




Магнитные методы контроля ферромагнитных металлов основаны на обнаружении локальных возмущений поля, создаваемых дефектами в намагниченном изделии. Магнитный поток, распространяясь по изделию и встречая на своем пути поверхностный дефект, огибает его вследствие того, что магнитная проницаемость дефекта значительно ниже (в 1000 раз) магнитной проницаемости основного металла. Это можно пояснить следующим образом (рис. 10.1, а, б). Часть магнитосиловых линий обрывается на одной грани дефекта и снова начинается на другой. Конец каждой линии можно рассматривать как некоторый положительный магнитный заряд, а на другой отрицательные магнитные заряды. Каждый магнитный заряд создает магнитное поле, направленное из него как из центра. Суммарное поле магнитных зарядов Нd называют полем дефекта. Поле Нd имеет сосредоточенный характер, поэтому результирующее поле, которое складывается из внешнего намагничивающего поля Но и поля дефекта Нd, становится неоднородным и имеет сложную картину.
Амплитудные значения составляющих Нtd и Нnd поля дефектов зависят от их размеров и ориентации по отношению к внешнему полю, от соотношения проницаемостей среды и дефекта, а также от расстояния до точки наблюдения. Чем больше размеры дефекта и ближе к нему точка наблюдения и чем больше различие проницаемостей, тем больше амплитудные значения составляющих полей дефектов. Вектор намагничивающего поля должен быть направлен перпендикулярно плоскости дефекта, тогда поле дефекта по направлению совпадает с внешним полем и будет иметь максимальное значение. В противном случае поле Нd ориентируется в направлении нормали к стенкам трещины, а интенсивность его быстро убывает с увеличением угла между нормалью и направлением намагничивания. Следует подчеркнуть, что магнитное поле рассеяния возникает не только над дефектами, но и над любыми локальными изменениями однородности магнитных свойств. Интенсивность поля рассеяния в этом случае зависит от соотношения проницаемостей.
Для регистрации полей рассеяния или возмущения создаваемых дефектами в намагниченном изделии наибольшее распространение получили индукционные, феррозондовые, холловские и магниторезисторные преобразователи.
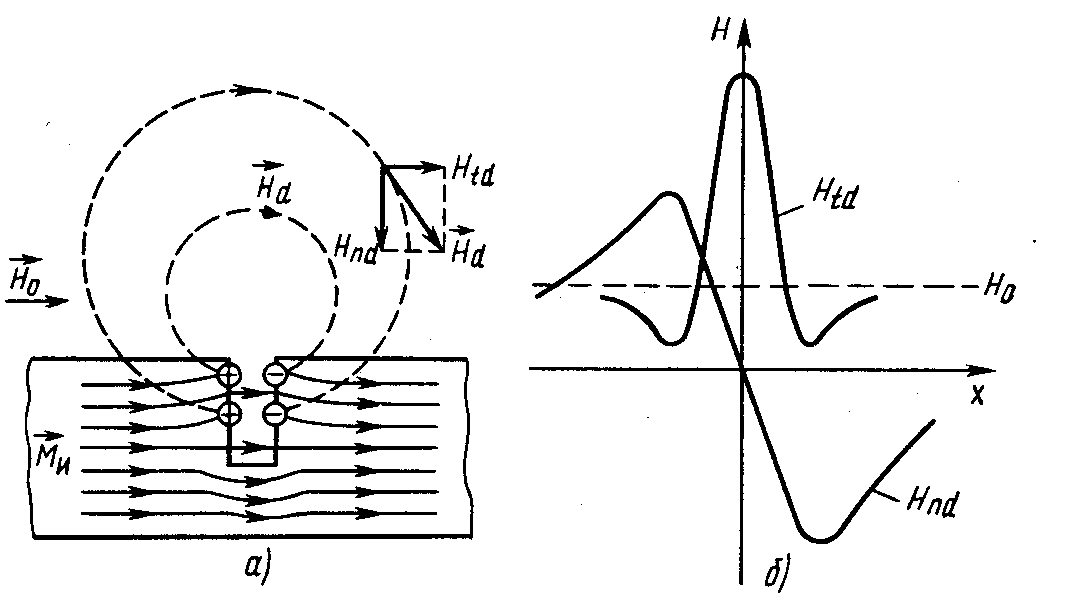
Рис. 10.1. Распределение намагниченности Ми в ферромагнитном изделии и поля рассеяния Hd над поверхностным дефектом (а), а также топография (б) тангенциальной Htd и нормальной Hnd составляющих напряженности поля поверхностного дефекта.
Магнитная индукционная головка представляет собой катушку (рис.10.2) на концах которой в соответствии с законом электромагнитной индукции наводится мгновенная электродвижущая сила (ЭДС). Локальный магнитный поток Фг носителя 1 через головку разветвляется на поток Фr проходящий через кольцевой сердечник 2 и взаимодействующий с обмоткой 3, и поток Фs минующий сердечник.
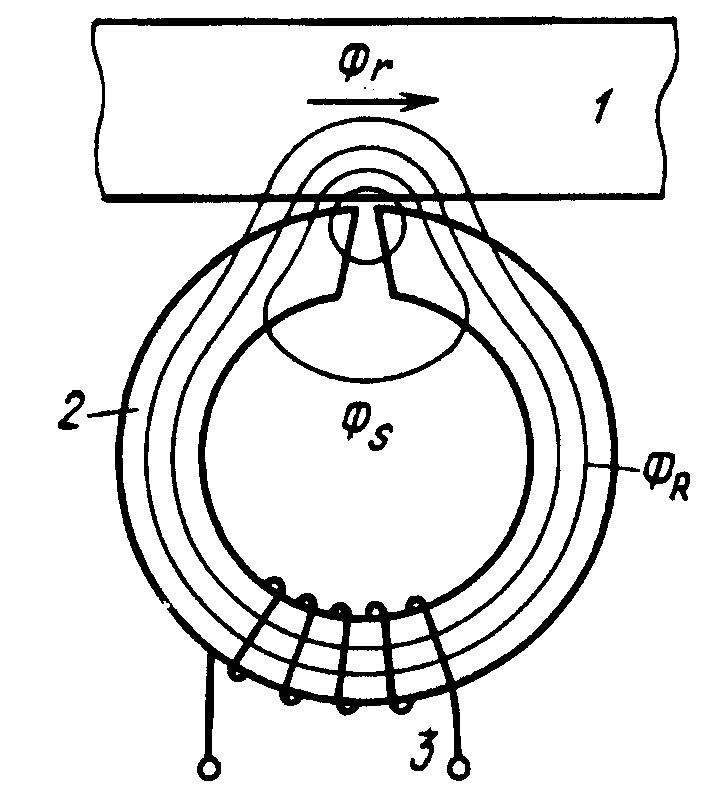
Рис. 10.2. Разветвление локального магнитного потока Фr.
