




Рабочие лопатки
Рабочие лопатки служат для преобразования энергии газового потока в механическую работу турбины. Усилия, возникающие на лопатках, через диск передаются на вал.
Лопатки ГТ имеют те же конструктивные элементы, что и лопатки компрессора, но геометрические формы и пропорции их иные (рис.5. 9).
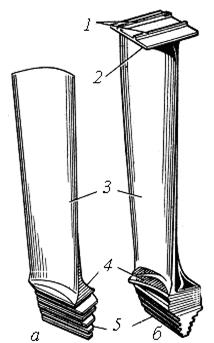

Рис. 5..9. Конструкции рабочих лопаток турбин: а - без бандажной полки; б - с бандажной полкой; в - с коробчатым демпфером; г - с трубчатым демпфером; д - две лопатки в одном пазу; 1 - гребешки лабиринта; 2 - полка бандажа; 3 - перо лопатки; 4 –полка хвостовика; 5 – хвостовик лопатки
Рабочие лопатки работают при высоких температурах, испытывают большие статические, вибрационные и температурные напряжения. Они подвергаются одновременно коррозионному и эрозионному действию газов. Так как рабочие лопатки турбин в большинстве случаев определяют надежность и ресурс ГТД, к конструктивным формам лопаток, к способу их крепления, к материалам и технологии изготовления предъявляются особо жесткие требования.
Для рабочих лопаток турбин характерны более толстые, более изогнутые профили и более развитые переходные части и хвостовики. Из условия обеспечения прочности и жесткости перо 3 лопатки ГТ выполняется с более резким уменьшением площадей сечений от корня к периферии. Проектирование лопаток ГТ проводится по геометрическим параметрам профильной части пера лопатки, определенным при газодинамическом расчете турбины, с позиций минимальной их массы и обеспечения необходимого запаса прочности. При этом необходимо учитывать ограничения по технологичности, стоимости и др.
Для снижения перетекания газа между концом лопатки и корпусом на концах профильной части лопаток выполняются бандажные полки 2 с одним или несколькими уплотнительными гребнями 1 (рис.5.9, б). При этом повышается КПД ступени, но перо дополнительно нагружается центробежной силой от масс полок. Помимо повышения КПД, бандажные полки снижают напряжения изгиба, повышают вибропрочность, исключают резонансные колебания по гармоникам низших частот. Стыковку бандажных полок между собой осуществляют по специальным зигзагообразным замкам, а боковым контактным поверхностям полок придают повышенную твердость для уменьшения износа и наклепа. Для сохранения постоянного контакта по боковым поверхностям бандажных полок, лопатки устанавливаются на ободе с предварительной закруткой, так что по замкам полок получается натяг, препятствующий возбуждению колебаний.
Между пером 3 и хвостовиком лопатки 5 выполняется переходная полка 4 (полка хвостовика). Совокупность полок образует проточную часть рабочего колеса. Хвостовик лопатки может выполняться с удлинением (рис.5.9, в, г, д), что позволяет улучшить охлаждения узла соединения диска с лопаткой, снизить температуру замка диска. При этом улучшаются условия работы замка, а диск можно исполнить более тонким и, следовательно, более легким. Для снижения уровня вибраций между полками и хвостовиками могут быть исполнены коробчатые демпферы, бандажные трубки или проволочные связи. С этой же целью бандажные трубки или бандажные полки могут быть выполнены в пере лопатки, однако при этом снижается КПД ступени из-за увеличения гидравлических потерь. Для улучшения вибрационных характеристик лопатки устанавливаются по две в одном пазу (рис.5.9, д). Демпфирующий эффект - за счет сил трения по поверхностям контакта.
В настоящее время температура газа перед турбиной возросла до ТГ* =1600…1700 К, хотя максимально допустимая, по условиям жаропрочности и жаростойкости, температура основных применяемых материалов лопаток составляет Тл =1000...1200 С.
Повышение температуры было достигнуто следующими решениями:
1.Увеличением жаропрочности и жаростойкости новых литейных сплавов (повышение температуры составляет примерно 30...40 К).
1. Изготовлением лопаток литьём с направленной кристаллизацией. Например, у лопатки из сплава ЖС6У в 2...2,5 раза повышена
пластичность материала, в 2,5 ресурс лопатки, в 4...5 раз её циклическая долговечность.
2. Применением монокристаллического литья. Позволяет повысить
температуру газов перед турбиной примерно на 50 К.
