




Печатные платы (ПП) - это конструкция электрических межсоединений на изоляционном основании. ПП+установленные и смонтированные элементы образуют печатный узел. По функциональному назначению различают слои: сигнальные, потенциальные (питание, заземление), экранирующие, технологические (по расположению внутрнние и внешние).
Печатные платы (ПП)— основа печатного монтажа любой РЭА, при котором МС, полупроводниковые приборы, ЭРЭ и элементы коммутации
устанавливаются на изоляционное основание с системой токопроводящих полосок металла (проводников), которыми они электрически соединяются между собой в соответствии с электрической принципиальной схемой. Практически нет такой аппаратуры, где бы не использовались ПП какого либо типа (в микросборках, ячейках и т. д.)
Печатный монтаж — способ монтажа, при котором электрическое соединение элементов электронного узла, включая экраны, выполнено с помощью печатных проводников. Печатный проводник — проводящая полоска в проводящем рисунке. Печатный проводник в одной плоскости называется печатным слоем.
Проводящий рисунок – совокупность всех элементов на отдельном слое ПП, образованных проводящим материалом (печатные проводники, контактные площадки, концевые контакты печатного разъёма и др,) Крепёжные отверстия- служат для крепления ПП в панелях, блоках. Монтаж- это установка и пайка ЭРИ. Концевые печатные контакты – расположены на краю ПП для сопряжения соединителями. Ориентировочный паз – паз на краю, используемый для правильной ориентации и установки ПП.
В ЭА ПП применяют практически на всех уровнях конструктивной иерархии: на нулевом — в качестве основания гибридных схем и микросборок, на первом и последующих — в качестве основания, механически и электрически объединяющего все элементы, входящие в схему электрическую принципиальную ЭА и её узлов.
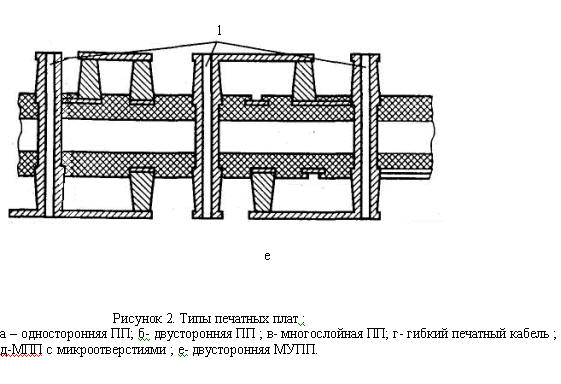
Государственным стандартом предусмотрены следующие типы ПП
- односторонняя печатная плата (ОПП) — ПП, на одной стороне ко-торой выполнен проводящий рисунок;
- двусторонняя печатная плата (ДПП) — ПП, на обеих сторонах которой выполнены проводящие рисунки и все требуемые соединения;
- многослойная печатная плата (МПП) — ПП, состоящая из чере-дующихся слоев изоляционного материала с проводящими рисунками на двух или более слоях, между которыми выполнены требуемые соединения,
- Многоуровневая печатная плата (МУПП) или ГИГМ-плата – основание, на поверхности которого с одной или с двух сторон размещён обьёмный 2-х уровневый рисунок.
- гибкая печатная плата (ГПП) одно или двухсторонняя плата на гибком основании;
- гибкий печатный кабель (ГПК). Система параллельных печатных проводников, размещенных на гибком основании.
- гибко-жесткие печатные платы

Конструктивные характеристики печатных плат.
По точности выполнения печатных элементов конструкции (проводников, контактных площадок и пр.) все ПП делят на семь классов (табл. 1):
Отличающиеся наименьшим номинальным размером в узком месте — участок ПП, где элементы печатного проводящего рисунка и расстояния между ними должны быть выполнены только с минимально допустимыми значениями. 1-й и 2-й классы ПП применяют в случае малой насыщенности поверхности ПП дискретными элементами и микросхемами малой степени интеграции; 3-й класс ПП — для микросхем со штыревыми и планерными выводами при средней и высокой насыщенности поверх-ности ПП элементами; 4-й класс ПП — при высокой насыщенности поверх-ности ПП микросхемами с выводами и без них; 5-й класс ПП —при очень высокой насыщенности поверхности ПП элементами с выводами и без них. Для поверхностного монтажа элементов используют в основном 4-й и 5-йклассы ПП. В настоящее время изготавливают ПП по 6 и 7 классам точности с шириной проводников 40...70 мкм
Ширину печатных проводников (рис. 3) рассчитывают и выбирают в зависимости от ДОПУСТИМОЙ ТОКОВОЙ нагрузки, свойств токопроводящего
материала, температуры окружающей среды при эксплуатации. Края проводников должны быть ровными, проводники — без вздутий отслоений, paзрывов, протравов, пор, крупнозернистости и трещин, так эти дефекты влияют на сопротивление проводников, плотность тока, волновое сопротивление и скорость распространения сигналов.