Феррозондовые преобразователи представляют собой два пермоллоевых сердечника с первичными обмотками возбуждения и вторичными измерительными обмотками на каждом. Они предназначены для измерения напряженности магнитного поля, действие которых основано на нелинейности кривых намагничивания сердечников из магнитных материалов. При создании в первичной обмотке поля возбуждения Н(t) в сердечнике возникает индукция В(t), которая индуцирует ЭДС.
Преобразователи Холла работают по принципу возникновения ЭДС в результате искривления пути носителей тока в металлах и полупроводниках, находящихся в магнитном поле под действием сил Лоренца. Промышленностью выпускаются кремниевые, германиевые и арсенидгалиевые преобразователи.
Магнитные порошки служат для визуального определения магнитных полей рассеяния над дефектами в магнитопорошковой дефектоскопии. Следует иметь в виду, что во внешнем (намагничивающем) поле частицы обычно не существуют изолированно, а вследствие магнитной коагуляции образуют цепочки, длина которых определяется многими причинами, в том числе длительностью воздействия поля, вязкостью среды, в которую помещен порошок и т.д.
Применяемые в дефектоскопии порошки по составу, физическим свойствам и назначению подразделяются на четыре вида:
1) железные порошки, получаемые термическим разложением пентакарбонила железа Fe(CO)5 или диспергированием железа электрической дугой в керосине;
2) порошки, получаемые в шаровых мельницах измельчением окалины, возникающей при горячей обработке стали;
3) порошки технического и синтетического магнетика;
4) порошки ферромагнитной окиси железа, получаемые окислением магнетика.
Магнитные ленты применяют в магнитографической дефектоскопии. Двухслойные ленты состоят из немагнитной основы (ацетилцеллюлозы, поливинилхлорида, лавсана) и магнито-активного слоя – порошков окиси железа, взвешенного в лаке, обеспечивающего хорошую адгезию с основой. Для изготовления рабочего слоя используют гамма-окислы железа (γ – Fe2O3), железо-кобальтовый феррит (СоFe2O3), двуокись хрома (СrО2). В однослойных лентах магнитный порошок вводится непосредственно в основу (резина, полиамидные смолы). Однослойные ленты получили меньшее распространение из-за невысоких механических свойств.
Способы намагничивания и размагничивания. Магнитный контроль можно проводить способом приложенного магнитного поля или способом остаточной намагниченности.
В практике магнитного контроля существуют следующие способы намагничивания изделий (табл.3): комбинированное, циркулярное и полюсное (продольное). Комбинированное намагничивание осуществляется только в приложенном магнитном поле. Циркулярное и полюсное намагничивание можно применять как в приложенном магнитном поле, так и на остаточной намагниченности.
Комбинированное намагничивание осуществляют при одновременном намагничивании детали двумя или несколькими магнитными полями. Примером комбинированного намагничивания может быть намагничивание трубы соленоидом и пропускание тока через –проводник, проходящий внутри трубы. В результате два поля складываются в результирующее, силовые линии которого направлены по винтовым линиям. Такое поле проходит через все части объекта под различными углами направления, что дает возможность повысить выявляемость дефектов, ориентированных различным образом.
Циркулярное намагничивание применяют для выявления продольных дефектов типа трещин, непроваров, вытянутых шлаковых включений. Его осуществляют при пропускании тока по контролируемой детали или через проводник, помещенный в отверстие детали.
Наиболее эффективно циркулярное намагничивание при контроле цилиндрических деталей. Силу тока в амперах для циркулярного намагничивания пропусканием тока по детали цилиндрической формы рассчитывают по формуле
I = HπD, (76)
где Н – напряженность поля, А/см, D – диаметр детали, см.
Ток в амперах, необходимый для циркулярного намагничивания пластин, определяют по формуле
I = 2H(b+S), (77)
где b – ширина пластины, см; S – толщины пластины, см; Н – напряженность, А/см. Если Н = 800 А/см, то I = 1600 (b+S).