2. Применением покрытий двух типов:
а) защитные, предохраняющие лопатку от действия агрессивной среды, повышающие жаростойкость лопатки;
б) "тепловой барьер" - покрытия, обладающие очень низким коэффициентом теплопроводности. Эти покрытия позволяют при постоянной скорости отвода тепла из лопатки уменьшить скорость подвода тепла. В качестве покрытий применяется керамика и металлокерамика. Например, лопатка, покрытая окисью циркония ZrQ2 толщиной 0,5 мм, позволила понизить Т на 100 К, что дало возможность уменьшить расход воздуха на её охлаждение в 8 раз. Широкое применение покрытий ограничивается их низкой ударной и вибрационной прочностью.
5. Совершенствованием системы охлаждения лопаток. Перспективным направлением является также изготовление лопаток из керамических материалов.
5.3. ОХЛАЖДЕНИЕ ЛОПАТОК ТУРБИН
Системы охлаждения лопаток отводом тепла в диск позволяют понизить температуру, у ее основания, всего на 50...80 К, поэтому в основном в современных двигателях на первых и вторых ступенях турбин применяются охлаждаемые сопловые и рабочие лопатки. К системам охлаждения лопаток предъявляются требования:
1. Достаточная эффективность, определяемая отношением использованного хладоресурса к располагаемому:

 ,
,
где Тг* - температура газа на входе в турбину; Тл – температура стенки лопатки; Тв* - температура охлаждающего воздуха. Чем больше Q, тем эффективнее охлаждение Q = 0,4...0,65.
1. Стабильность и надежность охлаждения за все время ресурса.
2. Минимальные градиенты температуры по профилю лопатки.
Желательно иметь  < 25 К, Чтобы уменьшить термические напряжения, особенно на переходных режимах.
< 25 К, Чтобы уменьшить термические напряжения, особенно на переходных режимах.
2. Минимальное количество воздуха на охлаждение лопаток.
3. Использовать воздух на охлаждение с минимально возможной
температурой (больший хладоресурс). Снизить  , можно двумя способами:
, можно двумя способами:
а) размещением во втором контуре ТРДД теплообменника (уменьшение Тв, может составить до 130К);
б) подкруткой воздуха в специальных турбинных решетках, устанавливаемых перед входными каналами корневых частей лопаток (рис.5.35). Снижение температуры воздуха обусловлено осевым безударным входом газа и составляет 40 … 60 К.
6. Минимальные потери воздуха при транспортировке.
В ГТД для охлаждения лопаток применяются в основном три способа охлаждения: конвективное, заградительное, (пленочное) и конвективно- пленочное.
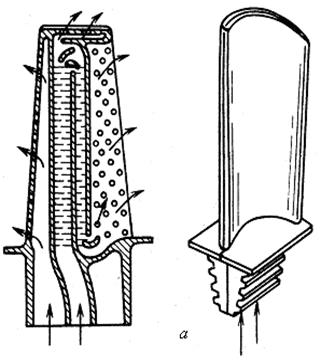
Конвективное охлаждение - отбор тепла с поверхности лопатки в охлаждающий воздух, проходящий внутри тела лопатки по специальным каналам. Движение воздуха внутри тела лопатки может быть прямоточным (радиальным) и петлевым (рис.5.10, а,б).

Рис.5.10 Конструктивные схемы лопаток с конвективным охлаждением:
а- радиальное движение воздуха; б– петлевое движение воздуха
Эффективность снижения температуры по радиусу и хорде лопатки определяется в основном расходом охлаждающего воздуха, количеством отверстий, их диаметром и схемой движения воздуха по каналам. Радиальное движение охлаждающего воздуха приводит к большему уровню охлаждения лопатки по высоте (рис.5.10, а), однако у лопатки с петлевым движением охлаждающего воздуха меньший градиент температуры по хорде лопатки (рис.5.10 ,б).
Для повышения эффективности охлаждения необходимо:
- увеличить скорость течения по каналам охлаждающего воз
духа;
- увеличить охлаждаемую площадь лопатки;
- турбулизировать поток охлаждающего воздуха, чтобы весь
его объем участвовал в охлаждении.
Конструктивные решения рабочих лопаток с конвективным охлаждением и радиальным движением воздуха приведены на рис. 5.11.