На рис. 2 использованы следующие обозначения: t — ширина печатного проводника; S — расстояние между печатными проводниками; Q — расстояние от края ПП (выреза, паза) до элементов проводящего рисунка; Ь — расстояние от края просверленного отверстия до края контактной площадки (поясок); D — диаметр контактной площадки; d — диаметр отверстия; hФ — толщина фольги; Нм — толщина материала основания печатной платы; НП — толщина ПП; l — расстояние между центрами (осями) элементов конструкции ПП.

Таблица 1. Наименьшие номинальные значения основных размеров элементов печатного монтажа для узкого места в зависимости от класса точности

Расстояние между элементами проводящего рисунка (например, между проводниками), расположенными на наружных или в соседних слоях ПП, зависит от допустимого рабочего напряжения, свойств диэлектрика, условий эксплуатации и связано с помехоустойчивостью, искажением сигналов и короткими замыканиями.
Координатная сетка чертежа ПП необходима для координации элементов печатного рисунка. В узлах пересечений сетки располагаются монтажные и переходные отверстия (рис. 4). Основным шагом координатной сетки принят размер 0.5 мм в обоих направлениях. Если этот шаг не удовлетворяет требованиям конкретной конструкции, можно применять шаг, равный 0,05 мм. При использовании микросхем и элементов с шагом выводов 0,625 мм допускается применение шага координатной сетки 0,625 мм.
В случае необходимости применения координатной сетки с шагом, отличным от основных, предпочтительным является шаг, кратный основным шагам координатной сетки. При использовании микросхем зарубежного производства с расстояниями между выводами по дюймовой системе допускается использование шага координатной сетки, кратного 2,54 мм.
Диаметры монтажных и переходных отверстии (металлизированных и неметаллизированных) должны соответст-вовать ГОСТ 10317 79 и выбираться из ряда 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 2,0; 2,1; 2,2; 2,3; 2,4;2,5; 2,6; 2,7; 2,8; 3,0. Монтажные отверстия предназначены для установки микросхем и ЭРЭ, а переходные отверстия — для электрической связи между слоями или сторонами ПП.
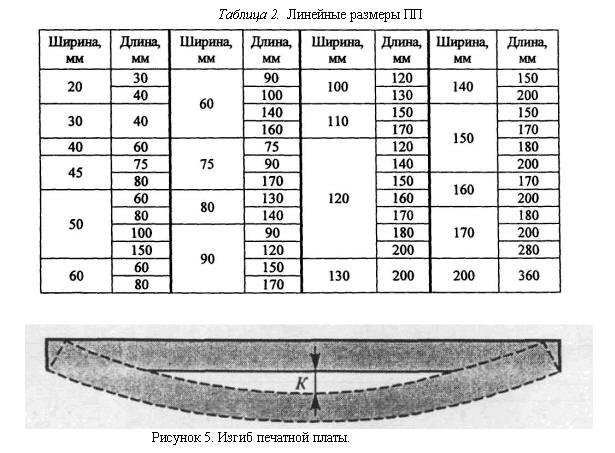
Размеры ПП, если они специально не оговорены в ТЗ, определяются с учетом количества устанавливаемых элементов, их установочных площадей, шага установки, зон установки разъема и пр. Линейные размеры ПП рекомендуется выбирать по ГОСТу (табл. 2).Соотношение линейных размеров сторон ПП должно составлять не более 3:1.
Кривизна ПП (цилиндрическое или сферическое искривление основания) может появиться в результате воздействия высокой температуры и влажности (рис. 5).