Таблица 3
| Наименование способа | Средство намагничивания | Графическая схема намагничивания |
| Продольное (полюсное) | Постоянным магнитом Электромагнитом Соленоидом | 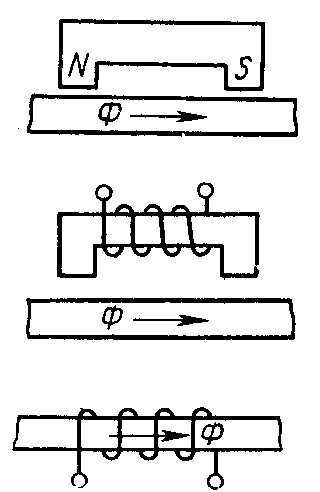
|
| Циркулярное | Пропусканием тока по детали С помощью провода с током, помещаемого в отверстие детали С помощью контактов, устанавливаемых на деталь Индуцированием тока в детали | 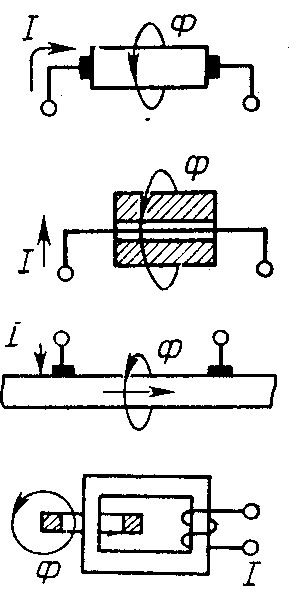
|
| Комбинированное | Пропусканием тока по детали и с помощью электромагнита Пропусканием двух (или более) сдвинутых по фазе токов по детали во взаимно перпендикулярных направлениях Индуцированием тока в детали и током, проходящим по проводнику, помещаемому в отверстие детали | 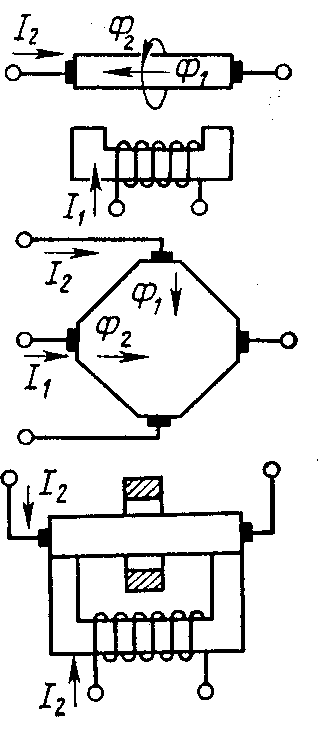
|
Полюсное намагничивание подразделяют на продольное, поперечное и нормальное. При продольном намагничивании направление намагничивающего поля совпадает с направлением оси детали. Продольное намагничивание осуществляют с помощью электромагнитов, постоянных магнитов или соленоидов. Для продольного намагничивания изделий кольцевой формы применяют гибкий кабель, навитый на изделие с числом витков W, при этом намагничивающий ток I = 2πH/W.
Магнитопорошковый метод
Магнитопорошковая дефектоскопия (МПД) в системе неразрушающих методов контроля занимает одно из ведущих мест. Это связано с ее высокой чувствительностью к поверхностным и подповерхностным дефектам, простотой, универсальностью и наглядностью представления результатов контроля. Магнитопорошковый метод применяют для контроля изделий, деталей, сварных соединений конструкций из ферромагнитных материалов с относительной магнитной проницаемостью не менее 40 с целью выявления невидимых невооруженным глазом поверхностных и подповерхностных нарушений сплошности типа трещин, непроваров.
Магнитопорошковый метод основан на регистрации магнитных полей рассеяния, возникающих над дефектами в детали при ее намагничивании, с помощью ферромагнитных частиц (магнитного порошка), который находится во взвешенном состоянии в дисперсионной среде или воздухе. На магнитную частицу в неоднородном магнитном поле дефекта действует сила стремящаяся затянуть ее в места наибольшей концентрации силовых линий и приблизить к месту дефекта.
Под действием силы происходит перемещение частицы и образование валика порошка над дефектом. Таким образом, эффективность выявления дефекта находится в тесной связи с интенсивностью поля рассеяния и его градиентом, а также зависит от магнитных свойств и размеров используемых частиц.
Чувствительность контроля.Чувствительность магнитопорошкового метода зависит от ряда факторов: размера частиц порошка и способа его нанесения, напряженности приложенного намагничивающего поля, рода приложенного тока (переменный или постоянный), формы и глубины залегания дефектов, а также от их ориентации относительно поверхности изделия и направления намагничивания, состояния и формы поверхности, способа намагничивания.
Частицы порошка должны иметь размер 5 – 10 мкм. Для выявления глубоко залегающих дефектов применяют более крупный магнитный порошок. Для магнитных суспензий («мокрый» метод) применяют порошок с мелкими частицами.
Намагничивание постоянным или переменным током, а также «сухой» или «мокрый» метод нанесения порошка существенно не влияют на обнаружение поверхностных дефектов (рис.10.3). Однако род тока намагничивания, а также метод нанесения порошка сильно сказывается на обнаружении подповерхностных дефектов. В этом случае редко выявляется преимущество постоянного тока перед переменным, что объясняется созданием при постоянном токе магнитного поля, глубоко проникающего в металл. Однако детали с толщиной стенки 20 мм не следует намагничивать постоянным током, так как такие детали невозможно размагнитить после контроля. По этой причине при намагничивании переменным током лучше выявляются только поверхностные дефекты.
«Сухой» метод контроля имеет преимущество перед «мокрым» при обнаружении подповерхностных дефектов (см. рис.10.3). Это объясняется тем, что суспензия обладает определенной вязкостью и для перемещения ферромагнитной частицы в этой вязкой среде требуется большая сила воздействия магнитного потока, чем для перемещения той же частицы в воздухе.
С увеличением напряженности приложенного поля (до достижения индукции насыщения) возрастает чувствительность метода.
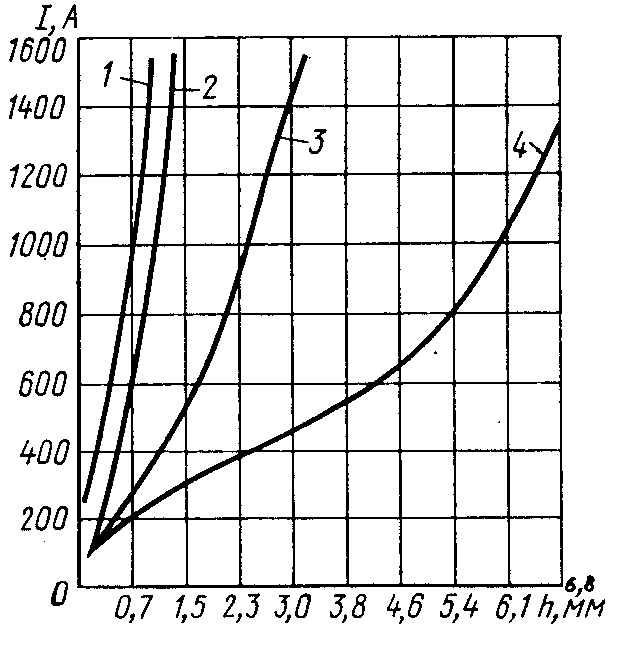
Рис. 10.3. Зависимость чувствительности магнитопорошкового метода
от вида тока и способа нанесения порошка:
1 – переменный ток, «мокрый» метод; 2 – переменный ток, «сухой» метод;
3 – постоянный ток, «мокрый» метод; 4 – постоянный ток, «сухой» метод.
