




Введение
Программный комплекс EdgeCAM представляет собой одно из ведущих решений в области разработки управляющих программ для станков с ЧПУ (САМ-систем). Он позволяет удовлетворять потребности предприятий, работающих в самых разнообразных отраслях промышленности.
Модули программы позволяют осуществлять призматическую и поверхностную фрезерную обработку, сложную токарную обработку по нескольким осям, простую фрезерную или токарную обработку, ротационную и многопозиционную фрезерную обработку, обработку целых групп деталей и комплектующих.
К определенным конструктивным элементам производственные операции могут быть применены автоматически, что сокращает выполняемое количество нажатий на кнопки, кликов мыши, а также в целом время, необходимое для генерации УП.
Пользователям предлагается целый ряд инновационных решений для организации более продуктивной и эффективной работы цехов. Среди них великолепные возможности для моделирования траектории обработки, уникальный мастер постпроцессоров, современная библиотека инструментов, интуитивный и гибкий подход к выбору типа станка, система управления задачами посредством web, пр.
Edgecam делает гораздо больше, чем просто генерирует код УП. Используя инновационные инструменты, Edgecam разрабатывает стратегии обработки, которые оптимизируют траектории работы инструмента, исключают "холостые" проходы инструмента, продлевают срок его службы, сокращают время программирования и повышают производительность в целом.
При этом Edgecam очень прост в использовании и освоении. Проектирование деталей и моделирование технологии обработки в Edgecam происходит в единой графической среде. Привычный Windows-интерфейс, вызов команд из всплывающего меню, технологии 'Drag & Drop' для редактирования, динамическое масштабирование, перемещение и вращение, широкие возможности настройки интерфейса пользователя и обилие подсказок помогают легко освоить работу с программой.
Начало работы
Рабочая форма EdgeCAM представлена на рисунке 1.1. Перед началом работы в EdgeCAM необходимо перевести систему в режим соответствующий проектируемой обработке. В данном пособии рассматривается токарная обработка, поэтому в меню Options – Profiles выбираем токарный профиль с установками по умолчанию (позиция 2) Turn Profile – default. Работа будет осуществляться в плоскости ZX (позиция 3).

Рисунок 1.1 – Рабочая форма EdgeCAM
Для того чтобы задать имя текущему проекту и сохранить его в файл в меню File выбираем пункт Save As (позиция 1), в появившейся форме указываем директорию, в которой нужно сохранить файл, и произвольное имя проекта.
Задание геометрии заготовки и обрабатываемой детали
Пусть на операции производится токарная обработка детали, эскиз которой изображен на рисунке 1.2. Деталь изготавливается из круглого проката диаметра 100 мм отрезанного в длину 155мм. Геометрию заготовки задаем в виде контура. На панели инструментов Design активируем элемент Polyline (позиция 4). Далее на панели инструментов Input выбираем команду ввода координат (позиция 5) и в форме, изображенной на рисунке 1.3, последовательно вводим координаты контура заготовки:
x = 0, z = 0; x = 100, z = 0; x = 100, z = 155; x = 0, z = 155; x = 0, z = 0. Ввод каждой пары координат заканчиваем нажатием кнопки Continue, после ввода последней пары координат закрываем форму кнопкой OK. Контур заготовки, полученный в результате вышеописанных действий, изображен на рисунке 1.4.

Рисунок 1.2 – Эскиз обрабатываемой детали

Рисунок 1.3 – Форма ввода координат
Для создания заготовки по указанному контуру с помощью команды Stock/Fixture панели Design (позиция 6) вызываем форму, изображенную на рисунке 1.5. Вводим в форму следующие данные: тип объекта – заготовка (Stock), способ задания геометрии – контур тела вращения (Turn Billet). После закрываем форму нажатием клавиши ОК и указываем системе ранее построенный контур, подтверждаем выбор нажатием клавиши Enter. Полученная заготовка изображена на рисунке 1.6.

