¬ зависимости от химического состава флюсы дл€ электрошлаковой сварки бывают следующих видов:
- высококремнистые марганцевые Ц јЌ-348, ‘÷-7 и др.;
- низкокремнистые марганцевые Ц јЌ-8, јЌ-22, ‘÷-21 и др.;
- низкокремнистые безмарганцевые Ц јЌ-9, јЌ-25 и др.;
- фторидные Ц јЌ‘-5, јЌ‘-14, јЌ‘-ѕ и др.

Ќар€ду с требовани€ми по надежной защите расплавленного металла, оптимального металлургического и химического взаимодействи€ и обеспечени€ необходимых механических свойств сварного соединени€ к флюсу дл€ электрошлаковой сварки предъ€вл€етс€ и р€д технологических требований:
- обеспечивать стабильное протекание электрошлакового процесса;
- герметизировать полость сварочной и шлаковой ванны и предотвращать их протекание в зазор между изделием и ползунами, не отжимать ползуны;
- обеспечивать легкое отделение шлаковой корки от поверхности шва.
ƒанные требовани€ €вл€ютс€ наиболее важными и обеспечиваютс€, прежде всего, соответствующим выбором значений электропроводности и в€зкости флюсов.
ѕри электрошлаковой сварке выделение тепла осуществл€етс€ не дугой, а шлаковой ванной в результате прохождени€ через нее тока. ѕоэтому стабильность процесса определ€етс€ не наличием элементов с низким потенциалом ионизации, как при дуговой сварке, а электропроводностью флюса. „ем выше (до определенного уровн€) электропроводность жидкого флюса, тем более устойчив процесс электрошлаковой сварки. ќднако при чрезмерно высоких значени€х электропроводности флюса (например, керамического, содержащего значительное количество ферросплавов) снижаетс€ тепловыделение в шлаковой ванне, что может привести к образованию непроваров.
Ќа приведенном ниже графике видно, что наибольшей электропроводностью обладают фторидные флюсы. ќни обеспечивают наилучшую устойчивость процесса электрошлаковой сварки, но получили ограниченное применение (например, дл€ сварки высоколегированных аустенитных сталей) из-за необходимости в низком напр€жении сварки, что затрудн€ет получение требуемого провара кромок.
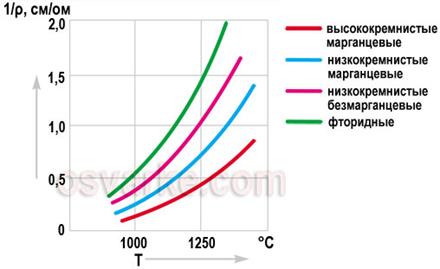
–исунок. «ависимость электропроводности флюсов от температуры
¬ то же врем€ должна быть оптимальной и в€зкость расплавленного флюса. — одной стороны, он не должен быть слишком жидкотекучим, чтобы не вытекать в зазор между изделием и подвижным ползуном. — другой стороны, при высокой в€зкости расплавленного флюса и быстром его затвердевании при снижении температуры может происходить отжимание ползунов от свариваемых кромок, а также возможно по€вление подрезов у поверхности шва и шлаковых включений. ѕоэтому, с точки зрени€ данного требовани€, необходимо подбирать флюсы с не очень Ђкороткимї шлаком, т. е. в€зкость которого медленно измен€етс€ с уменьшением температуры. ѕри этом фторидные флюсы (например, јЌ‘-ѕ) оказываютс€ наихудшими, поскольку имеют Ђкороткийї шлак (с быстрым возрастанием в€зкости при снижении температуры).

–исунок. «ависимость в€зкости флюсов от температуры
ќтдел€емость шлаковой корки зависит от толщины окисной пленки на поверхности металла шва и, главным образом, от содержани€ во флюсе оксидов марганца Mn2O3 и MnO. „ем меньше их количество во флюсе, тем лучше отделимость шлаковой корки.
ƒл€ начала электрошлакового процесса может использоватьс€ флюс јЌ-25. ќн €вл€етс€ электропроводным даже в твердом состо€нии в отличие от многих других флюсов, предназначенных дл€ электрошлаковой сварки. ѕри отсутствии флюса јЌ-25 возможно начало сварки с дугового процесса, который прекращаетс€ после засыпки флюса и его расплавлени€ и переходит в электрошлаковый процесс в результате шунтировани€ дуги расплавленным электропроводным флюсом (Ђтвердыйї старт). „асто примен€етс€ Ђжидкийї старт, когда заливаетс€ предварительно расплавленный флюс.
ƒл€ сварки используютс€ как специальные флюсы (јЌ-8, јЌ-8ћ, јЌ-22 и др.), так и некоторые флюсы дл€ дуговой сварки, пригодные дл€ электрошлакового процесса (јЌ-348ј, јЌ‘-1, ‘÷-7, 48-ќ‘-6 и др.). ак и при дуговой сварке, чем более легированна€ сталь, тем больше фторидов CaF2 и меньше оксидов MnO и SiO2 должно содержатьс€ во флюсе.