При контроле магнитными методами наиболее уверенно выявляются плоскостные дефекты: трещины, непровары и несплавления, наибольший размер которых ориентирован под прямым или близким к нему углом относительно направления магнитного потока. Дефекты округлой формы (поры, шлаковые включения, раковины) не могут создавать достаточного потока рассеяния и, как правило, при контроле обнаруживаются плохо. Практикой установлено, что магнитопорошковым методом выявляются поверхностные и подповерхностные (на глубине залегания не более 2 мм) трещины с раскрытием от 0,001 мм, глубиной (высотой дефекта) от 0,05 мм и длиной 0,5 мм и более.
Могут быть выявлены также относительно крупные дефекты (непровары, поры, шлаковые включения и др.) сечением более 2-3 мм2, лежащие на глубине 5-6 мм под поверхностью. Плоские дефекты могут быть выявлены в случае, если они ориентированы к поверхности детали под углом более 20° (максимум чувствительности под углом 90°). С увеличением глубины залегания дефектов уменьшается скорость скопления магнитного порошка, что затрудняет выявление дефектов и определение их характера.
В значительной мере чувствительность контроля зависит от качества поверхности, на которую наносят суспензию или порошок. Оптимальная шероховатость поверхности деталей, подвергаемых магнитопорошковому контролю, соответствует по параметру Ra=1,62,5 ÷ 1,25 мкм.
Методика контроля. Методика магнитопорошкового способа включает следующие операции (ГОСТ 21105-87):
1. Подготовку поверхностей перед контролем и очистку их от загрязнений, окалины, следов шлака после сварки.
2. Подготовку суспензии, заключающуюся в интенсивном перемешивании магнитного порошка с транспортирующей жидкостью.
3. Намагничивание контролируемого изделия.
4. Нанесение суспензии или порошка на поверхность контролируемого изделия.
5. Осмотр поверхности изделия и выявление мест, покрытых отложениями порошка.
6. Размагничивание.
Поверхности изделий, сварных соединений и околошовных зон основного металла шириной, равной ширине шва, но не менее 20 мм с обеих сторон, очищают от грязи, масла, шлаков, окалины и других покрытий, мешающих проведению контроля. Не допускаются резкие западания поверхности, наплывы, натеки, незаполненные кратеры и другие дефекты. Видимые дефекты должны быть устранены до проведения контроля. Шероховатость контролируемой поверхности должна быть не грубее Ra= 6,3 мкм.
Аппаратура.
К основным средствам, используемым при магнитопорошковой дефектоскопии, относят намагничивающие устройства и индикаторные материалы. Контроль осуществляют с помощью универсальных или специализированных дефектоскопов, позволяющих получать необходимые поля и создавать оптимальные условия контроля.
Широкое распространение получили переносные и передвижные (менее мощные) дефектоскопы. Как правило, они представляют собой источники переменного, постоянного (однополупериодвыпрямленного) и реже – импульсного тока. Иногда один дефектоскоп позволяет работать с двумя видами тока.
Передвижные и переносные универсальные дефектоскопы предназначены для намагничивания и контроля деталей в условиях, когда невозможно применять стационарные дефектоскопы, например, намагничивании крупногабаритных деталей по частям, в случае работы в полевых условиях и т.п. Как правило, такие дефектоскопы снабжают комплектом деталей для контроля (сухие порошки и устройства для их напыления, сосуды с суспензией и т.п.).
Переносные и передвижные универсальные дефектоскопы позволяют производить циркулярное намагничивание с помощью токовых контактов, помещаемых на участке детали, продольное намагничивание с помощью кабеля, навиваемого на деталь, или иногда с помощью электромагнита.
Магнитографический метод
Сущность этого метода заключается в намагничивании контролируемого участка сварного шва и околошовной зоны с одновременной записью магнитного поля на магнитную ленту (рис.10.4,а) и последующем считывании полученной информации с нее специальными воспроизводящими устройствами магнитографических дефектоскопов, оснащенных вторичными преобразователями в виде феррозондов или индукционных головок. Этот сигнал после преобразования поступает на экран электронно-лучевой трубки (рис.10.4,б).
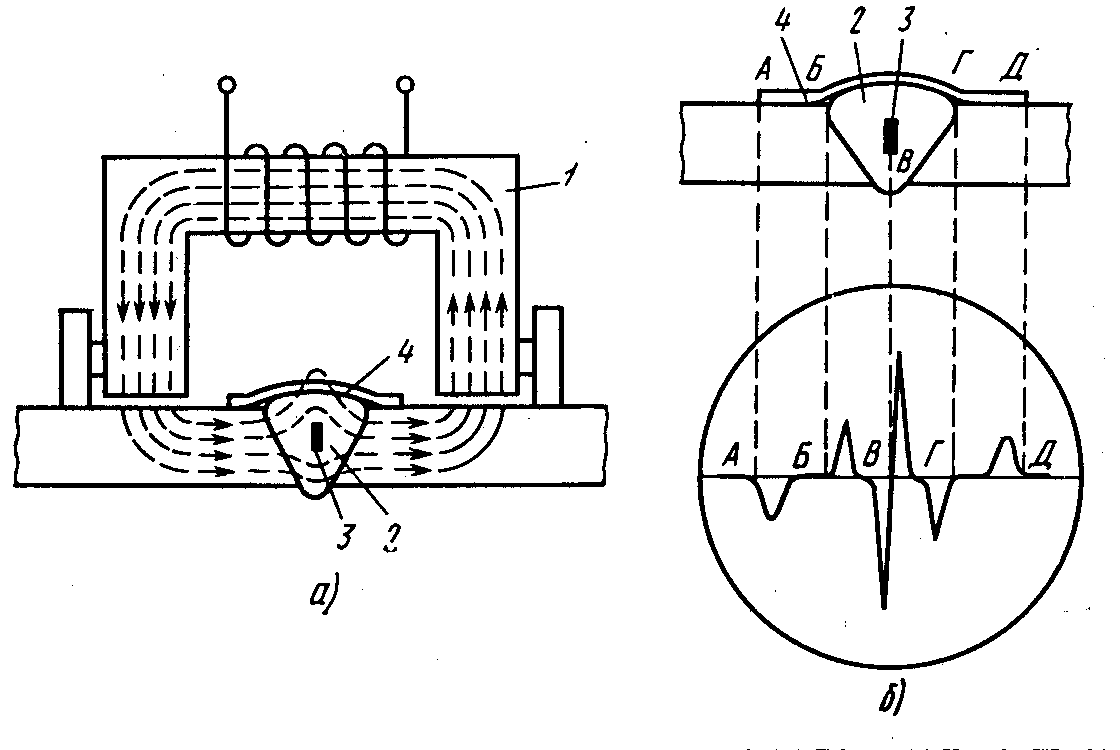
Рис. 10.4. Схема магнитографического контроля сварного шва:
1 – намагничивающее устройство, 2 – сварной шов, 3 – дефект, 4 – магнитная лента.
