. Для предупреждения поражения электрическим током предусмотреть:
– заземление (зануление) всех металлических нетоковедущих частей оборудования и контрольно-измерительных приборов, которые могут оказаться под напряжением;
– укрытие всех электрических кабелей и соединительных проводов, исключающее возможность повреждения изоляции;
– ограждение неизолированных токоведущих частей оборудования;
– отвод зарядов статического электричества;
– выполнение правил технической эксплуатации электроустановок;
– предупредительные надписи, знаки безопасности, окраску в сигнальные цвета опасных зон;
– индивидуальные средства защиты – по ГОСТ 12.4.010.
3. Для предупреждения взрыво- и пожароопасности предусмотреть:
– стационарные и передвижные первичные средства пожаротушения;
– выполнение типовых правил пожарной безопасности для промышленных предприятий;
4. Для предупреждения вредного воздействия токсичных, раздражающих веществ предусмотреть:
– общеобменную приточно-вытяжную вентиляцию на производственных участках, а также местную вытяжную вентиляцию на рабочих местах (на операции химико-фотографической обработки фотоматериалов), обеспечивающую удаление из рабочей зоны вредных паров и аэрозолей до концентраций ниже предельно допустимых, установленных ГОСТ 12.1.005.
Все химические вещества, которые используются на предприятии, классифицируются на 4 степени опасности.
- 1 - вещества чрезвычайно опасные
Например: соли бария (углекислая, хлористая) - обладает сильным общетоксическим действием, вызывает изменения мозга, сердечно- сосудистой системы, печени, селезенки.
- 2 - вещества высокоопасные.
Например: ацетон- обладает раздражающим и сенсибилизирующим действием, вызывает изменения слизистых оболочек верхних дыхательных путей и глаз, а также крови и печени, попадает в организм в основном через дыхательные пути в виде паров.
- 3 - вещества умеренно опасные.
Например: борная кислота - обладает общетоксическим и раздражающим действием, проникает в организм через неповрежденную кожу. Уксусная кислота - обладает сильным раздражающим действием, вызывает сильные ожоги кожи, пары раздражают верхние дыхательные пути.
- 4 - вещества малоопасные.
Например: аммиак водный - обладает раздражающим и общетоксическим действием, вызывает изменения центральной нервной системы, проникает в организм через дыхательные пути. Этиловый спирт - обладает наркотическим и раздражающим действием, вызывает изменения печени, сердечно-сосудистой и нервной системы.
В случае взрыва лампы ДРШ-350, необходимо немедленно выключить установку (генератор изображения ЭМ559Б или установка контактного размножения ЭМ583). Снять стенки осветителя, тщательно собрать осколки лампы, детали осветителя очистить от частиц ртути раствором хлористого железа и проветрить помещение. Все лица, находящиеся в помещении, должны покинуть его. Следует провести анализ воздуха на содержание в нем паров ртути. Предельно допустимая концентрация в воздухе рабочих помещений 0,01мг/м3. Находиться в помещении до выяснения результатов анализа не допускается [5].
5. Для предупреждения поражения УФ-излучением предусмотреть индивидуальные средства защиты (очки защитные по ГОСТ 12.4.013 со стеклом по ГОСТ 9411).
6. Для предупреждения воздействия шума предусмотреть выполнение требований ГОСТ 12.1.003.
7. Для предупреждения воздействия вредных факторов, возникающих при использовании лазерного генератора изображения и лазерного фотоплоттера при эксплуатации, наладке и ремонте, необходимо предусмотреть:
– дистанционное управление работой лазера ЛГИ-514 (по степени опасности генерируемого излучения относится к IV классу);
– ограждение лазерной зоны или экранирования пучка излучения (для II и III классов лазеров);
– блокирующие устройства, обеспечивающие отключение питания генератора при снятии защитных ограждений;
– местную вытяжную вентиляцию из рабочей зоны для удаления продуктов сгорания и избыточного тепла;
– выполнение требований ГОСТ 12.1.040, ГОСТ 12.1.031;
– на рабочем месте предусмотреть знаки безопасности по ГОСТ 12.4.026;
8. Проводить контроль параметров опасных и вредых производственных факторов на соответствие требованиям безопасности:
– состояния воздушной среды на участке изготовления ФШ (периодический контроль для веществ 2-го классов опасности) в соответствии с ГОСТ 12.1.007, ГОСТ 12.1.014;
– уровня шума на рабочих местах по ГОСТ 12.1.050.
