




Литейные формы, предназначенные для получения отливки, могут быть разовые, полупостоянные и постоянные. Разовые формы, пригодные для использования только один раз, применяют для получения лишь одной отливки. Основными материалами для приготовления разовых форм служат песок и глина, которая является связующим. Прочность таких смесей относительно невелика. Для того, чтобы форма могла выдержать давление жидкого металла, ее приходится делать толстостенной. Если в качестве связующего использовать специальные материалы, то разовую форму можно сделать оболочковой (тонкостенной). При этом резко сокращается расход формовочной смеси.
Полупостоянные формы предназначены для получения нескольких десятков (до 150) отливок без существенного износа формы. Такие формы изготавливают из специальных высокоогнеупорных масс, например, графита и керамики.
Постоянными называют металлические формы (кокили). В этих формах можно получить до нескольких тысяч отливок из стали, чугуна и цветных сплавов. Отливки, полученные в металлических формах, имеют повышенную точность размеров и чистую поверхность. Однако, их стоимость несравнимо выше стоимости изготовления разовых и полупостоянных форм.
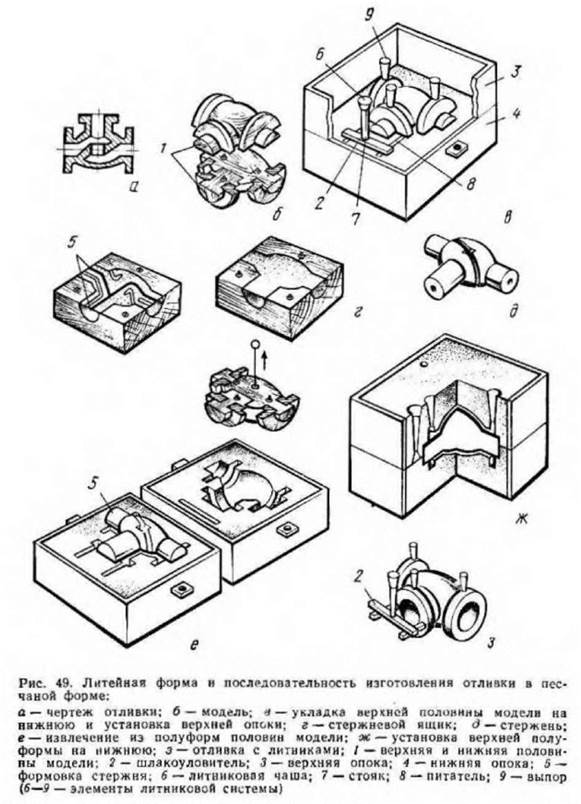
Наибольшее распространение в промышленности имеют разовые формы. Они применяются для изготовления отливок из различных сплавов, любых размеров и конфигурации. Разовая литейная форма, ее элементы и последовательность изготовления отливки показаны на рис. 49. Разовые формы изготавливают с помощью модельного комплекта и опок.Модельный комплект включает в себя литейную модель, стержневые ящики, модели литниковой системы, формовочные, контрольные и сборочные шаблоны.
Модель представляет собой копию будущей отливки с некоторыми изменениями, которыми учитывается припуск на механическую обработку, обеспечивается удобство извлечения модели из формы и стержня из стержневого ящика с помощью литейных уклонов.При конструировании модели все размеры отливки увеличивают на величину литейной усадки используемого сплава. В единичном и мелкосерийном производстве модели изготавливают из древесины, а при массовом производстве— из металла или пластмасс. В местах, где в отливке должны быть отверстия, в форме устанавливают стержни.
Для закрепления в форме стержня на модели делаются выступы определенной длины — стержневые знаки. Стержни изготавливают в стержневых ящиках. Как и модели, стержневые ящики имеют литейные уклоны; их размеры учитывают величину усадки сплава и припуски на механическую обработку. Металл в полость формы заливают через литниковую систему, которая должна обеспечить непрерывное поступление металлического расплава в форму, питание отливки для компенсации усадки, предотвращать разрушение формы и попадание шлака и воздуха со струей расплава. Основными элементами литниковой системы являются литниковая чаша, стояк, шлакоуловитель, питатель, прибыли и выпор. Назначение выпора — дать выход газам и избытку жидкого металла, заполняющего форму.