Методика контроля.
Технология магнитографического контроля включает следующие операции.
Осмотр и подготовку поверхности контролируемого изделия. При этом с поверхности контролируемых швов должны быть удалены остатки шлака, брызги расплавленного металла, грязь и т.д.
Наложение на шов отрезка магнитной ленты. Перед началом работы магнитная лента должна быть подвергнута размагничиванию. Прижим ленты к шву плоских изделий производят специальной эластичной «подушкой». При контроле кольцевых швов труб, сосудов и других изделий магнитную ленту к поверхности шва прижимают по всему периметру эластичным резиновым поясом.
Намагничивание контролируемого изделия при оптимальных режимах в зависимости от типа намагничивающего устройства, толщины сварного шва и его магнитных свойств.
Магнитографический метод в основном применяют для контроля стыковых швов, выполненных сваркой плавлением, и в первую очередь при дефектоскопии швов магистральных трубопроводов. Этим методом можно контролировать сварные изделия и конструкции толщиной до 20-25 мм.
Чувствительность метода. Чувствительность магнитографического метода контроля К определяется как отношение вертикального размера (глубины) ∆S минимально выявляемого дефекта к толщине S основного металла контролируемого изделия: К = ∆S/S.
Практикой установлено, что этим методом уверенно обнаруживаются внутренние плоскостные дефекты, когда их вертикальный размер составляет 8-10 % толщины сварного шва. При снятом усилении шва максимальная чувствительность контроля к указанным дефектам достигает 5 %. Округлые внутренние дефекты обнаруживаются, когда их размер по высоте не меньше 20 % толщины изделия. Чувствительность магнитографического метода к поверхностным дефектам примерно такая же или несколько хуже, чем у магнитопорошкового. Чем глубже расположен дефект от поверхности изделия, на которую укладывается магнитная лента, тем хуже он выявляется. Современная аппаратура позволяет обнаруживать дефекты с вертикальным размером 10-15 % толщины изделия на глубине залегания до 20-25 мм.
На чувствительность магнитографического метода сильно влияют высота и форма усиления шва, а также состояние его поверхности. Для лучшей выявляемости дефектов необходимо выполнять сварку так, чтобы высота усиления шва не превышала 25 % толщины основного металла, а переход от наплавленного металла к плоскости был плавным.
Аппаратура.
Считывание результатов контроля с магнитной ленты производят магнитографическими дефектоскопами. Простейшая блок-схема магнитографического дефектоскопа изображена на рис. 10.5. Дефектоскоп имеет электродвигатель, приводящий во вращение барабан с несколькими магнитными головками. Головки перемещаются поперек магнитной ленты. Электрические сигналы с головки поступают в усилитель, усиливаются в нем и попадают на электронно-лучевую трубку.
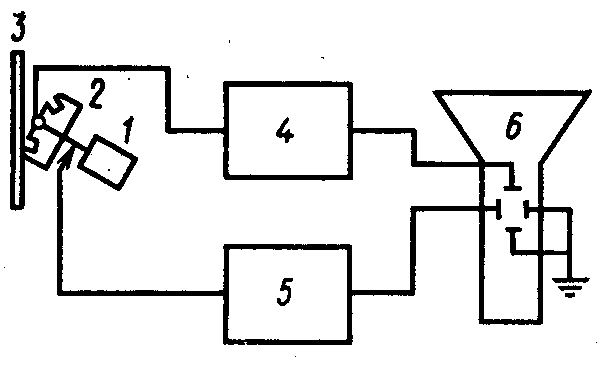
Рис. 10.5. Блок-схема магнитографического дефектоскопа:
1 – электродвигатель, 2 – блок головок, 3 – магнитная лента, 4 – усилитель,
5 – генератор развертки, 6 – электронно-лучевая трубка.
Для записи магнитных полей при магнитографическом контроле применяют магнитную ленту. Лента выполнена на триацетатной или лавсановой основе с нанесением на нее мельчайших ферромагнитных частиц.
Вихретоковый метод
Вихревые (электромагнитные) методы контроля основаны на регистрации изменения поля вихревых токов, наводимых в поверхностном слое изделия.
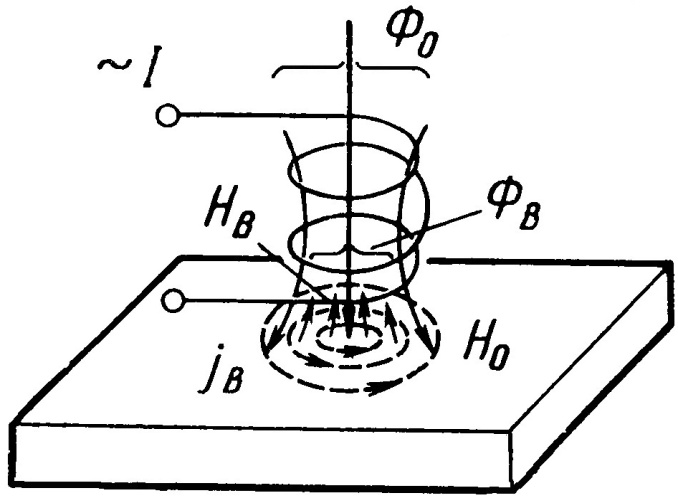
Рис.10.6. Схема вихретокового метода контроля.