Технические требования:
1. Фотошаблоны по внешнему виду, параметрам и размерам, условиям эксплуатации должны отвечать требованиям, изложенным в СТ2 8.2.05 и КД на них.
2. Материалы и полуфабрикаты, применяемые для изготовления ФШ, должны соответствовать требованиям национальных (государственных) стандартов и технических требований на них.
3. Классификация брака, обнаруженного в процессе производства ФШ, должна производиться в соответствии с СТ2 3.003.
4. Технологическое оборудование и оснастка, используемые для изготовления ФШ, должны обеспечивать качество, соответствующее требованиям, изложенным в СТ2 8.2.05.
5. Технологический микроклимат, гигиена производственного персонала и помещений, используемых при производстве ФШ, должны соответствовать требованиям, изложенным в СТО АУМВ.5.8.01.
6. Перемещение ФШ между операциями технологического процесса должно производиться в специальной транспортировочной таре (кассете) для межоперационного хранения. При работе с ФШ брать его только за торцевые поверхности. Операцию химико-фотографической обработки проводить, применяя для зажима ФШ, винипластовый пинцет. Операцию ретуширования проводить в хлопчатобумажных перчатках.
7. Для приготовления растворов использовать деионизованную воду. Подготовку воды проводить на СПДВ-300. Качество деионизованной воды должно соответствовать требованиям, изложенным в ОСТ 11.029.003.
8. Готовить растворы, а также проводить операцию травления необходимо в вытяжном шкафу.
9. Сжатый воздух, применяемый для сушки ФШ, должен быть очищен
от масляных и других загрязнений.
Оборудование, применяемое при изготовлении микрополосковых СВЧ плат:
- фотоплотер;
- фотонаборные установки;
- установка проявления и травления фотошаблонов.
- вакуумные установки термического;
- электронного и ионно-плазменного напыления.
- установки нанесения фоторезиста;
- проявления фоторезиста;
- термообработки фоторезиста;
- экспонирования фоторезиста;
- травления тонких плёнок;
- гальванические установки.
- установка дисковой резки алмазным кругом;
- лазерные установки обработки металлов и керамики;
- установка сверления и фрезерования микроплат;
- установка лазерной фрезеровки микроплат.
- сварочные установки типа «Контакт-3А»;
- термоультразвуковые сварочные установки;
- установки разварки золотых выводов методом термокомпрессии;
- паяльные станции;
- установки монтажа BGA микросхем.
4 ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ
МИКРОПОЛОСКОВОЙ СВЧ ПЛАТЫ
1. Участок проектирования топологии микроплат.
Работа с САПР на ПЭВМ. На данном участке занимаются разработкой нормативной документации для микрополосковой СВЧ платы.
2. Участок изготовления фотошаблонов.
Оборудование:
- фотоплотер;
- фотонаборные установки;
- установка проявления и травления фотошаблонов.
Изготовление прецизионных фотошаблонов для изделий МЭ. Получение элементов фотошаблонов оптическим и лазерным методами.
Возможности участка:
- типы фотошаблонов: эмульсионные и металлизированные;
- минимальный размер топологии 2 мкм;
- точность изготовления ± 0,2 мкм;
- контроль геометрических размеров на фотошаблоне с точностью ± 0,1 мкм
3. Участок сборки и монтажа микросборок.
Оборудование:
- термоультразвуковые сварочные установки;
- паяльные станции;
- установки монтажа BGA микросхем.
4.Участок напыления тонких плёнок.
Оборудование:
- вакуумные установки термического;
- электронного и ионно-плазменного напыления.
Вакуумное нанесения тонких пленок различных материалов на керамические подложки. Методы напыления: магнетронное напыление при постоянном токе; электронно-термическое испарение; ионно-катодная бомбардировка.
Возможности участка:
- толщина напыляемых пленок от 10 нм до 10 мкм;
- распыляемые материалы: хром, медь, титан, резистивные сплавы, золото, никель.