Допустимое значение изгиба ПП К на длине 100 мм составляет для ОПП и ДПП 1,5 мм; для МПП — 2,0 мм.

Коробление ПП (спиральное искривление противоположных кромок основания ПП, скручивание) может привести к разрыву проводников, осложняет процесс изготовления ПП и установки элементов при сборке модуля (рис. 6).
Электрические характеристики печатных плат
Допустимая плотность тока для ОПП, ДПП и наружных слоев МПП — 20 А/мм2; для внутренних слоев МПП — 15 А/мм2.
Допустимое рабочее напряжение между элементами проводящего рисунка, расположенными в соседних слоях ПП и ГПК, зависит от материала основания печатной платы и не должно превышать следующих значений (табл.3).

Допустимые рабочие напряжения между элементами проводящего рисунка, расположенными на наружном слое ПП, зависят от материала основания ПП, условий эксплуатации и не должны превышать следующих значений(таблица 4).
Все типы ПП должны обеспечивать работоспособность при воздействии на них климатических факторов одной из следующих групп жесткости (табл.5).

Контактные площадки ПП с металлизированными отверстиями долж-ны выдерживать не менее 4 (МПП — 3) циклов перепаек; без металлизированных отверстий — не менее 3 (МПП — 2) перепаек.
Выбор класса точности ПП
ГОСТ 23751—86 устанавливает пять классов точности ПП, каждый из которых характеризуется минимальным допустимым значением номиналь-ной ширины проводника (/), расстоянием между проводниками (S), расстоянием от края просверленного отверстия до края контактной площадки (Ь), отношением диаметра отверстия к толщине ПП (у) в узком месте. Однако в настоящее время изготавливают ПП по 6 и 7 классам точности с шириной проводников 70...40 мкм.
Основными критериями при выборе класса точности ПП являются (см. табл. 6):
• конструкторская сложность ФУ — степень насыщенности поверхно-сти ПП ЭРИ (малая, средняя, высокая) при традиционной элемент-ной базе или число выводов ПМК и шаг их расположения;
• элементная база (дискретные ЭРЭ, ИМС, МСБ, ПМК, бескорпусные ИЭТ);
• тип, число и шаг выводов ЭРИ (штыревые, пленарные, безвыводные, J-образные, матричные и пр.);
• быстродействие;
• надежность;
• массогабаритные характеристики;
• стоимость;
• условия эксплуатации;
• максимальные ток и напряжение;
• уровень технологического оснащения конкретного производства.
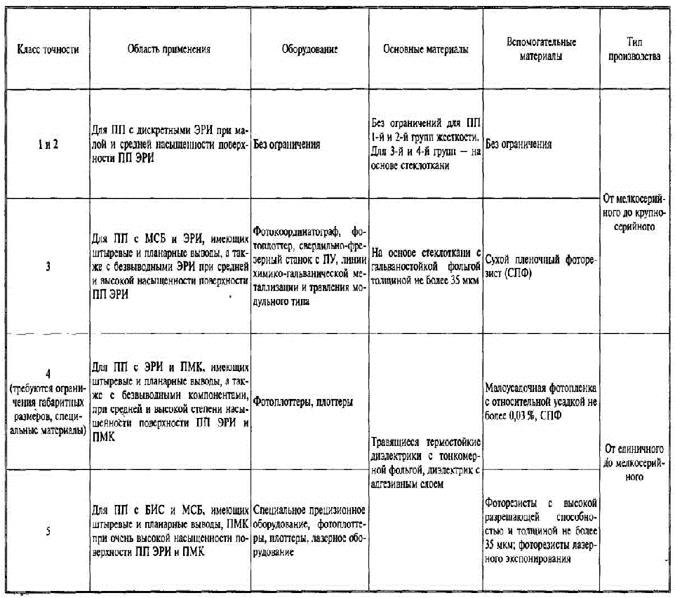
Изготовление ПП определенного класса точности обеспечивают, применяя технологическое оснащение и вспомогательные материалы, указанные в табл. 6.
Печатные платы 1 и 2 классов точности наиболее просты в исполнении, надежны в эксплуатации и имеют минимальную стоимость; для ПП 3 используется высококачественные материалы, точный инструмент и оборудования; 4,5 классы- специальные материалы, прецензионное оборудование, особые условия изготовления;
6,7 классы- высокосложные ПП, специальные конструкции, специальные материалы и технологическая оснастка.