ѕри сварке углеродистых и низколегированных сталей флюсы јЌ-8, јЌ-8ћ, јЌ-22, 48-ќ‘-6 предпочтительнее, чем флюсы ‘÷-7 и јЌ-348-ј. ѕоследние менее пригодны при сварке с повышенной скоростью подачи проволоки, а также дл€ сварки прот€женными швами. ‘люсы јЌ-22 и 48-ќ‘-6, кроме того, лучше способствуют снижению содержани€ серы в шве. ѕри сварке углеродистых сталей положительные результаты достигаютс€ и с применением флюсов јЌ-47 и јЌ-348-¬.
ƒл€ средне- и высоколегированных сталей используют флюсы 48-ќ‘-6, јЌ‘-1, јЌ‘-7 и др. ѕри сварке коррозионностойких сталей могут примен€тьс€ флюсы марок 48-ќ‘-6, јЌ‘-6, јЌ‘-7, јЌ‘-8, јЌ‘-14, а жаростойких сталей Ц флюсы јЌ‘-7, јЌ‘-8, јЌ‘-Ў, јЌ-292 и др. ƒл€ легированных сталей повышенной прочности (20’2ћ, 25’Ќ«ћ‘ј и др.) может использоватьс€ флюс јЌ-9.
Ёлектрошлакова€ сварка и наплавка чугуна может выполн€тьс€ с помощью флюсов јЌ-75, јЌ‘-14. ƒл€ сварки титана используют флюсы марок јЌ“-2, јЌ“-4 и др., дл€ алюмини€ Ц флюсы јЌ-ј301, јЌ-ј302 и др.
–асход флюса при электрошлаковой сварке примерно в 10Ц20 раз меньше по сравнению с дуговой сваркой.
“аблица. ’имический состав некоторых флюсов, примен€емых при электрошлаковой сварке
| ‘люс
| ’имический состав, %
| | кремнезем SiO2
| глинозем Al2O3
| MnO
| CaO
| MgO
| CaF2
| Fe2O3**
| S
| P
| | јЌ-8 *
| 33Ц36
| 11Ц15
| 21Ц26
| 4Ц7
| 5Ц8
| 13Ц19
| 1,5Ц3,5
| ≤ 0,10
| ≤ 0,12
| | јЌ-22 *
| 18Ц22
| 19Ц23
| 7Ц9
| 12Ц15
| 12Ц15
| 20Ц24
| ≤ 1,0
| ≤ 0,05
| ≤ 0,05
| | јЌ-348-ј *
| 40Ц44
| ≤ 6
| 31Ц38
| ≤ 12
| ≤ 7
| 3Ц6
| 0,5Ц2,0
| ≤ 0,12
| ≤ 0,12
| | јЌ-348-¬ *
| 40Ц44
| ≤ 8
| 30Ц34
| ≤ 12
| ≤ 7
| 3Ц6
| 0,5Ц2,0
| ≤ 0,12
| ≤ 0,13
| | ‘÷-7
| 46Ц48
| ≤ 3
| 24Ц26
| ≤ 3
| 16Ц18
| 5Ц6
| ≤ 2
| ≤ 0,1
| ≤ 0,1
| | ‘÷-21
| 17Ц21
| 15Ц20
| 9Ц13
| 10Ц14
| 2Ц5
| 32Ц40
| ≤ 2,0
| ≤ 0,02
| ≤ 0,02
| | 48-ќ‘-6
| 3,5Ц6,0
| 20Ц24
| ≤ 0,3
| 16Ц20
| ≤ 2,0
| 50Ц60
| ≤ 1,0
| ≤ 0,025
| ≤ 0,025
| | јЌ‘-1
| ≤ 1,5
| Ц
| Ц
| 4Ц6
| Ц
| 92Ц96
| Ц
| ≤ 0,05
| ≤ 0,05
| | * Ц согласно √ќ—“ 9087-81 Ђ‘люсы сварочные плавленые. “ехнические услови€ї
| | ** Ц дл€ значений по √ќ—“ 9087-81 содержание оксидов железа приведено в пересчете на Fe2O3
| | *** Ц дл€ флюса јЌ-348-¬ содержание TiO2 составл€ет 0,5Ц6% по массе
|
“аблица. ќбласти применени€ флюсов при электрошлаковой сварке
| ‘люс
| ’арактерна€ область применени€
| | јЌ-8
| углеродистые и низколегированные стали
| | јЌ-22
| низко- и среднелегированные стали
| | јЌ-348-ј јЌ-348-¬
| углеродистые низколегированные стали
| | ‘÷-7
| низкоуглеродистые и углеродистые стали
| | ‘÷-21
| теплоустойчивые стали перлитного класса
| | 48-ќ‘-6
| различные типы сталей (низко- и высоколегированные, углеродистые и др.)
| | јЌ‘-1
| высоколегированные стали
| |