5.Участок фотолитографии.
Оборудование:
- установки нанесения фоторезиста;
- проявления фоторезиста;
- термообработки фоторезиста;
- экспонирования фоторезиста;
- травления тонких плёнок;
- гальванические установки.
Изготовление полосковых плат СВЧ электроники. Материалы применяемые при изготовлении: поликор, ситалл, Duroid, стеклотекстолит «Rogers». Возможности участка:
- минимальный размер элемента на плате 5 мкм;
- контроль геометрических размеров на фотошаблоне с точностью ± 0,1 мкм
6. Участок прецизионной обработки материалов.
Оборудование:
- установка дисковой резки алмазным кругом;
- лазерные установки обработки металлов и керамики;
- установка сверления и фрезерования микроплат;
- установка лазерной фрезеровки микроплат.
Размерная обработка керамических подложек и плат из фольгированных диэлектриков для изделий МЭ. Лазерная обработка керамических материалов типа поликор, сапфир, ситалл и др. лазерная резка изделий из нержавеющей стали, сплавов алюминия, титана и др. Фрезеровка и сверловка отверстий лазером - минимальный диаметр лазерного пятна 50 мкм, минимальный диаметр отверстий 200 мкм [6].
5 ПОДЛОЖКИ, МАТЕРИАЛЫ ТОНКОПЛЕНОЧНЫХ ПОКРЫТИЙ
Частью конструкции микросхемы является ее подложка. Она выполняет функции: механического основания, изоляции элементов друг от друга, теплоотвода. Подложки выпускаются в виде тонких круглых или прямоугольных пластин. Для полупроводниковых микросхем используют монокристаллические полупроводниковые (кремний, арсенид галлия) и монокристаллические диэлектрические (сапфир, шпинель) подложки. На последних в дальнейшем формируют слой полупроводникового материала, в котором создают элементы микросхем. Их круглая форма определяется способом получения монокристаллических слитков методом вытягивания их из расплава. Для тонкопленочных и гибридных микросхем используют подложки из стекла, стеклокристаллического материала (ситалла) и керамики. Часть подложки, отведенную под одну микросхему, отделенную от других частей вместе со сформированными на ней элементами, в полупроводниковой технологии называют кристаллом, а в пленочной технологии – платой.
Гибридные микросхемы находят широкое применение в современной электронике. Эти микросхемы обладают рядом достоинств, среди которых можно отметить возможность использования разнообразных активных элементов, что позволяет создавать микросхемы с широким диапазоном выполняемых функций. Кроме того, элементы гибридных ИМС обладают высокой температурной и временной стабильностью. Основными конструктивными элементами гибридных микросхем являются: диэлектрическая подложка; пленочные резисторы, конденсаторы, индуктивности, проводники, контактные площадки; навесные полупроводниковые приборы (транзисторы, диоды, микросхемы), навесные пасивные элементы (конденсаторы с большой емкостью, трансформаторы, дроссели и т.д.).
Подложка выполняет роль основания, на поверхности которого формируются по заданному рисунку пленочные элементы микросхемы. К конструкции и материалу подложки предъявляется ряд требований, вытекающих из необходимости обеспечения заданных электрических параметров микросхемы, ее надежности и особенностей технологии изготовления пассивных элементов. Материал подложки должен обладать:
- высоким сопротивлением изоляции, низкой диэлектрической проницаемостью и низким тангенсом угла диэлектрических потерь, высокой электрической прочностью для обеспечения качественной электрической изоляции элементов микросхемы, как на постоянном токе, так и в широком диапазоне частот;
- высокой механической прочностью, обеспечивающей целостность подложки с нанесенными элементами как в процессе изготовления микросхемы (разделение на субподложки, термокомпрессия, пайка, установка подложки в корпус и т.д.), так и при ее эксплуатации в условиях термоциклирования, термоударов и механических воздействий;
- высокой химической инертностью к осаждаемым материалам для снижения временной нестабильности параметров пленочных элементов, обусловленной физико-химическими
процессами на границе раздела пленка-подложка и проникновением ионов из подложки в пленку;
- стойкостью к воздействию высокой температуры в процессе нанесения тонких пленок и термообработки паст при формировании стеклоэмалевых пленок;
- стойкостью к воздействию химических реактивов в процессе подготовки поверхности подложки перед нанесением пленок, при электрохимических обработках и химическом осаждении пленок;
- способностью к хорошей механической обработке (полировке, резке).