Программное обеспечение BETA soft поддерживает различные вычислительные платформы: Windows (3.1, NT, 95/98), UNIX, DOS и имеет интерфейс связи с системами Very Best, PADS, ACCEL (P-CAD&Tango), Or CAD, lientor, Allegro, Cadstar, Protel и др.
Таблица 6. Область применения и технологическое обоснование классов точности ПП.
Материал печатных плат
В качестве основания печатных плат используют фольгированный и нефольгированные диэлектрики (гетинакс, текстолит, стеклотекстолит, стеклоткань, лавсан, полиимид, фторопласт и др.), керамические материалы и металлические пластины. При выборе материала основания ПП необхо-димо обратить внимание на следующее: предполагаемые механические воздействия (вибрации, удары, линейное ускорение и т. п.); класс точности ПП (расстоянии между проводниками); реализуемые электрические функции; быстродействие; условия эксплуатации; стоимость.
В табл. 7,8 представлены материалы основания ПП, наиболее часто используемые в настоящее время для изготовления ОГШ, ДГШ, МПП, ГПП и ГПК.
По сравнению с гетинаксами стеклотекстолиты имеют лучшие механи-ческие и электрические характеристики, более высокую нагревостойкость, меньшее влагопоглощение. Однако у них есть ряд недостатков: невысокая нагревостойкость по сравнению с полиимидами, что способствует загрязнению смолой торцов внутренних слоёв при сверлении отверстий; худшая механическая обрабатываемость; более высокая стоимость; существенное различие (примерно в 10 раз) коэффициента теплового расширения, меди и стеклотекстолита в направлении толщины материала, что может привести к разрыву металлизации в отверстиях при пайке или в процессе эксплуатации.
Для изготовления ПП, обеспечивающих надежную передачу наносекундных импульсов, необходимо применять материалы с улучшенными диэлектрическими свойствами (уменьшенным значением диэлектрической проницаемости и тангенса угла диэлектрических потерь). Поэтому к перспективным относится применение оснований ПП из органических материалов с относительной диэлектрической проницаемо-стью ниже 3,5.
Для изготовления ПП, эксплуатируемых в условиях повышенной опасности возгорания, применяют огнестойкие гетинаксы и стеклотекстолиты марок СОНФ,СТНФ,СФВН,СТФ,СОНФ-у.
Для изготовления ГПК, выдерживающих многократные (до 150) изгибы на 90° (в обе стороны от их исходного положения) с радиусом 3 мм применяют фольгированный лавсан и фторопласт. Материалы с толщиной фольги 5 мкм позволяют изготовить ПП 4-го и 5-го классов точности.


В производстве ПП широко используют отечественные и импортные материалы. Прежде чем останавливать свой выбор на том или ином мате-риале, следует иметь в виду, что:
при использовании недорогих отечественных стеклотекстолитов при ширине проводников и зазоров между ними менее 0,3 мм большой процент уйдет в брак, что, естественно, увеличит стоимость ПП и приблизит к стоимости ПП на импортных материалах;
Подготовка разработанного проекта ПП к производству.
Подготовка ПП к производству включает создание управляющих файлов для технологического оборудования (фотоплоттеров, плоттеров, сверильно - фрезерных, фрезерно-гравировальных станков, сборочных автоматов, оборудования для автоматического тестирования ПП и др.) и изготовления фотошаблонов по результатам проектирования в САПР.
Для постпроцессирования результатов проектирования из САПР на применяемое технологическое оборудование принят последовательный переход от анализа исходного формата данных в специально разработанный промежуточный формат, из которого выполняют преобразование в требуемый для конкретного оборудования формат. Таким промежуточным форматом является в ряде случаев Gerber-формат для последующей перекоди-ровки в другие форматы данных для управления технологическим оборудо-ванием.
Основным форматом для управляющих файлов фотоплоттеров в P-CAD является формат Gerber, что связано с большим количеством оборудования, которое управляется в этом формате, наличием в P-CAD специального графического редактора, позволяющего просмотреть и редактировать графический образ фотошаблона, и с тем, что формат Gerber достаточно просто перепрограммировать в любой тип фотоплоттера, плоттера или фотокоординатографа.