Рисунок 1.4 – Контур заготовки
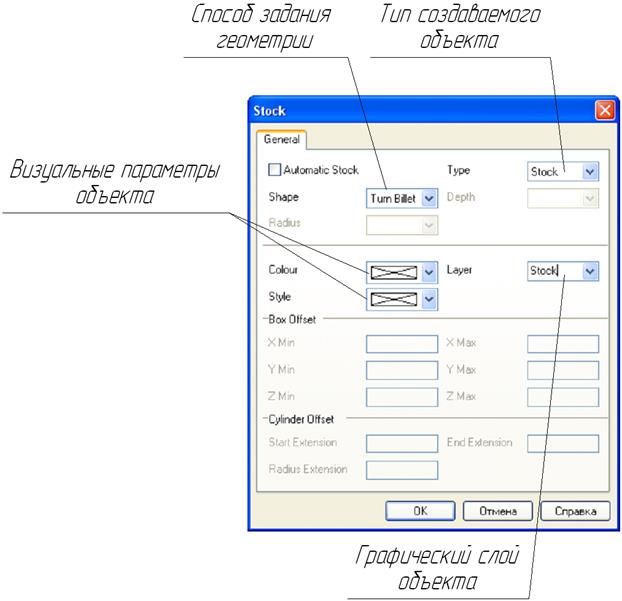
Рисунок 1.5 – Форма задания геометрии заготовки
Геометрия обрабатываемых поверхностей детали также задается контуром по следующим координатам:
х = 100, z = 58,5; х = 97, z = 60; х = 80, z = 60; х = 80, z = 100;
х = 60, z = 110; х = 40, z = 110; х = 40, z = 148,5; х = 37, z = 150;
х = 0, z = 150.
Совмещенные контуры обрабатываемых поверхностей и заготовки приведены на рисунке 1.7.

Рисунок 1.6 – Геометрия заготовки

Рисунок 1.7 – Совмещенные контуры заготовки и обрабатываемых поверхностей.
Переход в режим обработки
Перевод системы в режим обработки осуществляется командой Options -> Manufacture, при этом отображается форма, изображенная на рисунке 1.8. В форме задаем следующие параметры: название операции – произвольное (позиция 1), вид обработки – точение (turn) (позиция 2), используемый постпроцессор – станок для 2х-координатной токарной обработки с системой

Рисунок 1.8 – Форма ввода параметров операции
ЧПУ Fanuc (fanuc2x.tcp) (позиция 3), система координат – точение (turn) (позиция 4), расстояние от торца шпинделя станка до торца детали, определяемое оснасткой – условно принимаем 100 мм (позиция 5), диаметр зажимаемой в патроне детали – 100 мм (позиция 6).
После указания перечисленных параметров закрываем форму нажатием клавиши ОК, система переходит в режим обработки, форма которого представлена на рисунке 1.9.

Рисунок 1.9 – Режим обработки
Проектирование токарных циклов
Перед проектированием токарных циклов необходимо выбрать стратегию обработки детали. Деталь обрабатываем в следующей последовательности:
- подрезка торца в размер 150 мм,
- черновое точение цилиндрических и конической ступеней,
- чистовое точение цилиндрических и конической ступеней.
Первым токарным циклом будет подрезка торца заготовки. Выбираем режущий инструмент для черновой обработки, для этого используем команду Tooling -> Turn. В результате этих действий на экране отображается форма, представленная на рисунке 1.10. В форме задаем следующие данные: позиция в револьверной головке - #1 (позиция 1), ориентация инструмента – радиальная (позиция 2). Командой find (позиция 3) открываем библиотеку токарного инструмента, изображенную на рисунке 1.11
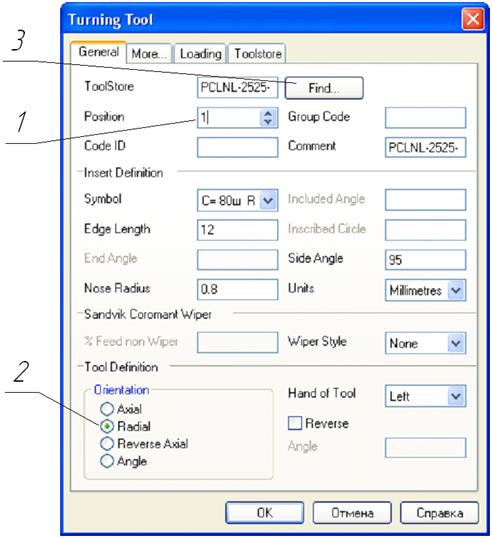
Рисунок 1.10 – Форма задания данных о токарном инструменте
В библиотеке инструмента выбираем черновой резец PCLNL-2525-M12, который подходит для точения цилиндрических ступеней и подрезки торцов. Командой Edit открываем форму параметров инструмента, во вкладке Technology, изображенной на рисунке 1.12, указываем используемый инструментальный материал (GC 4015) (позиция 1) и обрабатываемый материал (сталь твердостью 400 HB) (позиция 2).
После выбора инструмента задаем цикл прямого точения командой Turn Cycles -> Straight Turn. В форме, изображенной на рисунке 1.13, задаем следующие данные: тип обработки – торцевание (face) (позиция 1), возможность задания координат начала цикла (позиция 2), величина слоя металла срезаемого за один проход – 5 мм (позиция 3). Далее задается траектория движения инструмента (рисунок 1.14), системе указываем координаты начала цикла подрезки торца (x = 105, z = 155) (позиция 1) и координаты конца цикла (x = 0, z =150) (позиция 2), после чего система автоматически строит траекторию обработки.