Материалы подложки и нанесенных на нее пленок должны иметь незначительно различающиеся температурные коэффициенты линейного расширения (ТКЛР) для обеспечения достаточно малых механических напряжений в пленках, вызывающих их отслаивание и растрескивание при охлаждении подложки после нанесения пленочных элементов. Кроме того, подложки тонкопленочных ИС должны обладать малым газовыделением для устранения атмосферы в камере напылительной установки.
Структура материала подложки и состояние ее поверхности оказывают существенное влияние на структуру выращиваемых тонких пленок и характеристики пленочных элементов. Большая шероховатость поверхности подложки снижает надежность тонкопленочных резисторов и конденсаторов, так как микронеровности уменьшают толщину резистивных и диэлектрических пленок. При толщине пленок около 100 нм допускается высота микронеровностей примерно 25 нм. Следовательно, обработка поверхности подложки для тонкопленочных микросхем должна соответствовать 14 классу чистоты. Толстые пленки имеют толщину 10…50 мкм, поэтому подложки для толстопленочных ИС могут иметь микронеровности до 1 мкм, что соответствует 8…10 классам чистоты. Для обеспечения хорошей адгезии пасты к подложке высота микронеровностей должна быть 50-200 нм.
Габаритные размеры подложек стандартизованы. Обычно на стандартной подложке групповым методом изготовляются несколько плат пленочных микросхем. Безотходное деление стандартной подложки на 2, 3, 4, 6, 8, 12 и более частей дает нормализованный ряд типоразмеров плат. Рекомендуемые к применению типоразмеры плат даны в таблице 2.1. Размеры плат № 3–10 соответствуют посадочным местам стандартных корпусов. Платы с остальными номерами применяются в микросборках. Толщина подложек составляет 0,35…0,6 мм.
Таблица 2 – Типоразмеры плат ГИС
| № типоразмера | Ширина | Длина | № типоразмера | Ширина | Длина |
| 2,5 | |||||
Для изготовления подложек применяются бесщелочные стекла, ситалл и керамика. Электрофизические характеристики ситалла удовлетворяют большинству требований, предъявляемых к материалам подложек, поэтому ситалл нашел наибольшее применение в производстве маломощных тонкопленочных ГИС. Основным недостатком ситалла является низкая теплопроводность [7].
Керамические подложки используются при изготовлении микросхем повышенной мощности благодаря высокому коэффициенту теплопроводности. Наибольшей теплопроводностью обладает бериллиевая керамика (99,5% ВеО). В производстве тонкопленочных ИС керамические подложки предварительно покрывают тонким слоем окиси тантала или бесщелочного стекла (стеклянная глазурь) для получения гладкой поверхности. В толстопленочных ИС в основном применяют высокоглиноземистые керамики 22ХС (96% AL2O3) и «Поликор», характеризующиеся высокой температурой размягчения, так как обжиг высокотемпературных пироэмалей, применяемых при формировании толстопленочных элементов, производится при температурах около 900оС.
6 ХАРАКТЕРИСТИКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ,
ПРИМЕНЯЕМЫХ НА УЧАСТКЕ СБОРКИ И МОНТАЖА МИКРОСБОРОК
Технология поверхностного монтажа (ТПМ) – способ, при котором выводы микросхем и других компонентов монтируются в сквозные металлизированные отверстия печатных плат (ПП). ТПМ объединила в себе преимущества, как технологии монтажа в отверстия гибридных схем (ГС), а точнее перенесла конструктивно-технологические принципы монтажа ГС на технику изготовления узлов на ПП, используя большой размер стеклополимерных и других ПП, корпусированные и предварительно аттестованные компоненты, двусторонний монтаж и присоединение к контактным площадкам (КП) на поверхности платы [8].
Компоненты поверхностного монтажа.