Песчаные формы чаще всего выполняют в опоках. Опоки—это приспособления в виде жесткой рамы, которые служат для удержания формовочной смеси. Их изготавливают из чугуна, стали и алюминиевых сплавов. Для изготовления форм и стержней используют формовочные и стержневые смеси. Основные требования к смесям —это высокая огнеупорность, т. е. способность не размягчаться при воздействии жидкого металла, хорошая текучесть и пластичность для получения отчетливого отпечатка модели, высокая газопроницаемость имеханическая прочность. Чтобы металл не сплавлялся и не спекался с формовочной смесью, поверхность формы покрывается специальными красками и припылами.
|
Формовочные смеси подразделяются на облицовочные, наполнительные и единые. Облицовочные смеси являются более качественными, так как они непосредственно соприкасаются с жидким металлом. В их состав входят в основном свежие материалы (песок, глина). Наполнительная смесь почти полностью состоит из оборотной (бывшей в употреблении) смеси. Иногда используют единую смесь достаточно высокого качества, которая идет для заполнения всей формы.
Стержневые смеси состоят из кварцевого песка и связующих материалов горячего и холодного затвердевания. Первые затвердевают при заполнении ими горячего стержневого ящика, вторые—в обычных не подогретых стержневых ящиках после некоторой в них выдержки. Для большей прочности стержня в него при изготовлении устанавливают металлический каркас—арматуру. Формы и стержни изготавливают на специальном формовочном оборудовании.
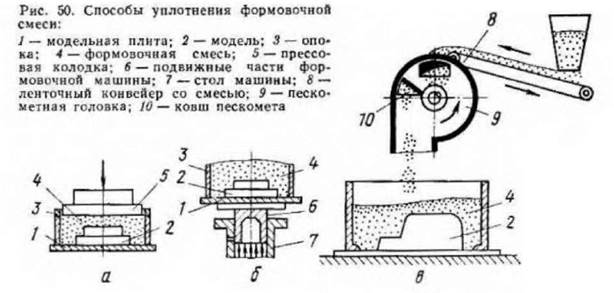
Для осуществления машинной формовки наиболее часто используются прессовые, встряхивающие машины и пескометы. На рис. 50 показаны три способа уплотнения смеси: прессованием (а), встряхиванием (б) и с помощью пескомета (в).
|
Уплотнение при прессовании происходит за счет давления, передаваемого через прессовую колодку на смесь. На встряхивающих машинах уплотнение происходит за счет сил инерции смеси в результате многократно повторяемых встряхиваний. Пескометную формовку используют преимущественно для изготовленния форм и стержней крупных отливок. Отличительная способность пескомета заключается в том, что он обеспечивает одновременно две операции: засыпку смеси и ее уплотнение.
В массовом и крупносерийном производстве мелких и средних стержней применяют пескодувные и пескострельные машины. В пескодувных машинах заполнение ящика стержневой смесью и ее уплотнение происходят под давлением сжатого воздуха. Сжатый воздух под давлением (5—6) -105 Па вдувает смесь в ящик через вдувные отверстия и уплотняет ее. Пескодувные машины имеют высокую производительность и обеспечивают равномерное уплотнение смеси. Основной недостаток этого метода формовки — сильный износ модельного комплекта из-за абразивного действия смеси. Уплотнение смеси в пескострельной машине происходит за счет кинетической энергии, сообщаемой смеси сжатым воздухом. Сжатый воздух мгновенно перемещает («выстреливает») смесь из резервуара пескострельной машины в ящик. Абразивный износ модельной оснастки в пескострельной машине значительно меньше ввиду отсутствия песчано-воздушной струи. Производительность таких машин очень высокая.
Для смесей горячего затвердевания с электрическим или газовым нагревом ящика цикл изготовления стержня составляет 1—2 мин. Для холоднотвердеющих смесей время изготовления стержня не превышает 1 мин. Прогрессивным способом является изготовление форм и стержней из жидких самотвердеющих смесей (ЖСС). Формы и стержни из ЖСС изготавливают не методами уплотнения, а путем заливки. Текучесть смеси обеспечивается пеной, образующейся при перемешивании жидкостекольной смеси или смеси на органических связующих с добавкой специальных веществ. Смесь затвердевает через 30—40 мин. Применение ЖСС исключает формовку, снижает трудоемкость, повышает производительность труда.