Практически все САПР ПП имеют встроенные средства генерации управляющих файлов. Для получения оптимизированных файлов в формате Gerber существуют в настоящее время следующие пакеты:
• Genesis 2000 компании РСВ Frontline — один из наиболее мощных САМ-систем. Эта программа:
1) ориентирована на мощные аппаратные платформы, работающие под управлением операционной системы UNIX;
2) имеет высокий уровень автоматизации обработки топологий;
3)имеет специальные средства верификации и корректировки, позволяющие повысить технологичность ПП и учесть специфику конкретного предприятия;
4) имеет широкий набор интерфейсов импорта/экспорта для обмена данными с большинством САПР ПП.
• CAMtastic компании ALTIUM — поставляется бесплатно в качестве штатного САМ-средства совместно с пакетами P-.CAD 2002 и Protel DXP и как автономный продукт (только версия CAMtastic DXP). Данная программа построена на базе интегрированной среды проек-тирования Design Explorer, в которой:
1) в дополнение к обработке формата Gerber введена качественная поддержка формата ODB++;
2) имеется макрорекордер, позволяющий автоматизировать большинство процедур с помощью специального языка Client Basic;
• САМ350 8.0 компании DOWNSTREAM TECHNOLOGIES - наиболее популярная в России и достаточно мощная программа, вышедшая в марте 2003 г.; в нее входит:
1) полностью обновленный пользовательский интерфейс,
2) усовершенствованные средства контроля правил DRC и DFM,
3) улучшенные средства генерации списков соединений с учетом сквозных и глухих переходных отверстий,
4) в качестве основного стандарта обмена данными формат ODB++, содержащий полную информацию о проекте и поддерживаемый большинством систем управления ресурсами предприятия.
• CAMmaster компании Lavenir, ранее известная как Lavenir Technology Inc. (США), выпускающая до 2002 г. высококачественные фотоплоттеры, например, Pulsar 8000, и ПО для собственных фотоплоттеров. Последние версии продуктов компании PENTALOGIX содержат все необходимые средства для подготовки ПП к производству и, в частности, для генерации файлов, используемых при автоматическом тестировании ПП и сверлении отверстий, отличительной особенностью которых является поддержка языка макроскриптов Visual Basic for Application;
•GerbTool компании WISE поставляется в составе пакета OrCAD как штатный САМ-модуль и имеет полный набор инструментов для первичной подготовки проектов ПП к производству:
1) обработка топологий;
2) генерация файлов сверления и фрезерования;
3) средства верификации и повышения технологичности.
Формат управляющих файлов сверлильных станков с программным управлением содержит чаще всего два типа команд:
• команды автоматической смены инструмента;
• команды сверления, содержащие координаты отверстий для сверления.
Для формирования управляющего файла сверлильного станка с ПУ, например, в P-CAD 4.5 предназначена программа PC-DRILL, исходным файлом для которой является файл РСВ, в котором установлена точка, являющаяся нулем станка. Относительно этой точки формируются координаты для сверления отверстий ПП.
Программа EXELLON читает файл DRL и переводит его в промежуточный формат. Из этого формата осуществляется перекодировка, и создаются управляющие файлы для станков SCHMOLL, MICRONIC и др.
Технологические требования к ПП
Технологические требования к ПП определяют условия сборки ячеек. К ним относятся такие как:
• паяемость — свойство паяемых материалов вступать в физико-химическое взаимодействие с расплавленным припоем с образованием качественного соединения контактной площадки с выводами ЭРИ. При этом учитываются режимы пайки (температура и время), наличие флюсующей или восстановительной сред и качество подготовки поверхности;
• прочность сцепления проводников с диэлектриком на поверхности и в отверстиях — одна из основных характеристик процесса металлизации. При химической металлизации диэлектрика она обусловлена сорбционным взаимодействием меди и диэлектрика, которое не обеспечивает высокой и равномерной прочности сцепления. Это имеет место при металлизации в вакууме (кроме катодной и плазменной металлизации, при которых включаются силы электронного взаимодействия). Высокая прочность сцепления проводников с диэлектриком наблюдается при нанесении и вжигании токопроводящих паст на керамическое основание, определяемая их диффузионно-химическим взаимодействием, и при клеевом соединении фольги с диэлектриком. Прочность сцепления зависит также от типа диэлектрика, клея, подготовки поверхности, применяемых химических растворов и определяется усилием отрыва проводника от ПП в пересчете на ширину металлической полоски на поверхности ПП
• устойчивость к перепайкам определяется количеством допустимых перепаек, которое должны выдержать контактные площадки с металлизированными отверстиями при ремонте: не менее четырех (МПП — трех) перепаек; без металлизированных отверстий — не менее трех (МПП — двух) перепаек;
• пригодность к пайке — способность ПП сохранять паяемость в течение длительного времени (6... 12 месяцев);
• ремонтопригодность и др.