Компонентами ПМ являются миниатюрные радиоэлементы и микросхемы, конструктивно выполненные в безвыводном исполнении, либо имеющие короткие выводы и упакованные в носители, позволяющие использовать их в высокопроизводительном оборудовании. Типы компонентов представлены на рисунке 4. Компоненты присоединяются к КП на поверхности ПП и могут быть разделены на 3 большие группы: пассивные, активные, нестандартные
Рисунок 4 - Компоненты поверхностного монтажа
Классификация способов нагрева
Монтажная (электромонтажная) пайка представляет собой процесс механического и электрического соединения металлических деталей с нагревом ниже температуры их расплавления путем смачивания и заполнения зазора между ними расплавленным припоем и сцепления за счет отверждения паяного шва.
Технологические процессы образования межсоединений так или иначе стимулируются нагревом (примерно выше 100 °С). Они протекают при плавлении или диффузии в твердой фазе и могут сопровождаться химическими реакциями. Монтажные соединения образуются в процессах пайки и сварки.
По способу воздействия на объект производства технологические процессы образования монтажных соединений разделяют на изотропные и локальные.
Изотропные – процессы с температурным воздействием на все изделие или поверхность. Локальные – процессы с избирательным воздействием на ограниченной площади (в «точке»).
К изотропным относят процессы, выполняемые в однородной среде, например, в печах с заданной газовой средой, в ваннах для пайки.
К локальным — точечную сварку и пайку, лазерную обработку. В процессе пайки развиваются реакции на границах жидкого, а потом и затвердевшего, припоя и поверхностей спаиваемых деталей. Течение твердофазных реакций определяется двумя механизмами: диффузией и процессами на границе фаз: жидкой (расплавленный припой) и твердой (соединяемые детали).
Процессы на границе раздела
Развитие процессов на границе раздела: припой – спаиваемые поверхности – проходит несколько стадий: адсорбция – адгезия – смачивание – физическое растворение или поверхностные химические реакции – сцепление.
Смачивание соединяемых поверхностей жидким припоем или расплавом при микросварке проявляется как растекание капель жидкости на твердом теле или как оттекание, когда слой жидкости собирается в капли. Поверхностный слой любого тела обладает избытком энергии (поверхностная энергия). Для атомов, молекул и ионов, находящихся на поверхности раздела фаз, характерно наличие нескомпенсированных сил, т. е. они являются источниками силового поля. Это силовое поле вызывает сжатие поверхностного слоя, возникают силы упругости.
В результате смачивания создаются условия для развития вторичных процессов физического растворения и поверхностных химических реакций, при протекании которых происходит взаимодействие, ведущее к образованию переходной зоны на границе раздела фаз.
Процессы нагрева при пайке.
Различают селективный нагрев монтажных точек и групповой.
При селективной пайке нагрев ведется от точки к точке, так что все монтажное изделие и монтируемые элементы при этом остаются холодными.
К селективной пайке относятся пайки нагретым инструментом: паяльником, нагретым электродом, ИК-, световым или лазерным лучами.
Процесс пайки состоит из флюсования места пайки, нагрева до расплавления и смачивания его припоем, фиксации вывода элемента относительно контактной площадки и остывании в фиксированном состоянии. Только ручной паяльник совмещает в себе одном эти функции. Но паяльник – ручной инструмент, управляемый человеком, поэтому процесс пайки паяльником с трудом поддается управлению. В связи с этим O-характеристика паек, выполненных вручную, по всем стандартам оценивается на два-три порядка хуже максимально достижимой. Остальные виды селективной пайки поддаются разделению операций: нанесение флюса, припоя, придавливание для соприкосновения соединяемых поверхностей, нагрев соединяемых элементов до полного смачивания, остывание. Флюсование, как правило, ведут любым групповым или селективным (с помощью дозатора) способом.
При импульсной пайке (одной из разновидностей селективной пайки) тепловая энергия поступает в зону пайки путем кондуктивной теплопередачи от поверхности специального электрода, нагреваемого импульсом тока.