Рис.5.11. Конструкция рабочих лопаток турбины двигателя Д30-КУ: а– первой ступени; б- второй ступени; 1- зазор радиальный; 2 – перо лопатки; 3,4 – перемычки; 5- ножка лопатки; 6 – замок пластинчатый; 7 – диск; 8 – канал подвода воздуха; 9 - дефлектор; 10 -каналы радиальные
Для увеличения теплоотдачи от пера 2 лопатки в воздух, в канале, в шахматном порядке, расположены цилиндрические штырьки 3 (интенсификаторы охлаждения), отлитые заодно с лопаткой (рис.5.11 ,а). Кроме того, выполнен ряд удлинённых штырьков 4, обеспечивающих направленную подачу воздуха к входной и выходной кромкам пера. Воздух поступает в полость 5 замковой части лопатки из кольцевых полостей, образованных дефлекторами 9 и дисками 7, через отверстия 8 в диске 7 и пластинчатом замке 6. В лопатке (рис.5. 11,6) движение воздуха радиальное по шести продольным каналам круглого сечения 10, проходящим через замковую часть лопатки, перо и бандаж. Пройдя через лопатку, воздух сбрасывается в кольцевую полость 1. Отверстия в цилиндрической части пластинчатого замка 6 выполняют роль жиклеров с определенным гидросопротивлением, задающими расход воздуха через лопатку. Постановка жиклеров на входе в лопатку позволяет сохранить постоянным расход через все лопатки при выходе из строя одной. Например, при прогаре лопатки расход через неё охлаждающего воздуха изменится незначительно, так как определяется в основном сопротивлением жиклера.
Конструктивные схемы охлаждаемых лопаток с петлевым многоканальным движением воздуха (рис.5.12) позволили более эффективно охлаждать входную кромку, снизить градиенты температуры, как по высоте, так и по хорде и уменьшить расход воздуха на охлаждение.

Рис. 5.12.0хлаждаемые лопатки многоканальной конструктивной схемы: а,б – радиальное движение воздуха; в – радиально поперечное движение воздуха
Еще большая эффективность конвективного охлаждения у лопаток со вставными дефлекторами (рис.5.13). Дефлектор 7, выполняется из тонкого листового материала и устанавливается во внутреннюю полость лопатки до упора 8 в заплечики. Oт перемещений в поперечном направлении внутри лопатки, дефлектор 7 удерживается упорами 5. Воздух из подводящей полости замковой части поступает внутрь дефлектора и через отверстия 4 распределяется по поверхности лопатки. Расположение отверстий и их размеры определяются из условия охлаждения поверхности лопатки с максимальной температурой. Пройдя по каналу между дефлектором и лопаткой, воздух сбрасывается в проточную часть двигателя через отверстия 6 в выходной кромке, а часть воздуха - через отверстия 1 в радиальный зазор. Расстоянием между стенкой лопатки и дефлектором обеспечивается требуемая скорость движения воздуха, а перемычками 3 и штырьками 9 осуществляется интенсификация охлаждения.

Рис.5.13.Охлаждаемые дефлекторные лопатки: а - лопатка конструкции С.К. Туманского; б - двигатель ТРДЦ JT9D-7; 1-отверстия в дефлекторе и лопатке; 2-оребрение передней кромки; 3-перемычки; 4-отверстия по высоте дефлектора; 5-поперечные упоры; 6-выходной канал; 7-дефлектор; 8-радиальный упор; 9-штырьки
При заградительном (пленочном) охлаждении (рис.5.14) воздух из внутренней полости лопатки через ряд мелких отверстий вдувается в пограничный слой газа у лопатки, создавая защитный слой между поверхностью лопатки и горячим газом (рис.5.14, а). Постепенно холодный слой размывается потоком горячего газа, и для надежного охлаждения требуется выполнить новый ряд отверстий для подвода холодного воздуха. Наличие большого числа отверстий на поверхности лопатки снижает её прочность, поэтому на практике широко применяются схемы конвективно-пленочного охлаждения лопатки в которых для охлаждения входной и выходной кромок применяется пленочное охлаждение, а средней части лопатки - конвективное.
Перспективными считаются лопатки с пористым (проникающим) охлаждением (рис.5.14, б). Лопатка состоит из несущего стержня 4 и оболочки 2, выполненной из пористого материала. В несущем стержне выполнены каналы 1 и дозирующие отверстия 3 подвода воздуха из полости 5 в узле соединения с диском.