Методы изготовления ПП
Еще в 1906 году Т. А. Эдисон описал способ изготовления проводников на изоляторе с помощью металлического порошка.
В конце 30-х в Германии появляется термин "печатная схема" - использовалась трафаретная печать на керамической подложке платы из серебра со смолистыми связующими, которые после сушки в процессе обжига отверждались и спекались. Но высокие t° при спекании, низкая прочность сцепления проводников и подложки не позволили широко использовать эту технику.
В 1925 году в США Ф.Т. Гармон получил патент на технику травления. Далее П. Айслер в Англии совершенствовал субтрактивную технику химического травления (стравливание металлического покрытия базового материала).
Аддитивный метод (от латинского - прибавляет) появился значительно позднее.

Для изготовления печатного рисунка ПП применяют 2 технологии: субтрактивную и аддитивную.
Субтрактивный (от латинского - отнимать) техпроцесс - позволяет получать проводящие участки путем избирательного травления участков фольги с пробельных мест (удаление проводящего слоя с пробельных мест).
Аддитивный техпроцесс (от латинского - прибавлять) - позволяет получить проводящий рисунок путем избирательного осаждения (нанесения) проводникового материала на нефольгированный материал основания.
Выбор метода изготовления ПП
Любое изготовление выбирается на основании разработанного типа конструкции ПП, выбранного класса точности с учётом конструкторской сложности и применяемой элементной базы.
Таблица 9. Обобщенные характеристики ПП и методы их изготовления
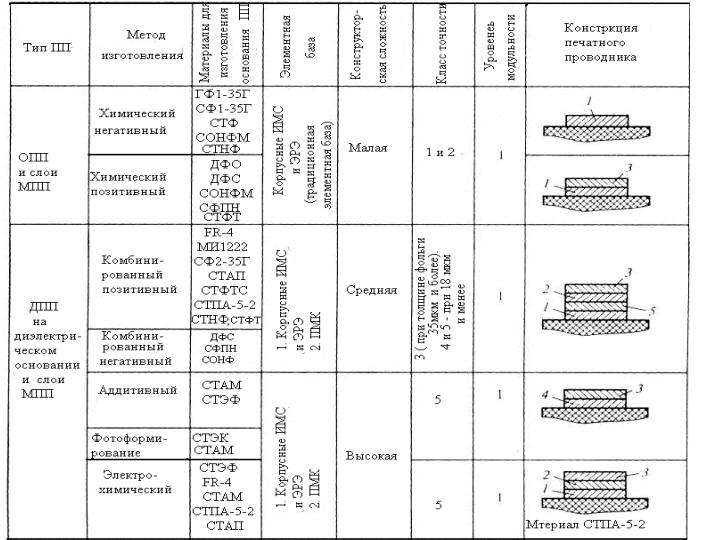

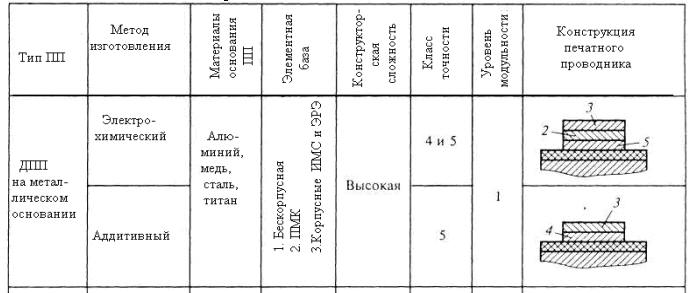


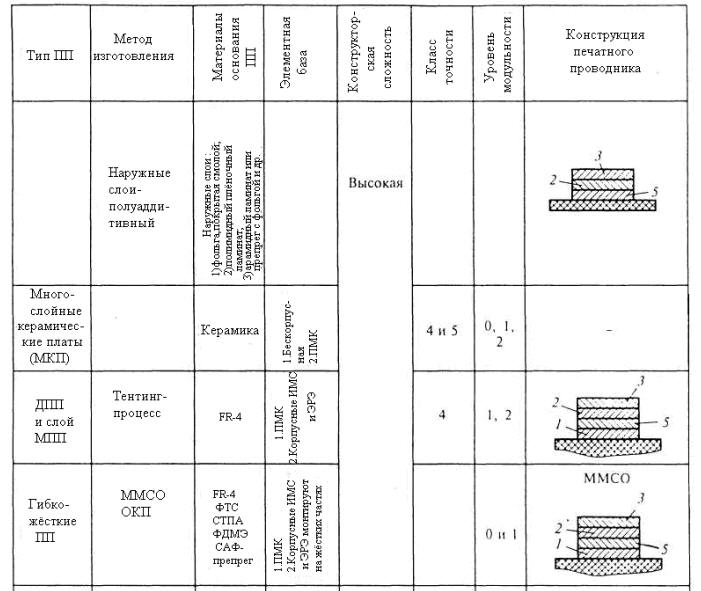

Цифрами на рисунках обозначены слои. 1- медная фольга (толщина h=5,9,12,18,35,50 мкм); 2- гальваническая медь (h=25…30 мкм); 3- металлорезист (олово-свинец, h= 9…12 мкм или финишное покрытие, h=0,2…0,4 мкм); 4- толстослойная химическая медь (h=35 мкм); 5- химическая медь (подслой, h= 2…5 мкм); 6- гальванический никель (h = 2 мкм)
Субтрактивные методы
Субтрактивные методы самые распространенные и лучше освоенные. В качестве материала используются одно или 2-х сторонние фольгированные (в основном медью) диэлектрики.