Цикл пайки состоит из:
− придавливания холодным электродом группы выводов к монтажным элементам печатной платы;
− включения импульса тока для нагрева электрода до расплавления заранее нанесенного припоя;
− выдержки для образования сплавного соединения;
− выключения тока и остывания электрода и пайки;
− подъема электрода (снятия давления электрода на выводы компонента);
− перехода инструмента в новую позицию.
Технологические среды для монтажа.
На качество паяных соединений оказывают существенное влияние не только технологические условия проведения процесса пайки, но и правильный выбор материалов: флюсов, припоев, очистных жидкостей.
Флюсы, образуя жидкую и газообразную защитные зоны, предохраняют поверхности металлов и расплавленного припоя от окисления (до пайки и во время нее), растворяют и удаляют уже имеющиеся пленки оксидов и загрязнений с поверхностей, улучшают смачивание металла припоем и растекание припоя за счет уменьшения сил поверхностного натяжения. Выбор флюса производится, исходя из требуемой химической активности, которая должна быть наибольшей в интервале температур, определяемом температурами плавления припоя и пайки. Он должен быстро и равномерно растекаться по паяемым материалам; хорошо проникать в зазоры и удаляться из них; легко вытесняться расплавленным припоем; быть термически стабильным; не выделять вредных для здоровья человека газообразных и других продуктов взаимодействия с металлами и припоем; не вызывать коррозии паяемых металлов и припоев; быть экономичным. Правильно выбранный флюс ускоряет процесс пайки при минимально возможных температурах, что важно при сборке и монтаже термически чувствительных ЭРК.
Этапы сборочного процесса
Как и для прочих SMT-компонентов, монтаж BGA предусматривает выполнение типовых этапов сборочного процесса: нанесения паяльной пасты (либо флюсование контактных площадок ПП), установки компонентов, оплавления в печи, отмывки (в зависимости от типа применяемого флюса).
Типовой процесс установки и пайки BGA компонента на такой системе выглядит следующим образом:
1.Выбирается требуемый температурный профиль оплавления из библиотеки системы, либо производится ручная настройка/коррекция параметров. Плата устанавливается в специальный держатель и фиксируется в нем. В случае отработки или необходимости мониторинга термопрофиля производится установка одной или нескольких термопар.
2. Перед установкой компонента осуществляется нижний подогрев платы с помощью, как правило, ИК-нагревателя. Существуют системы с двухзонным нагревом: меньшая мощность для небольшой по площади зоны нагрева и большая – для более крупной. В ряде систем применяется конвективный предварительный нагрев.
В адаптер головки устанавливается требуемое сопло, и производится захват BGA компонента из технологической упаковки. В комплект поставки установок монтажа и пайки BGA входят сопла под различные типоразмеры компонентов. Существуют системы, где захват компонента происходит из специального регулируемого гнезда, куда компонент помещается перед захватом.
Далее компонент, если это необходимо, перемещается в позицию нанесения клейкого флюса или пасты методом погружения в поддон с ~300 мкм слоем наносимого материала.
Затем производится точное совмещение шариковых выводов BGA компонента и контактных площадок платы. Для этого между захваченным компонентом и посадочным местом на плате размещается блок оптики с разделением изображения и дихроической призмой. В результате на экране монитора оператору показываются два увеличенных изображения в различных цветах: контактные площадки платы и выводы BGA компонента. Применяется бестеневая подсветка с помощью галогенных ламп или светодиодов. Оператору, пользуясь микрометрическими винтами точного перемещения платы по осям X и Y, необходимо добиться визуального наложения двух изображений до их полного совмещения. После завершения процесса совмещения блок оптики отводится в сторону.
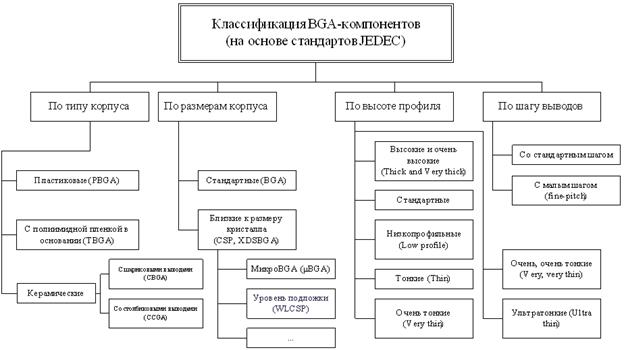
Рисунок 5 - Классификация основных типов BGA-компонентов
Выбор температурного профиля.