Если по первой катушке пропустить ток, то при изменении силы тока в ней, в контролируемом изделии наводятся вихревой ток. Вихревые токи текут в поверхностном слое со стороны источника поля. При наличии дефектов в изделии увеличивается сопротивление поверхностного слоя, что приводит к ослаблению вихревых токов, которые регистрируются катушкой-датчиком. Методами вихревых токов обнаруживаются только поверхностные и подповерхностные (на глубине 1-2 мм) дефекты.
На сопротивляемость поверхностного слоя проникновению вихревых токов влияют, с одной стороны, поля дефектов, на чем основана дефектоскопия изделия, и, с другой стороны, электрическая проводимость и магнитная проницаемость. Благодаря последнему свойству вихретоковые методы применяют для измерения электрической проводимости бесконтактным методом. Вихретоковый метод широко не применяют при контроле сварных швов, так как электропроводность отдельных зон шва и околошовной зоны значительно меняется, что создает большие помехи при выявлении дефектов сварки. Вихретоковые методы могут быть использованы для фазового и структурного анализа указанных зон.
Методика контроля. Методика контроля включает следующие основные операции (рис.10.7.):
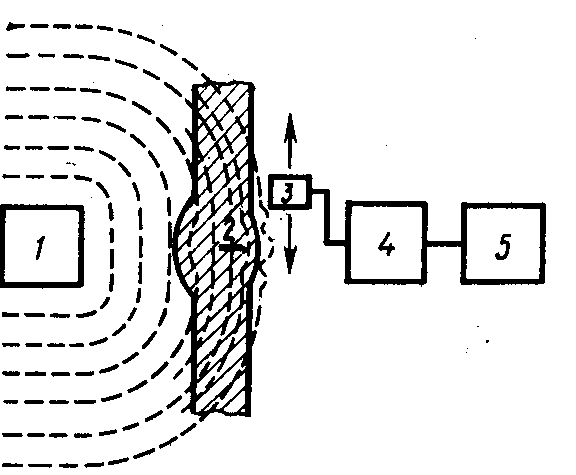
Рис. 10.7. Схема электромагнитного контроля.
1. Внешний осмотр изделия и устранение наружных дефектов, мешающих проведению контроля;
2. Установление полезадающей системы 1 на контролируемое изделие 2 и пропускание тока через возбуждающую катушку;
3. Сканирование датчика 3 и регистрирующих приборов 4, 5 вдоль поверхности контролируемого объекта;
4. Расшифровку результатов контроля и оценку качества изделия.
Чувствительность метода. На чувствительность электромагнитного метода значительно влияет зазор между датчиком и поверхностью контролируемого изделия, а также их взаимное расположение, форма и размеры. С увеличением зазора резко падает чувствительность метода. Допускаемый максимальный зазор 2 мм. Структурная неоднородность существенно снижает чувствительность метода к обнаружению дефектов. Этим методом удается выявить поверхностные и подповерхностные трещины глубиной 0,1-0,2 мм и протяженностью более 1 мм, расположенные на глубине до 1 мм.
Способы контроля. Электромагнитные методы подразделяют в основном по полезадающим системам. Полезадающие системы могут быть проходными, если катушка с током охватывает деталь или вставляется в нее (рис. 10.8. а,б), и накладными, когда катушку с током устанавливают на деталь торцом (рис. 10,8 в). В первом случае электромагнитная волна от полезадающей системы распространяется в направлении контролируемого объекта, во втором – вдоль его поверхности.
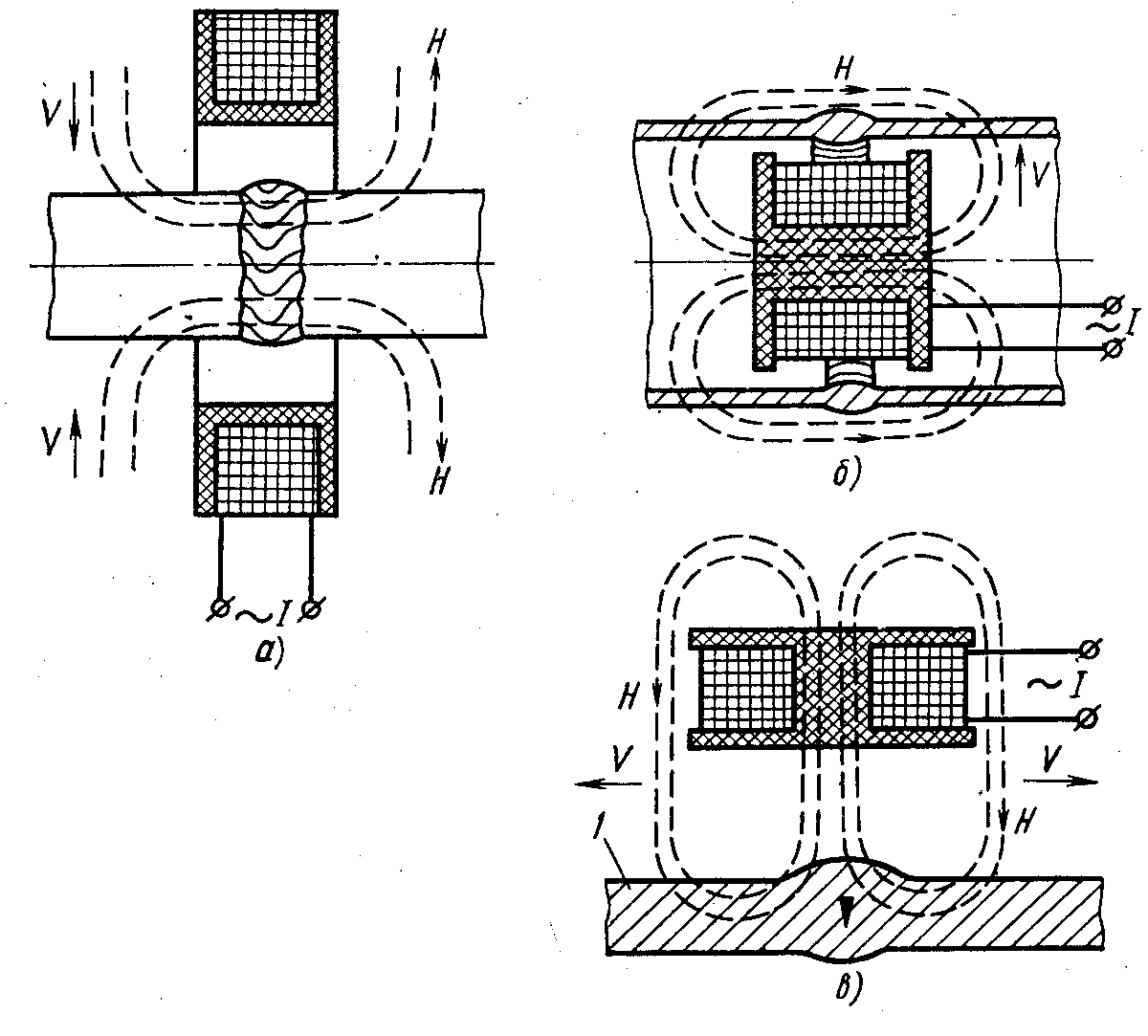
Рис. 10.8. Основные схемы (а-в) полезадающих систем электромагнитного контроля: H – вектор напряженности магнитного поля, V – направление электромагнитной волны.
