




Для сравнительной оценки технического уровня станков, а также для выбора станков в соответствии с решением конкретной производственной задачи используют набор показателей, характеризующих качество станков.
Эффективность - комплексный показатель, который более полно отражает главное назначение станочного оборудования - повышать производительность труда и соответственно снижать затраты труда при обработке деталей.
Производительность - способность станка обеспечивать обработку определенного числа деталей в единицу времени.
Надежность станка - свойство станка обеспечивать бесперебойный выпуск годной продукции в заданном количестве в течении определенного срока службы и в условиях применения, технического обслуживания, ремонтов. Хранения и транспортирования.
Долговечность станка - свойство станка сохранять работоспособность в течение некоторого времени с необходимыми перерывами для технического обслуживания и ремонта до наступления предельного состояния.
Гибкость станочного оборудования - способность к быстрому переналаживанию при изготовлении других, новых деталей.
Гибкость характеризуется двумя показателями - универсальностью и переналаживаемостью.
Универсальность определяется числом разных деталей, подлежащих обработке на данном станке, т.е. номенклатурой обрабатываемых деталей.
Переналаживаемость определяется потерями времени и средств на переналадку станочного оборудования, при переходе от одной партии заготовок к другой партии.
Точность станка в основном предопределяет точность обработанных на нем изделий. По характеру и источникам возникновения все ошибки станка, влияющие на погрешности обработанной детали, условно разделяют на несколько групп.
Геометрическая точность зависит от ошибок соединений и влияет на точность взаимного расположения узлов станка при отсутствии внешних воздействий. Геометрическая точность зависит главным образом от точности изготовления соединений базовых деталей и от качества сборки станка.
Кинематическая точность необходима для станков, в которых сложные движения требуют согласования скоростей нескольких простых. Нарушение согласованных движений нарушает правильность заданной траектории движения инструмента относительно заготовки и искажает тем самым форму обрабатываемой поверхности. Особое значение кинематическая точность имеет для зубообрабатывающих, резьбонарезных и других станков для сложной контурной обработки.
Жесткость станков характеризует их свойство противостоять появлению упругих перемещений под действием постоянных или медленно изменяющихся во времени силовых воздействий.
Виброустойчивость определяет его способность противодействовать возникновению колебаний, снижающих точность и производительность станка.
Теплостойкость станка характеризует его сопротивляемость возникновению недопустимых температурных деформаций при действии тех или иных источников теплоты. К основным и источникам теплоты относятся процесс резания. Двигатели, подвижные соединения.
Точность позиционирования характеризуется ошибкой вывода узла станка в заданную позицию по одной или нескольким координатам.
Базовые детали станков
Несущие системы металлорежущих станков. Несущие или базовые детали металлорежущих станков служат для создания требуемого пространственного размещения узлов, несущих инструмент или обрабатываемую заготовку, и обеспечивают точность их взаимного расположения под нагрузкой. Совокупность базовых деталей между инструментом и заготовкой образуют несущую систему станка.
К базовым деталям относят станины, основания, колонны, стойки, поперечины, ползуны, траверсы, столы, каретки, суппорты, планшайбы, корпуса шпиндельных бабок и т. п.
По форме базовые детали металлорежущих станков могут быть условно разделены на три группы: брусья-детали, у которых один габаритный размер больше двух других; пластины — у которых один зо размер значительно меньше двух других; коробки — габаритные размеры одного порядка.
Направляющие обеспечивают правильность траектории движения заготовки или инструмента и точность узлов станка. Во многих случаях направляющие выполняют как одно целое с базовыми деталями. Базовые детали и направляющие должны иметь:
— высокую первоначальную точность изготовления всех ответственных поверхностей для обеспечения требуемой геометрической точности станка;
— высокие демпфирующие свойства, т. е. способность гасить колебания между инструментом и заготовкой от действия различных источников вибраций;
— высокую жесткость, определяемую конкретными деформациями подвижных и неподвижных стыков, местными деформациями и деформациями самих базовых деталей;
— долговечность, которая выражается в стабильности формы базовых деталей и, способности направляющих сохранять первоначальную точность в течение заданного срока эксплуатации.
Кроме того, базовые детали должны иметь малые температурные деформации, из-за которых могут происходить относительные смещения заготовки и инструмента, а направляющие должны обладать малой величиной и постоянством сил трения, так как от этого зависит точность позиционирования узлов станка. Перечисленные основные требования, предъявляемые к базовым деталям и направляющим станков, могут быть удовлетворены правильным выбором материала, а также конструктивными принципами, которые являются общими, несмотря на многообразие форм базовых деталей.
Конструирование базовых деталей — это поиск компромиссного решения между противоречивыми требованиями: создание конструкций жестких, но имеющих малую массу; простых по конфигурации, но обеспечивающих высокую точность и дающих экономию материала, учитывающих при проектировании литых конструкций возможности технологии сварных конструкций.
Направляющие станков.
Направляющие находятся НА СТАНИНЕ!!!
СТАНИНЫ И НАПРАВЛЯЮЩИЕ
Станина служит для монтажа всех основных узлов станка. Она должна на протяжении длительного времени обеспечивать правильное взаимное положение и перемещение узлов станка при всех предусмотренных режимах работы. К станинам станков предъявляют требования прочности, малой металлоемкости, технологичности и достаточно низкой стоимости. Но важнейшим требованием, предъявляемым к станинам, является требование неизменности их формы. Этого достигают правильным выбором материала станины и технологии изготовления, соответствующей статической и динамической жесткостью станины, а также высокой износостойкостью ее направляющих.
Станины подразделяют на горизонтальные и вертикальные. Форма станины, т. е. ее конструкция, определяется многими факторами, в частности видом направляющих (горизонтальные, вертикальные, наклонные), необходимостью установки на ней соответствующих неподвижных и подвижных частей и узлов, различных по размерам и весу, размещением внутри станины ряда узлов а механизмов, осуществляющих смазку и охлаждение, отвод стружкии т. д. Станина должна быть удобной для быстрого проведения профилактических и ремонтных работ механизмов, расположенных внутри нее.
Для обеспечения жесткости всей упругой системы станка стремятся связывать основные части станка так, чтобы они образовывали замкнутую раму. Желательно также станину отливать заодно с корпусом передней бабки. Для повышения, жесткости станины применяют ребра (перегородки), соединяющие ее стенки.