 б
б
Рис.5.14. Конструктивные схемы охлаждаемых лопаток: а - с конвективно-пленочным охлаждением; б - с пористым охлаждением; 1 – радиальные каналы; 2 – пористая оболочка; 3 – дозирующие отверстия; 4 – несущий стержень лопатки; 5- полость в хвостовике лопатки
Пористая оболочка представляет собой проницаемый материал с многочисленными микроотверстиями. Проходя через микроотверстия, воздух отбирает тепло от лопатки за счет конвекции и создает над поверхностью лопатки защитный слой воздуха (пленочное охлаждение). Экспериментальные образцы лопаток с пористым охлаждением показали высокую эффективность, однако для широкого практического применения данного способа охлаждения лопатки необходимо решить ряд задач. Во-первых, выполнение и поддержание за весь ресурс работы размеров микроотверстий оболочки, во-вторых, изготовление самой оболочки и еёсоединение с несущим стержнем, обеспечивающим требуемые прочностные характеристики.
5.4. КРЕПЛЕНИЕ ЛОПАТОК
 Узел крепления лопаток к ободу должен обладать: достаточной точностью и жесткостью при малых габаритах и массе хвостовика, обеспечивать точность установки по шагу и углу, возможность размещения необходимого числа лопаток, простотой изготовления установки и замены, низкой стоимостью. Наибольшее применение для крепления лопаток ГТ нашло крепление «елочного» типа (рис.5. 15).
Узел крепления лопаток к ободу должен обладать: достаточной точностью и жесткостью при малых габаритах и массе хвостовика, обеспечивать точность установки по шагу и углу, возможность размещения необходимого числа лопаток, простотой изготовления установки и замены, низкой стоимостью. Наибольшее применение для крепления лопаток ГТ нашло крепление «елочного» типа (рис.5. 15). 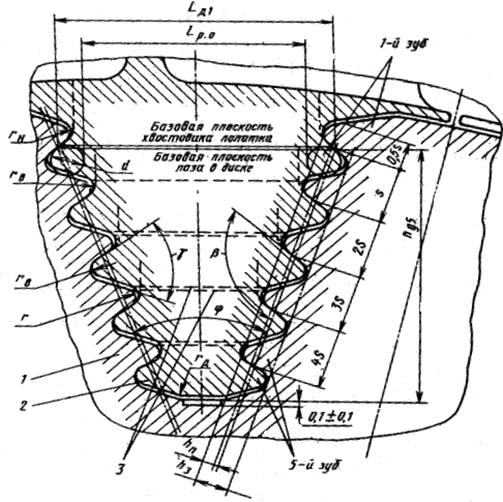
Рис..5. 15. Конструкция и размеры крепление лопаток замком типа «ёлочного»: 1- диск; 2- лопатка; 3 – граница базовых плоскостей в лопатке и хвостовике
Размеры лопаток и число пар зубьев выполняются в соответствии с ОСТ в котором рекомендованы следующие значения:
S - шаг зубьев, мм – 1.8; 2; 2.2; 2.4; 2.6; 2,8; 3; 3.2; 3,5; 4; 4,5; 5,2; 6;
j - угол меду средними линиями гребенок замка – 20о; 30о; 40о; 50о;
b - угол между средней линией гребенки и рабочей поверхностью зуба – 105о; 115о;
g - угол профиля зуба – 55о; 65о;
z – число пар зубьев – 2…5.
Преимущества такого соединения:
форма хвостовика и перемычки близка к равнопрочной;
размещение по окружности максимального числа лопаток;
возможность организации хорошего охлаждения;
легкость замены лопатки;
минимальные габариты и масса хвостовика.
Недостатки соединения елочного типа:
высокая точность изготовления как пазов в диске, так и хвостовиков лопатки, что усложняет технологию и повышает стоимость изготовления;
затруднен теплоотвод от лопатки в диск из-за малой поверхности контакта зубьев замка;
значительные концентрации напряжений вблизи малых радиусов впадин.
Установка лопатки в пазу обода осуществляется по свободной посадке с гарантированными зазорами, которые в холодном состоянии по базовым плоскостям хвостовика лопатки и паза обода составляют 0,2...0,Змм. Эти зазоры допускают качку лопатки в плоскости перпендикулярной продольной оси замка, однако при этом снижаются термические напряжения, возникающие вследствие неодинаковой температуры и коэффициентов линейного расширения материалов лопаток и диска и неравномерного распределения температуры по радиусу. При работе двигателя на скоростях вращения ротора [около (0,5...0,7) nmax ] лопатка защемляется.
