




ИНСТРУМЕНТЫ И МАТЕРИАЛЫ ДЛЯ РАБОТЫ
1. Штангенциркуль с точностью отсчета 0,05 мм.
2. Штангенциркуль с точностью отсчета 0,1 мм.
3. Штангонглубиномер с точностью отсчета 0,02 мм.
4. Штангенрейсмас с точностью отсчета 0,02 мм.
5. Деталь дал измерения.
ПОСЛЕДОВАТЕЛЬНОСТЪ ВЫПОЛНЕНИЯ РАБОТЫ
1. Изучить устройство и приемы измерения штангенциркулем, штангенглубиномером и штангенрейсмасом;
2. Подготовить инструменты к измерениям: промыть авиабензином и протереть;
З. а) измерить наружный диаметр с помощью штангенциркуля в 3-х сечениях вдоль оси и 2-х взаимно перпендикулярных плоскостях;
б) измерить с помощью штангенциркуля внутренние размеры детали в 2-х взаимно перпендикулярных направлениях;
в) измерить с помощью штангенглубиномера высоту выточки детали в 2-х взаимно перпендикулярных направлениях;
г) измерить с помощью штангенрейсмаса общую высоту детали в 2-х взаимно перпендикулярных направлениях;
д) результаты измерения занести в отчетную карту;
К штангенинструментам относятся измерительные инструменты с линейным нониусом штангенциркули, штангенглубиномеры и штангенрейсмасы.
2.1. Измерение детали штангенциркулем
Штангенциркуль является наиболее распространенным видом измерительного инструмента, применяющегося при станочных, слесарных и других работах. Он служит для измерения наружных, внутренних поверхностей, глубин и для разметки.
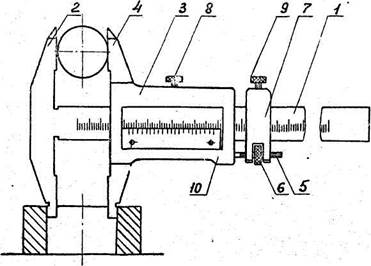
Рис.1. Штангенциркуль ШЦ-11
Штангенциркуль (рис.1) состоит из штанги 1, на конце которой имеется неподвижная губка 2; рамки нониуса 3 с подвижной губкой 4. Для плавного перемещения рамки служит микрометрический винт 5 с гайкой 6 и хомутиком 7. При микрометрических перемещениях подвижной губки необходимо открепить винт 8 рамки 3 и закрепить винт 9 хомутика 7.
Основная шкала нанесена на штанге. Кроме основной шкалы имеется дополнительная шкала 10, расположенная не подвижной ранке и служащая для отсчета дробной части деления основной части, т.е для увеличения точности отсчета. Сущность. устройства нониуса заключается в следующем: определенное число основной шкалы делится на число делений, больших на единицу на нониусе.
Рассмотрим устройство нониуса на штангенциркуле с точностью отсчета 0,1 мм. Отрезок L, равный девяти делениям основной шкалы, т.е. 9 мм, разделен у нониуса на десять равных частей (рис.2,а), следовательно интервал деления на нониусе будет меньше интервала деления на штанге на О,1 мм. Эта разность называется величиной отсчета по нониусу. Если обозначить:  - интервал деления на штанге;
- интервал деления на штанге;  - интервал деления нониуса; L - длина нониуса, то величина отсчета по нониусу
- интервал деления нониуса; L - длина нониуса, то величина отсчета по нониусу
 мм.
мм.
Малый интервал делений на нониусе затрудняет отсчет показаний. Для устранения этого недостатка увеличивают интервал делений нониуса за счет увеличения его общей длины. Например, для того чтобы увеличить интервал нониуса при той же величине отсчета по нониусу, следует увеличить его длину до 19 делений штанги (рис.2,б), т.е. до 19 мм, и разделить также на 10 частей. В этом случае интервал делений на нониусе будет  =1,9мм, а величина отсчета по нониусу
=1,9мм, а величина отсчета по нониусу
 мм.
мм.
Для точности отсчета 0,05 мм, длину нониуса L можно оставить такой же, т.е. 19 мм, но разделить это расстояние на 20 частей (n = 20), будет равно 0,95 мм, а
 мм.
мм.
Величину отсчета по нониусу можно определить и на основании более простой зависимости.
Если обозначить число интервалов основной шкалы n - 1, то можно записать:
 ;
;  ;
;  ;
;
 ; откуда
; откуда  . (1)
. (1)