Рис. 14. Основные профили горизонтальных станин
На рис. 14 показаны основные профили горизонтальных станин, применяемые:
а) при необходимости отвода вниз стружки и охлаждающей жидкости; обладает пониженной жесткостью по сравнению со станинами, имеющими замкнутый профиль (рис. 14, а);
б) при отсутствии необходимости отвода стружки вниз (рис. 14, б);
в) при необходимости использования станины как резервуара для масла, необходимости значительного места для расположения механизмов привода (рис. 14, в);
г) в тяжелых, в частности, многосуппортных станках (рис. 14,г).
Основным материалом для изготовления литых станин является чугун. Сварные станины изготовляют из прокатной стали. Некоторое применение для изготовления станин тяжелых станков получил железобетон. Литые станины обычно применяют при крупносерийном масштабе производства станков, сварные — в случае необходимости быстрого изготовления одного или нескольких станков.
Направляющие являются наиболее ответственной частью станины и служат для обеспечения прямолинейного или кругового перемещения инструмента либо обрабатываемой заготовки и связанных с ними узлов станка. Направляющие скольжения и направляющие качения с использованием промежуточных тел качения (шариков или роликов) получили значительное распространение в станках.
Направляющие бывают закрытыми (рис. 15, а), когда подвижный узел станка имеет одну степень свободы, и открытыми (рис. 15, б). Основные формы направляющих скольжения показаны на рис. 16.

Рис. 15. Направляющие скольжения:
а — закрытые; б — открытые
В станках очень часто используют комбинированные направляющие, когда одна из них выполнена как плоская, а вторая — как призматическая, V-образная или в виде половины ласточкина хвоста.
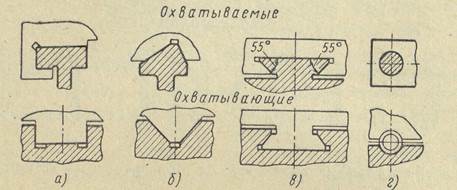
Рис. 16. Основные формы направляющих скольжения:
а — плоские; б — призматические; в — в форме ласточкина хвоста; г — цилиндрические (штанговые)
Направляющие, выполненные в виде планок, закрепляемых винтами к литой чугунной станине или привариваемых к стальной сварной станине, называются накладными.
Направляющие, предусматривающие подвод масла к сопряженным поверхностям под давлением и обеспечивающие создание масляной подушки по 'всей площади контакта, носят название гидростатических направляющих. Иногда в станках применяются аэростатические направляющие, предусматривающие создание воздушной подушки в зазоре между сопряженными поверхностями направляющих.

Рис. 17. Схемы наиболее распространенных направляющих качения:
а — открытые; б — закрытые
В последнее время в станках все шире применяют направляющие качения, в которых для перемещения узлов станка используют тела качения — шарики или ролики. Направляющие качения подобно направляющим скольжения могут быть открытыми (рис. 17, а) и закрытыми (рис. 17, б).