Измерительные катушки (датчики) могут быть выполнены отдельно от полезадающих (генераторных) и обычно располагаются вблизи поверхности контролируемого изделия (рис. 10.9).
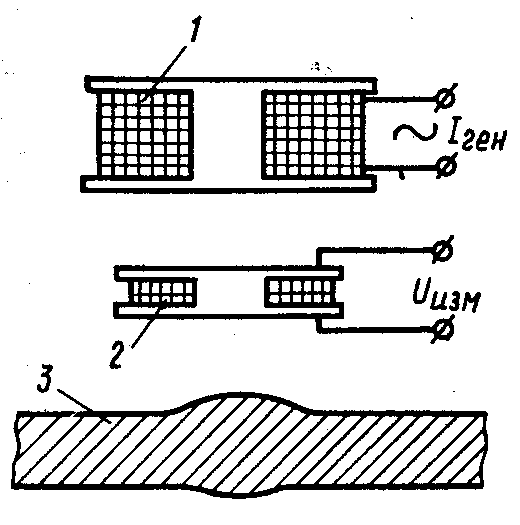
Рис. 10.9. Схема регистрации параметров электромагнитного поля:
1 – полезадающая (генераторная) катушка, 2 – измерительная катушка,
3 – контролируемое изделие.
Накладные преобразователи выполняют с ферромагнитным сердечником или без него. Ферромагнитный сердечник (обычно ферритовый) повышает абсолютную чувствительность преобразователя и уменьшает зону контроля за счет локализации потока.
Проходные вихретоковые преобразователи (ВТП) подразделяют на наружные и внутренние. Такая классификация проходных преобразователей основана на том, что они в процессе контроля проходят или снаружи объекта, охватывая его, или внутри объекта.
Накладные ВТП применяют в основном при контроле качества объектов с плоскими поверхностями и объектов сложной формы, а также в тех случаях, когда требуется обеспечить локальность и высокую чувствительность.
Наружные проходные ВТП используют при контроле линейно-протяженных объектов (проволоки, прутка, трубы и т.д.), а также при массовом контроле мелких изделий. Внутренними проходными ВТП контролируют внутренние поверхности трубы, а также стенки отверстий в различных деталях.
ЛЕКЦИЯ №11. КАПИЛЛЯРНЫЙ КОНТРОЛЬ. ФИЗИЧЕСКИЕ ОСНОВЫ. КАПИЛЛЯРНЫХ ЯВЛЕНИЙ
Поверхностная энергия
Наиболее характерным свойством жидкого состояния является наличие резкой границы, разделяющей жидкость и ее пар. Поверхностный слой жидкости, представляющий переход от жидкости к ее пару, отличается особыми свойствами, облегчающими изучение сил молекулярного сцепления в жидкости. Дети хорошо знают, что куличики можно построить из мокрого песка. Сухие песчинки не пристают друг к другу. Но также не пристают песчинки, целиком погруженные в воду. Чем это объяснить?
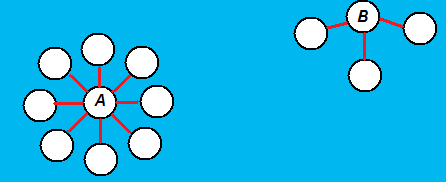
Рис. 11.1. Молекула А окружена со всех сторон другими молекулами и притягивается ими по всевозможным направлениям. Молекула В притягивается другими молекулами внутрь жидкости.
Слипание песчинок мы должны объяснить действием силы сцепления молекул воды, находящихся на поверхности.
Рассмотрим, почему силы сцепления не проявляют своего действия, когда песчинки или волосы находятся под водой. Сравним состояние молекулы жидкости, находящейся вблизи границы жидкости и газа, с состоянием молекулы, находящейся вдали от этой границы, внутри жидкости (рис. 11.1). Молекула внутри жидкости окружена другими молекулами со всех сторон (А). Молекулу же, находящуюся на границе с газом, молекулы жидкости окружают только с одной стороны (В), со стороны же газа молекул почти нет. Притяжение, испытываемое молекулой со стороны соседних, в случае «внутренних» молекул взаимно уравновешивается; для молекул, расположенных у поверхности, сложение всех сил дает равнодействующую, направленную внутрь жидкости. Поэтому, для того чтобы перевести молекулу из внутренних слоев к поверхности, надо совершить работу против указанной равнодействующей силы. Иначе говоря, каждая молекула, находящаяся вблизи поверхности жидкости, обладает некоторым избытком потенциальной энергии по сравнению с молекулами, находящимися внутри жидкости. Чем больше поверхность жидкости, тем большее число молекул обладает этой избыточной потенциальной энергией. Следовательно, при увеличении поверхности данной массы жидкости (например, при раздроблении воды в мелкую водяную пыль) энергия жидкости увеличивается. Это — один из случаев изменения внутренней энергии тел. В этом случае внутренняя энергия тела пропорциональна размерам поверхности, и поэтому ее называют поверхностной энергией.