Рис.2. Отсчет по шкале и нониусу
В формуле (1) слева точность отсчета по нониусу, следовательно, справа тоже точность отсчета по нониусу.
Таким образом, величину отсчета по нониусу можно определить либо по формуле  , либо по формуле
, либо по формуле  , где
, где  - модуль нониуса. Из этих формул, учитывая, что
- модуль нониуса. Из этих формул, учитывая, что  , получаем
, получаем
 .
.
Модуль нониуса характеризует соотношение интервалов деления нониуса и штанги, т.е. растянутость нониуса. Модула нониуса всегда равен целому числу.
Чтобы произвести отсчет по штангенциркулю, необходимо:
1. Определить значение интервала деления на штанге -  .
.
2. Подсчитать, число интервалов шкалы нониуса -  .
.
3. Определить точность отсчета по нониусу -  .
.
4. Посмотреть, между какими делениями штанги расположилось нулевое деление нониуса.
5. Определить, какой интервал нониуса совпадает с некоторым деление штанги – х.
6. Сложить отсчет, сделанный по штанге, с отсчетом, сделанным по нониусу.
На рис.2,в =1 мм;  =10 мм;
=10 мм;  =0,1 мм; х=6, результат отсчета
=0,1 мм; х=6, результат отсчета  мм.
мм.
Штангенциркули выпускают трех типов:
ЩЦ-1 - с двусторонним расположением губок для наружных и внутренних измерений и с линейкой для измерения глубин (рис.3), величина отсчета по нониусу - 0,1мм; ЩЦ-11 - с двусторонним расположением губок для измерения и для разметки (рис.1), величина отсчета по нониусу 0,05 или 0,1 мм; ШЦ-111 - о односторонними губками для наружных и внутренних измерений с величиной отсчета по нониусу 0,05 или 0,1 мм.
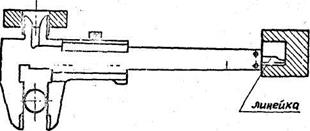
Рис.3. Штангенциркуль ШЩ-1
Для измерения детали штангенциркулем необходимо: открепить рамку и хомутик, передвинуть их вдоль штанги и расположить рамку так, чтобы измеряемую деталь можно было установить между мерительными плоскостями губок; применяя микрометрическое устройство, передвинуть рамку до получения плотного прилегания поверхностей обеих губок к поверхностям измеряемой детали. В этом положении закрепить стопорный винт рамки. Снять инструмент с детали, отсчитав показания по шкале штанги и по нониусу.
При измерении внутренних поверхностей губки штангенциркуля вводятся в отверстие, как показано на рис.1. Поэтому к результату прибавляется толщина губок.
Верхние пределы измерения штангенциркулей составляют 125,150,200,300,500,800,1000,1500,2000 мм. В специальных случаях изготовляются также штангенциркули и до 4000 мм.
2.2. Измерение детали штангенглубиномером
Штангенглубиномер служит для измерения глубин отверстий, выточек, уступов и т.д. При измерении штангенглубиномером (рис.4) деталь устанавливается на плиту, измерительная поверхность штанги 1 - также на плиту, а измерительная поверхность рамки 2 подводится вплотную к торцу детали. Там, где позволяет

Рис.4. Штангенглубиномер
конфигурация детали, проверяют, чтобы в местах соприкосновений измерительных поверхностей инструмента с деталью не было видимого на просвет зазора. Верхние пределы измерения штангенглубиномеров обычно составляют от 100 до 500 мм. Точность отсчета по нониусу может быть 0,1; 0,05; 0,02 мм.
2.3. Измерение детали штангенрейсмасом
Штангенрейсмас служит для измерения высоты деталей и разметки. Конструкция штангенрейсмаса очень сходна с конструкцией штангенциркуля, только неподвижная губка заменена на основание 1, которым штангенрейсмас устанавливается на разметочную плиту (рис.5).

Рис.5 Штангенрейсмас
На кронштейне рамки 2 закрепляются сменные губки: одна 3 для измерения высот или другая 4 - остро заточенная для разметки. Техника замеров такая же, как при измерении штангенциркулем. Точность отсчета нониуса может быть 0,1; 0,05; 0,02 мм. Изготавливаются штангенрейсмасы с верхним пределом измерения 200,300,500,800 и 1000 мм.
2.4. Контрольные вопросы
2.4.1. Что понимается под измерением и каковы его цели?
2.4.2. Методы измерения и их характеристика.
2.4.3. Назовите основные части штангенциркуля мера и штангенрейсмаса.
2.4.4. Объясните назначение и принцип устройства нониуса. Что характеризует модуль нониуса?
2.4.5. Объясните, как произвести отсчет по штангенинструменту.
2.4.6. Объясните приемы измерения штангенциркулем, штангенглубиномером и штангенрейсмасом.
2.5. Литература
2.5.1. Якушев А.И., Воронцов Л.H., Федотов Н.Н. Взаимозаменяемость, стандартизация и технические измерения. -М.: Машиностроение, 1986, с. 109...113, 117.
2.5.2. Якушев А.И. Справочник контролера машиностроительного завода. -М.: Машиностроение, 1980, с.306...307.
3. Лабораторная работа № 2
ИЗМЕРЕНИЕ РАЗМЕРОВ ДЕТАЛИ МИКРОМЕТРИЧЕСКИМИ ИНСТРУМЕНТАМИ
Цель работы. Ознакомление с устройством и приемами измерения микрометрическими инструментами: гладким микрометром, нутромером.
ИНСТРУМЕНТЫ ДЛЯ РАБОТЫ
1. Гладкий микрометр.
2. Микрометрический нутромер.
3. Детали.