Заливка форм, выбивка, обрубка
и зачистка отливок
Заливку форм жидким металлом осуществляют с помо-
щью заливочных ковшей, в которые периодически посту-
пает металл из плавильного агрегата или миксера (емко-
сти для хранения жидкого металла).
После кристаллизации металла и образования отлив-
ки приступают к операции разрушения формы и извле-
чения отливки. Процесс выбивки проводят на вибраци-
онных решетках. При этом смесь просыпается через ре-
шетку и конвейером подается в смесеприготовительное
отделение на переработку, а отливка — в очистное отде-
ление. В очистном отделении от отливки отбивают (отре-
зают) элементы литниковой системы, зачищают заливы
и заусенцы металла и остатки литников, удаляют с от-
ливки пригоревшую формовочную смесь. Эти операции
осуществляют в галтовочных барабанах, дробеструйных
и дробеметных установках. Крупные отливки очищают
в гидравлических камерах. Обрубку и зачистку отливок
проводят с помощью зубил, абразивного и режущего ин-
струмента.
Для получения необходимых механических свойств
отливки ответственного назначения подвергают термиче-
ской обработке—гомогенизации, отжигу или отпуску.
Дефекты отливок и методы контроля
К основным дефектам отливок относятся коробление, на-
росты, недолив, пригар, раковины газовые и шлаковые,
пористость, спай, трещины, ликвация, несоответствие хи-
мическому составу, различные механические поврежде-
ния и т. д.
Задачей технического контроля является обнаруже-
ние брака в отливках и принятие мер для устранения.
Методами контроля служат внешний осмотр отливки,
проверка размеров отливки, определение химического
состава и физикомеханических свойств отливок, опреде-
ление трещин, раковин и т.д. Некоторые дефекты ис-
правляют с помощью сварки, металлизации, механиче-
ской обработки и другими способами. После контроля
качества литья и исправления дефектов отливки окраши-
вают и передают на склад готовой продукции.
2. Специальные виды литья
Специальные виды литья позволяют значительно улуч-
шить качество отливок. Отливки, полученные этими
методами, характеризуются повышенной точностью раз-
меров, пониженной шероховатостью поверхности, умень-
шением пропусков на механическую обработку, возможно-
стью получения деталей, не нуждающихся в механичес-
кой обработке. При этом специальные виды литья дают
возможность обойтись без многих побочных операций,
таких как приготовление земляной и стержневой смесей,
без пыльной выбивки и пескоструйной очистки.
При многих специальных видах литья коэффициент
использования заготовок (отношение массы деталей
к массе отливок) выше, чем при литье в разовые песча-
ные формы. При литье в песчаные формы около одной
четверти массы отливок превращаются в стружку при
механической обработке, при специальном литье 5—
10 % и менее. Процессы механической обработки очень
дорогие, поэтому уменьшение стоимости готовых деталей
зачастую оправдывает увеличение стоимости отливок, по-
лученных специальным литьем.
К специальным видам литья относят литье в оболоч-
ковые формы, по выплавляемым моделям, в кокили, цен-
тробежное, под давлением и другие.
Литье в кокиль
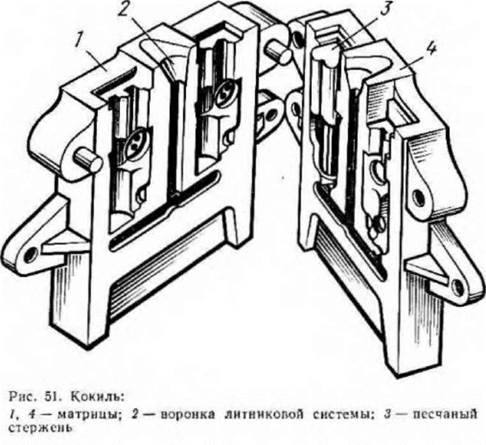
Кокиль это металлическая форма многократного ис-
пользования, заполняемая жидким металлом. Отливки,
|
полученные в кокилях, отличаются большой точностью
размеров и высокой чистотой поверхности. Кокиль (рис.