Рисунок печатных проводников переносится в виде защитной резистивной пленки на фольгированную основу. С непокрытых резистом мест (пробельных) удаляется проводящий материал (фольга) с помощью травления. На защищенный резистом рисунок проводников травители не оказывают действия, кроме незначительного подтравливания.
Перенос рисунка, т.е. получение защитного рельефа, осуществляется методом офсетной печати, трафаретной печати (сеткографическим методом), фотохимическим методом.
Субтрактивные методы могут быть позитивными и негативными. При позитивном методе облученными являются пробельные участки. При негативном методе – облученными являются проводники.
Негативные фоторезисты NFR изготавливаются на основе поливинилового спирта.
Достоинства: низкая стоимость, нетоксичный, высокая разрешающая способность (до 50линий/мм).
Недостатки: задубление. Срок хранения <3...5часов даже в темноте. С понижением t° и влажности уменьшается механическая прочность и адгезия.
При экспонировании под действием света NFR под прозрачными участками ФШ полимеризуется и не растворяется при проявлении (проводники – прозрачные).
Позитивные PFR при экспонировании изменяют свойства так, что в проявителе растворяются облученные (прозрачные) участки, а необлученные, находящиеся под непрозрачными участками не растворяется (непрозрачные проводники сохраняются).
PFR - более дорогие, токсичные, но разрешающая способность выше до 350 линий/мм вместо 50. Нет дубления, хорошие адгезионные свойства.
Субтрактавные методы имеют достоинства и недостатки.
Достоинства:
1. простота, хорошая технологическая освоенность,
2. возможность изготовления ОПП без применения процессов металлизации,
3. хорошая адгезия фольги и основания ПП (от латинского - прилипать) – сцепление поверхностей различных материалов.
Недостатки:
1. необходима высококачественная электролитическая медная фольга,
2. высоки потери меди (60-90%) в результате травления,
3. требуется защита окружающей среды (нейтрализация травильной ванны),
4. требуются меры по регенерации меди - восстановление утраченных свойств,
5. нет металлизации отверстий (требуются дополнительные процессы),
6. ограничение min ширины проводников и зазоров (не выше 3 класса точности) из-за подтравления проводников.