Рисунок 1.11 – Библиотека токарного инструмента

Рисунок 1.12 – Задание информации о инструментальном и обрабатываемом материале

Рисунок 1.13 - Форма ввода информации о цикле торцевания

Рисунок 1.14 – Траектория движения инструмента при торцевании
Создание цикла чернового точения осуществляется с помощью команды Turn Cycles -> Rough Turn. В форме, изображенной на рисунке 1.15, задаем следующие данные: глубина резания – 5 мм (позиция 1), припуск на чистовую обработку по осям X и Z – 1 мм (позиции 2, 3), вид обработки – точение ступеней (позиция 4). Далее необходимо задать системе обрабатываемый контур (рисунок 1.16), подтвердить точки начала и конца контура и задать точку начала цикла (x = 100, z = 150). После система автоматически выстраивает траекторию движение инструмента, представленную на рисунке 1.17.
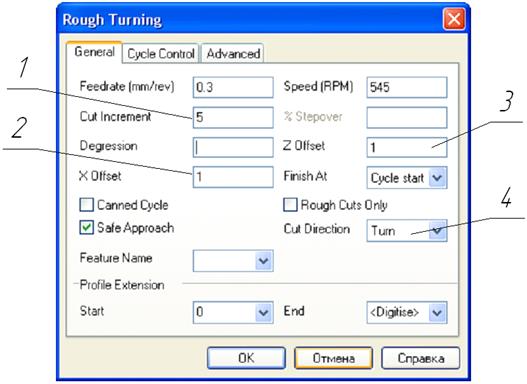
Рисунок 1.15 – Форма ввода параметров цикла чернового точения

Рисунок 1.16 – Задание обрабатываемого контура
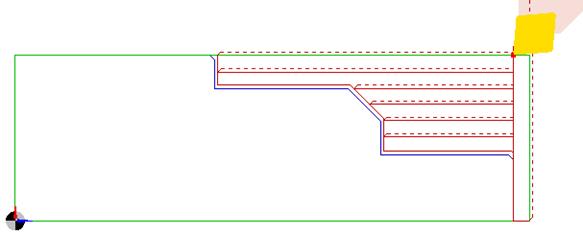
Рисунок 1.17 – Траектория обработки для чернового точения
Для чистового точения выбираем резец PDJNL-2525-M15 аналогично выбору чернового инструмент. Перед указанием нового инструмента необходимо задать команду на смену инструмента Move -> Toolchange. Создание цикла чернового точения осуществляется с помощью команды Turn Cycles -> Finish Turn, далее создание цикла аналогично черновому точению, но координата точки начала цикла: x = 37, z = 153. Траектория движения инструмента при чистовом точении, построенная системой, приведена на рисунке 1.18.
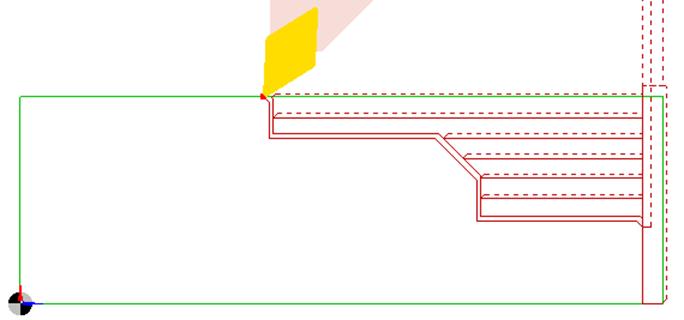
Рисунок 1.18 Траектории движения инструмента при черновом и чистовом точении.
После построения токарных циклов в блоке эмуляции может быть визуализирован процесс обработки детали, для этого командой View -> Simulate Batch переводим систему в режим эмуляции, форма которого приведена на рисунке 1.19.

Рисунок 1.19 – Блок визуализации процесса токарной обработки