51) изготавливают из чугуна, стали или алюминиевых
сплавов. Достоинство литья в кокиль заключается в пер-
нз
вую очередь в возможности обеспечить высокую произ-
водительность литейного процесса. Кокильное литье лег-
ко механизировать и автоматизировать.
Распространение этого способа литья несколько огра-
ничивается высокой стоимостью изготовления кокилей
и сложностью получения тонкостенных отливок вследст-
вие значительной теплопроводности кокилей и быстрой
кристаллизации металла.
Литье под давлением
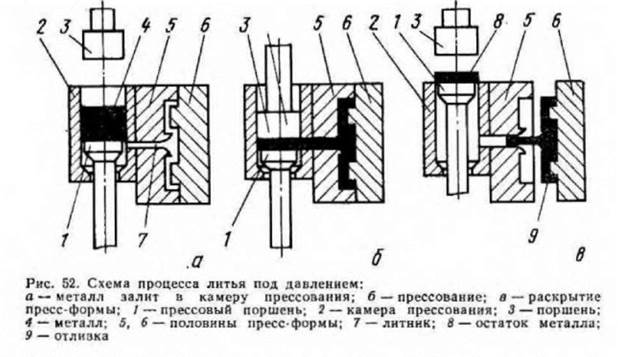
Для получения отливок с очень тонкими стенками (до
0,8 мм), повышенной чистотой поверхности, точностью
размеров и высокого качества (высокой плотностью ме-
талла) применяется литье под давлением. При этом спо-
собе литья металлическая пресс-форма соединяется лит-
никовой системой с камерой прессования, в которой хо-
дит поршень (рис. 52). Поршень энергично, с большой
|
скоростью и силон давит на металл, который устремляет-
ся в пресс-форму и заполняет все его самые тонкие щели.
Давление может достигать сотен или нескольких тысяч
атмосфер.
Литье под давлением применяют в массовом произ-
водстве для получения отливок из цветных металлов
и сплавов, реже чугуна и стали.
Центробежное литье
Отливки, имеющие форму тел вращения (втулки, коле-
са, трубы и т. п.), получают во вращающейся форме.
Что дает вращение формы при заливке ее металлом?
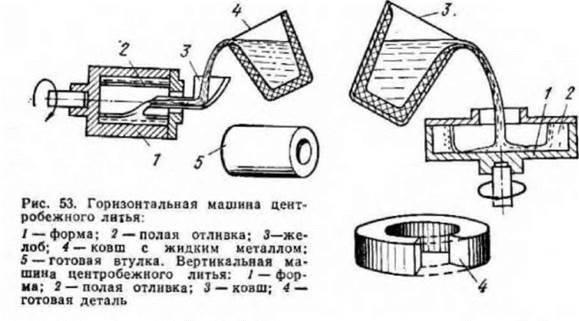
Дело в том, что центробежная сила отжимает к пе-
риферии тяжелый чистый металл, а все посторонние при-
меси, пузыри газа и включения переходят в центральную
полость. Металл получается прочным и качественным.
Для получения центральных отверстий в этом способе
литья не нужны стержни; отсутствуют элементы литни-
ковой системы: чаша, стояк, шлакоуловитель, литнико-
вые каналы. Для литья применяют горизонтальные и вер-
тикальные центробежные машины (рис. 53).
Литье по выплавляемым моделям
Литье по выплавляемым моделям — дальний потомок
древнего воскового литья. Основной отличительной чер-
той этого метода является получение неразъемной фор-
мы. Возникает вопрос, как из такой формы удалять мо-
дель? Модель изготавливают из дешевого легкоплавкого
материала, который при нагревании легко расплавляется
и вытекает из неразъемной формы, обеспечивая точность
размеров и очертаний литейной формы. Форму прокали-
вают и заливают металлом. Таким способом можно по-
лучить любую сложную отливку с высокой размерной
точностью и малой шероховатостью поверхности. Схема
литья по выплавляемым моделям приведена на рис. 54.
Сначала изготавливают модель отливки. Материалом
для модели служит смесь стеарина и парафина с добав-
ками. Расплавленный модельный состав заливают в пресс-
форму. Закристаллизовавшуюся модель собирают в один
 10—975
10—975