Х имический метод, или метод травления фольгированного диэлектрика
Метод заключается в том, что на медную фольгу, приклеенную к диэлектрику, наносят негативный или позитивный рисунок схемы проводников. Последующим травлением удаляется металл с незащищенных участков и на диэлектрике получается требуемая электрическая схема проводников.
Наиболее распространенными вариантами этого метода являются фотохимические и сеткографические, которые отличаются способом нанесения защитного слоя (фотопечать или трафаретная печать). Схема типового технологического процесса изготовления печатных плат химическим методом показан на рис. 1.
Основными этапами получения проводников являются: подготовка поверхности, нанесение слоя фоторезиста, экспонирование, проявление схемы, травление фольги, удаление фоторезиста.

Подготовку поверхности фольги выполняют вращающимися латунными или капроновыми щетками. На поверхность фольги наносят смесь маршаллита и венской извести. В результате зачистки желательно получение шероховатости фольги в пределах Ra 2,5...1,25мкм, что обеспечивает хорошую адгезию фоторезиста и легкое удаление его при проявлении.
Независимо от механической зачистки во всех случаях проводят химическую очистку фольги и нефольгированных поверхностей плат. Ее выполняют в щелочных растворах с последующей промывкой в деионизованной воде. Для нейтрализации остатков щелочи и удаления слоя оксидов платы подвергают декапированию в растворе соляной и серной кислот.
Качество очистки влияет на все последующие операции технологического процесса. Результатом плохой очистки могут явиться проколы, неполное травление меди, отслаивание, недостаточная адгезия фоторезиста и другие дефекты.
Нанесение слоя фоторезиста осуществляется на подготовленную поверхность фольги. Производят его сушку в течение 15...20 мин при температуре 65°С.
Экспонирование осуществляют при помощи фотошаблона 3 с негативным изображением схемы в вакуумной светокопировальной раме для засвечивания. В качестве источника света используют дуговые ртутные и люминесцентные лампы. Для получения резкого изображения необходим плотный контакт между фотошаблоном и фоторезистом.
Проявление схемы состоит в вымывании растворимых участков фоторезиста, находившихся под темными местами негатива. Для фоторезистов негативного действия в качестве проявителей используют спиртовые смеси и др. Время проявления (2...3мин) зависит от толщены фоторезиста.
Проявление целесообразно выполнять в двух ваннах. В первой ванне удаляется большая часть фоторезиста, а во второй ванне производится тонкое проявление. Загрязнение проявителя во второй ванне будет незначительным, и действие его в течение большого времени будет стабильным.
Качество полученного слоя можно контролировать путем погружения платы в раствор с красителем. Окраска дает возможность визуально определить наличие дефектов в слое фоторезиста. Однако она может снизить кислотоупорность фоторезистивного слоя.
Неизбежные дефекты эмульсионного слоя устраняются ретушированием (обычно эмаль НЦ-25). При этом закрывают точечные отверстия, разрывы, а также удаляют излишки фоторезиста. Трудоемкость ретуширования зависит от количества дефектов и составляет в среднем 10 мин на плату. Снижение трудоемкости ретуширования возможно за счет повышения чистоты и обеспыленности окружающей среды.
Полученный защитный слой 4 можно подвергать химическому дублению в растворе ангидрида и тепловому дублению (выдержка в термостате при t=60°C в течение 40...60мин). Необходимость операции задубливания определяется в каждом отдельном случае, так как она уменьшает адгезию фоторезиста.
Дальнейшие этапы являются общими для плат, изготовляемых фотохимическим и сеткографическим методами.
Травление представляет собой процесс удаления слоя металла для получения нужного рисунка. Процесс травления включает в себя предварительную очистку, собственно травление металла, очистку после травления и удаления фоторезиста или краски.
Механическая обработка платы заключается в штамповании или фрезеровании по контору и получении отверстий. Для удаления пыли и грязи плату обдувают воздухом.
Химические методы при сравнительно простом технологическом процессе обеспечивают высокую прочность сцепления проводников с основанием (2МПа), равномерную толщину проводников и их высокую электропроводность. Время химических воздействий на плату в процессе изготовления составляет около 25мин. Недостатком химических методов является низкая прочность в местах установки выводов, так как отверстия не металлизируются.