Создание оптимального температурного профиля оплавления является одним из важнейших факторов в обеспечении качества паяных соединений, получаемых на печатной плате методом поверхностного монтажа. Температурный профиль непосредственно влияет на ряд характеристик сборки:
- распределение температур по площади ПП;
- способность припойной пасты к смачиванию;
- очищающую способность флюса;
- микроструктуру паяных соединений;
- плоскостность ПП;
- уровень остаточных напряжений в сборке и т.д.
Профиль представляет собой зависимость температуры, воздействию которой подвергается сборка в печи, от времени. В типичном профиле оплавления выделяют четыре этапа (рис.6.):
- предварительного нагрева;
- выдержки/активации флюса;
- оплавления;
- охлаждения.
Основными параметрами профиля оплавления на каждом этапе являются: максимальная и минимальная температура, скорость нагрева/охлаждения (наклон данного участка профиля), время выдержки. Неправильное построение профиля может приводить к образованию различных дефектов, в частности, растрескиванию керамических и пластиковых корпусов ЭК и короблению ПП, образованию шариков припоя, пустот в паяных соединениях и пр.
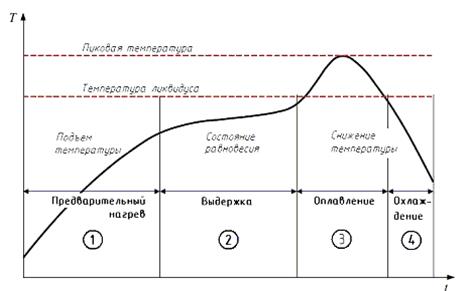
Рисунок 6 - Типичный профиль оплавления и его деление на этапы
Отмывка.
Отмывка – крайне важный процесс в технологии производства электроники, применявшийся в течение многих лет для удаления потенциально опасных загрязнений при производстве устройств на печатных платах. К таким загрязнениям относятся остатки флюсов, припоя и клеев, а также другие загрязнения более общего характера: пыль и другие частицы, появляющиеся в результате других производственных процессов. Цель отмывки, в особенности в условиях быстрого роста электронной промышленности, заключается в существенном увеличении срока эксплуатации изделий за счет обеспечения высокого поверхностного сопротивления и предотвращения токов утечки, приводящих к выходу плат из строя [9].
В настоящее время существует две разновидности моющих средств: на основе растворителя и на водной основе. Средства на основе растворителей такие, как 1,1,1-трихлорэтан (метилхлороформ) и 1,1,3-трихлортрифторэтан, традиционно преобладали на рынке, однако из-за их потенциальной способности вызывать истощение озонового слоя, сейчас их заменил более разнообразный ассортимент моющих средств этой разновидности. Этот тип средств в настоящее время разделяют на три подтипа: средства на основе горючих, негорючих и негорючих галогенированных растворителей таких, как гидрофторуглеродные (HFC) и гидрофторэфирные (HFE).
Моющие средства на водной основе также разработаны для того, чтобы заменить вещества, разрушающие озоновый слой, а также для применения растворов, позволяющих снизить количество отходов с содержанием растворителя. Отмывка с помощью средств на водной основе имеет ряд преимуществ перед средствами на основе растворителей, среди которых параметры горючести, низкий уровень запаха, низкое содержание или отсутствие летучих органических веществ и очень низкая токсичность. Существует много способов отмывки, и все они зависят от типа имеющегося оборудования. Будь то ультразвуковой способ, струйный с погружением (рисунок 7) или по типу посудомоечной машины, крайне важным вопросом является подбор правильного моющего средства на водной основе для конкретной задачи.