Вследствие стремления молекул уйти внутрь жидкости с ее поверхности жидкость принимает такую форму, при которой ее свободная поверхность имеет наименьшее возможное значение.
Стремление жидкости уменьшить свою свободную поверхность хорошо проявляется в различных явлениях и опытах. Прежде всего, об этом говорит шарообразная форма, которую принимают маленькие капли жидкости: капельки ртути на горизонтальной стеклянной пластинке, капли воды, разбегающиеся по раскаленной плите, если на нее попадут брызги воды, капли воды на пыльной дороге и т. п. Во всех этих случаях взаимодействие с твердым телом, на котором оно находится, мало по сравнению с силами, действующими между частями жидкости, и стремление жидкости уменьшить свою поверхность четко проявляется: шарообразная форма капелек соответствует наименьшей их поверхности. При малых размерах капелек искажающее их форму влияние силы тяжести невелико.
В условиях невесомости сила тяжести не препятствует данному объему жидкости сократить свою поверхность. Поэтому жидкость в условиях невесомости принимает форму шара; такая шарообразная «капля» может иметь большие размеры по сравнению с обычными каплями жидкости, в которых увеличение размера приводит к искажению формы под действием силы тяжести.
Поверхностное натяжение
В предыдущем параграфе мы выяснили, что поверхностный слой жидкости обладает дополнительной энергией. Эта энергия, приходящаяся на единицу поверхности жидкости, называется поверхностным натяжением и обычно обозначается буквой σ. Сказанное означает, что для увеличения поверхности жидкости на S единиц, без каких-либо других изменений состояния жидкости, в частности без изменения ее температуры, надо совершить работу, равную σS.
Возьмем плоскую проволочную рамку, одна из сторон которой, представляющая собой перемычку длины l, может перемещаться, оставаясь параллельной самой себе (рис. 11.2.). Окунем рамку в раствор мыла в воде. В результате она окажется затянутой тонкой пленкой жидкости, ограниченной с обеих сторон поверхностным слоем. Вследствие стремления поверхностных слоев сократиться пленка будет перемещать перемычку. Чтобы предотвратить перемещение перемычки, к ней нужно приложить силу, которая уравновесит силу F', действующую на перемычку со стороны пленки. Увеличивая силу F на ничтожно малую величину, переместим очень медленно перемычку в направлении силы F на расстояние b. При этом сила F совершит работу, равную Fb. В результате совершения этой работы поверхностный слой жидкости увеличится на 2lb (поверхностный слой имеется с обеих сторон пленки), что приведет к приращению поверхностной энергии на 2lbσ.
Приравняв приращение поверхностной энергии работе, совершенной силой Р, получим соотношение
2lbσ = Fb, откуда F =2lσ. (78)
Полученное выражение означает, что поверхностный слой, стремясь сократиться, действует на единицу длины своей границы с силой, равной σ. Это позволяет дать другое определение поверхностного натяжения как силы, действующей со стороны поверхностного слоя на единицу длины контура, ограничивающего этот слой. В СИ поверхностное натяжение выражается в ньютонах на метр (Н/м). Отметим, что 1 Н/м = 1 Дж/  .
.
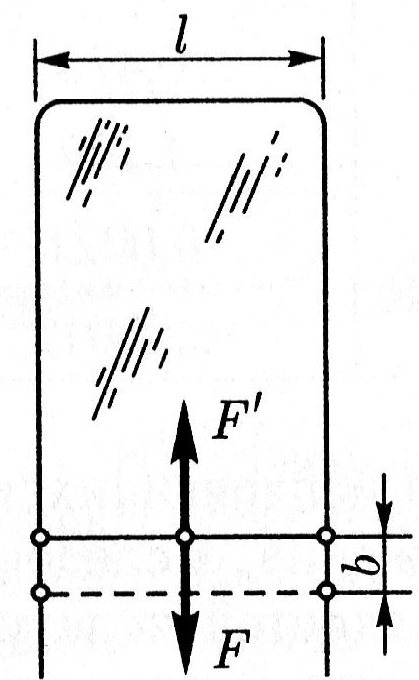
Рис. 11.2. Рамка, затянутая мыльной пленкой.
Таблица 4.
| Жидкость | Температура, °С | Поверхностное натяжение, Н/м |
| Вода (чистая) | 0,0725 | |
| Раствор мыла в воде | 0,040 | |
| Спирт | 0,022 | |
| Эфир | 0,017 | |
| Ртуть | 0,470 | |
| Золото (расплавленное) | 1,102 | |
| Жидкий водород | -253 | 0,0021 |
| Жидкий гелий | -269 | 0,00012 |
Обратим внимание на то, что у легко испаряющихся жидкостей (эфира, спирта) поверхностное натяжение, а следовательно, и молекулярные силы меньше, чем у жидкостей нелетучих (например, у ртути). Очень мало поверхностное натяжение у жидкого водорода и, особенно у жидкого гелия. У жидких металлов поверхностное натяжение, наоборот, очень велико. Различие в поверхностном натяжении жидкостей объясняется различием в силах сцепления их молекул.
Измерения показывают, что поверхностное натяжение жидкостей зависит только от природы жидкости и от ее температуры. Оно никак не зависит от того, велика поверхность жидкости или мала, подвергалась эта поверхность предварительно растягиванию или нет. Другими словами, работа по вытягиванию каждой новой молекулы на поверхность никак не зависит от того, каковы размеры этой поверхности. Это показывает, что поверхностный слой жидкости нельзя уподоблять тонкой упругой пленке, например резиновой пленке. При растягивании резиновой пленки по мере увеличения ее поверхности растягивающая сила становится все больше и больше, и, следовательно, работа, затрачиваемая на увеличение этой поверхности на единицу площади, тоже увеличивается. При увеличении поверхности жидкости ничего подобного не наблюдается.

