Автоматизация процесса механической обработки с использованием промышленных роботов позволила исключить участие рабочего в выполнении вспомогательных работ и создать РТК, обеспечивающий условия минимального участия человека в производстве при работе оборудования в две или три смены.
Исходя из условий базирования и закрепления деталей на станках были созданы в первую очередь РТК для обработки деталей типа тел вращения. Компоновки РТК могут быть с напольными или подвесными промышленными роботами. Напольное исполнение целесообразно для загрузки одного станка заготовками небольшой массы. В остальных случаях применяют подвесную компоновку промышленного робота. Возможны две компоновочные схемы РТК: линейная и круговая. Первая является предпочтительной по размерам занимаемой площади и удобству обслуживания.
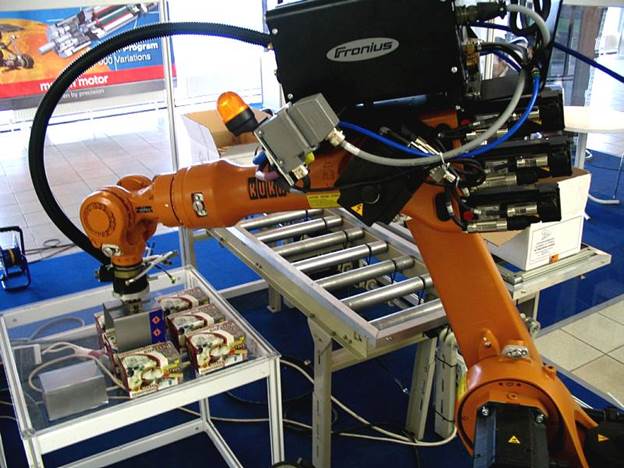
Компоновка РТК механической обработки резанием, показанная ранее, типична для случая, когда промышленный робот обслуживает один станок. Промышленный робот 5 берет предварительно ориентированную заготовку из магазина-накопителя и подает ее на станок для зажима в центрах. На станке установлен специальный съемник, применяемый для удаления обработанной детали. Готовую деталь промышленный робот передает со станка на наклонный лоток, по которому деталь поступает на следующую операцию.
По линейной схеме с подвесным промышленным роботом выполнены автоматизированные участки механической обработки типа АСВР. Ранее показана компоновка участка, предназначенного для токарной комплексной обработки ступенчатых валов.
Промышленный робот осуществляет загрузку-разгрузку станков и межстаночное транспортирование деталей, а также ряд вспомогательных операций. Он оснащен датчиками внешней информации, что позволяет вести поиск деталей в накопителе, измерять диаметр и длину заготовки, отбраковывать заготовки,
имеющие недопустимые отклонения размеров. В электросхеме промышленного робота имеется устройство светозащиты, обеспечивающее безопасную эксплуатацию обслуживаемого оборудования.
Центрально-фрезерный станок предназначен для фрезерования торцов заготовки и обработки центровых отверстий с двух сторон за один рабочий цикл.
Два токарных полуавтомата с ЧПУ служат для обработки цилиндрических, конических и сферических поверхностей, прорезки канавок и нарезания резьб.
Входной, промежуточные и выходной магазины-накопители представляют собой тары с подставками сварной конструкции. Тара выполнена в виде направляющих, к которым крепится планка с призматическими пазами. Планки устанавливают в различные положения для валов различной длины. Шаг пазов выбирают в соответствии с диаметром заготовок с учетом промежутков для ввода губок захватного устройства промышленного робота. Система поиска заготовок в позициях для перекладки заготовок и готовых деталей управляется сигналами датчика, установленного на захватном устройстве.

Система ЧПУ промышленного робота обеспечивает индивидуальное обслуживание станков по вызовам. При одновременном поступлении вызовов с двух и более станков устанавливается система приоритетов, по которой в первую очередь обслуживается станок с фальшей длительностью цикла обработки конкретной детали.
Системы ЧПУ и электроавтоматики станков предусматривают возможность работы в режиме диалога «станок — робот». Управление электроавтоматикой РТК возложено на систему ЧПУ промышленного робота как координирующей системы управления при групповом обслуживании станков. В число функций системы ЧПУ промышленного робота входят перемотка перфоленты в исходное положение и пуск станка с ЧПУ для работы по управляющей программе, которые ранее выполнял оператор станка с ЧПУ.
Устройство светозащиты необходимо прежде всего потому, что промышленный робот представляет собой механизм повышенной опасности. Оно регистрирует момент появления человека в зоне рабочего пространства промышленного робота и включает светофор. Местоположение обслуживающего персонала в рабочей зоне робота может быть определено различными способами, в частности с помощью конечных выключателей, срабатывающих под действием массы человека.
Специальные блокировочные устройства предохраняют оборудование от поломок и перегрузок, а устройство измерения и контроля обеспечивают возможность адаптивного управления работой РТК. Использование свойств адаптации к изменяющимся условиям значительно повышает надежность работы участка станков.
Программа работы РТК состоит из ряда подпрограмм, реализуемых в требуемой последовательности. Подпрограмма ожидания вызова является организующей программой, с которой начинается цикл работы оборудования. Эта подпрограмма в зависимости от информации, поступающей с датчиков станка и магазинов-накопителей, с учетом принятого приоритета управляет выполнением требуемых действий по загрузке станка, его разгрузке и укладке деталей в магазины-накопители.
Подпрограмма загрузки станка реализует следующую последовательность действий: перемещение промышленного робота к ложементу магазина-накопителя, захват заготовки, перемещение руки робота в зону обработки, установку заготовки в патрон, поджим заготовки задним центром, зажим заготовки кулачками патрона, вывод руки робота из зоны обработки. После выполнения программы загрузки автоматически закрывается защитный экран станка и начинается работа станка по управляющей программе.
По окончании обработки по управляющей программе осуществляется обращение к подпрограмме разгрузки станка, которая выполняет следующую последовательность действий: перемещение робота в рабочую зону, перемещение руки робота в зону обработки, захват обработанной детали, разжим кулачков и отвод заднего центра, вывод руки робота с деталью из рабочей зоны станка, укладка детали в определенный ложемент магазина-накопителя. Далее осуществляется переход к программе ожидания вызова и повторяется цикл изготовления другой детали партии.