Средства на водной основе обычно бывают значительно более сложными, чем их аналоги на основе растворителей. В них применяется механизм поверхностно-активных веществ (ПАВ), помогающий удалить загрязнения с платы путем снижения поверхностного натяжения и взвешивания или эмульгирования их в растворе. При другом варианте вещества для удаления флюсов работают за счет омыления, нейтрализуя входящие в состав флюса кислоты. Единственный большой недостаток моющих средств на водной основе заключается в том, что они требуют несколько стадий при выполнении операции отмывки, включая двухстадийное полоскание и стадию сушки в конце операции. Наконец, существует также новый тип средств на водной основе, не содержащих ПАВ. Эти вещества основаны на гликоли и объединяют в себе достоинства средств на водной основе и на основе растворителей, требуя при этом минимального полоскания.
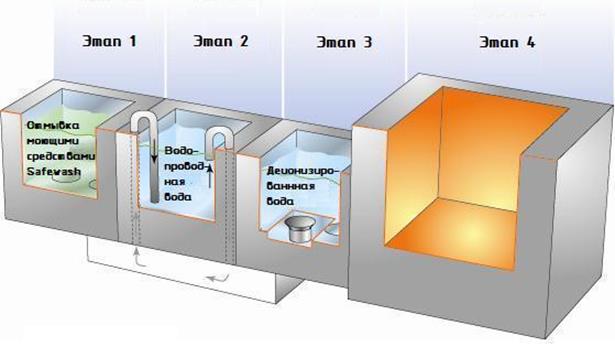
1 Отмывка моющими средствами на водной основе.
Ультразвуковая и/или струйная с погружением.
2 Ополаскивание водой. Струйное или ультразвуковое ополаскивание.
Вода сбрасывается либо направляется в систему рециркуляции.
3 Тонкая очистка. Применяется деионизированная вода.
4 Сушка горячим воздухом.
Рисунок 7 - Этапы отмывки моющими средствами на водной основе
Типовое описание технологии отмывки электронных изделий методом наложения ультразвука:
1-й этап — ультразвуковая отмывка в растворе вода + отмывочная жидкость.
2-й этап — предварительное полоскание в теплой проточной воде. Полоскание осуществляется струей воды с одновременным обдувом платы сжатым воздухом для удаления промывочного раствора из-под электронных компонентов.
3-й этап — полоскание в дистиллированной воде. Полоскание осуществляется водой, нагретой до той же температуры, что и раствор для отмывки (от 40 до 50 °С). Далее также необходимо извлечь корзину с печатными платами из второй ванны (для полоскания), задержать на 1–2 минуты, чтобы дать воде стечь.
4-й этап — сушка горячим воздухом.
Рентгеновский контроль паяных соединений.
Рентгеновским аппаратом называют совокупность технических средств, предназначенных для получения и использования рентгеновского излучения. В общем случае рентгеновский аппарат состоит из трех основных частей:
- рентгеновского излучателя, включающего рентгеновскую трубку, являющуюся высоковольтным электровакуумным прибором, заключенную в защитный кожух;
- рентгеновского питающего устройства, имеющего высоковольтный генератор и пульт управления;
устройства для применения рентгеновского излучения, служащего для приведения в рабочее положение излучателя.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1 Раздорожный А.А. Охрана труда и производственная безопасность. М.: Экзамен, 2005.− 512 с.
2 Гуськов Г.Я., Блинов Г.А., Газаров А.А. Монтаж микроэлектронной аппаратуры. М.:Радио и связь, 2006.-176с.
3 Майк Джюд, Кейт Бриндли. Пайка при сборке электронных модулей: – М.: Издательский Дом «Технологии», 2006.
4 Медведев А.М. Сборка и монтаж электронных устройств. М: Техносфера, 2007.-256с.
5 Нинг-Ченг-Ли. Технология пайки оплавлением, поиск и устранение дефектов: поверхностный монтаж, BGA, CSP Flip-Chip технологии. – М.: Издательский Дом «Технологии», 2006 г.
6 Березин А.С. Техология конструирования интегральных микросхем. М.: Радио и связь, 1983.-232с.
7 Жигальский А.А. Проектирование и конструирование интегральных микросхем. - Томск: ТУСУР, 2007. - 195 с.
8 Пресс Ф.П. Фотолитографические методы в технологии полупроводниковых приборов и интегральных микросхем. М.: Сов. радио, 1978. - 96 с.
9 Белов П.А. Физические основы электроники. Лабораторный практикум. – Курск: КГУ, 2012. – 160 c.