 а б в г д е
а б в г д е
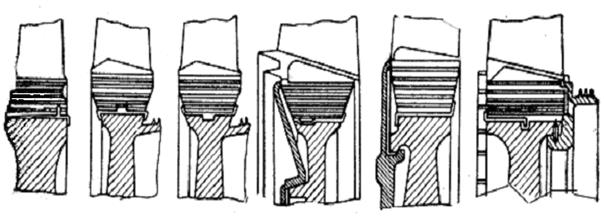
Рис.5. 16. Способы осевой фиксации рабочих лопаток: а,б,в – индивидуальное - отгибными пластинами; г,д,е – групповое – дефлекторами и кольцами лабиринтных уплотнений
Осевая фиксация рабочих лопаток газовых турбин может быть групповой и индивидуальной. На рис.5.16 приведены некоторые конструктивные виды фиксирующих замков. При работе турбины, перемещению лопатки вдоль паза, препятствует сила трения, возникающая под действием центробежной силы, которая значительно превосходит сдвигающую газовую силу. Поэтому, способы осевой фиксации довольно просты: отгибные пластины, керновка, пазы в хвостовике лопатки (рис.5.16, а, б) или диска (рис.5.16, в, г), экраны (рис.5. 16, г, д), кольца лабиринтных уплотнений (рис. 5.16, е), выступы на лопатке (рис.5.1б, а) и др. Осевая фиксация лопаток должна быть надежной, так как любое смещение приводит к изменению площади проходного сечения канала на выходе, неравномерности газового потока, нарушению балансировки ротора и, как следствие, повышению вибрации двигателя.
5.5. СОПЛОВЫЕ АППАРАТЫ И КОРПУСЫ ТУРБИН
Сопловой аппарат (СА) служит для преобразования потенциальной энергии газа в кинетическую с малыми потерями и большой степенью равномерности потока на выходе. Основные элементы СА: сопловые лопатки, наружные и внутренние бандажные кольца рис 5.17. 
Рис. 5. 17. Лопатки сопловых аппаратов: а, в, г, ж, з – крепление полками; б – крепление полками и цапфами; д, е – крепление полками и ушками
Сопловые лопатки размещаются на бандажных кольцах, образуя кольцевую решетку. Внутреннее и наружное бандажные кольца, к которым тем или иным способом крепятся сопловые лопатки, ограничивают кольцевой канал проточной части турбины. Роль наружного бандажного кольца может выполнять корпус турбины. Геометрические параметры сопловых лопаток определяются при газодинамическом расчете ступени турбины.
Конструкция сопловых лопаток зависит от способа их изготовления и закрепления. Лопатки могут быть с полками рис.5.17, а, в, г, ж,з, цапфами Рис.5.17, б, ушками Рис.15.17, д,е, сплошными Рис.15.17, а,б,д,е или полыми (рис.5.17, в, г, ж, з). Полыми сопловые лопатки делаются с целью: их охлаждения воздухом, прохода силовых стержней, масляных и воздушных магистралей, а также снижения их массы.
Обычно перо лопатки СА выполняется заодно с внешними и внутренними полками. На рис.5.18 приведены конструкции охлаждаемых лопаток СА с конвективным и конвективно-пленочным охлаждением с двухсторонним подводом воздуха через дефлектор.

Рис.5.18. Охлаждаемые лопатки сопловых аппаратов: а – лопатка с конвективным охлаждением; б – лопатка с конвективно-плёночным охлаждением; 1-перо лопатки; 2-внешняя полка; 3-внутренняя полка; 4-цилиндрические пояски; 5- кольцевые выступы; 6- отверстия на передней кромке лопатки; 7- отверстия на выходной поверхности лопатки; 8- дефлектор; 9-отверстия в дефлекторе; 10 щелевой канал; 11- цилиндрические штырьки
В решении конструкции (рис.5.18, а) охлаждение входной кромки лопатки 6 и профиля I конвективное, а выходной кромки - пленочное за счет выхода воздуха через щели 7. В конструкции (рис.5.18, б) реализовано комбинированное конвективно-пленочное охлаждение. Воздух из продольного канала дефлектора 8 выходит через отверстия 9 в области входной кромки в проточную часть, создавая воздушную пелену на поверхности пера лопатки. Средняя и задняя часть лопатки охлаждаются воздухом, поступающим из отверстий 9 в дефлекторе и вытекающим через щелевой канал 10 в выходной кромке лопатки.
Для увеличения турбулизации потока воздуха и повышения теплосъема внутри лопатки, между спинкой и корытцем, выполнены интенсификаторы охлаждения в виде цилиндрических штырьков 11. Цилиндрические пояски 4, и кольцевые выступы 5, на внутренней полке 3 и внешней полке 2,, используются для установки лопаток в СА.
Основные требования к СА:
обеспечение необходимой точности и идентичности установки лопаток в корпусе и стабильности их положения на всех режимах работы двигателя;
отсутствие значительных температурных напряжений при изменении температурного состояния деталей СА;
исключение, как местного перегрева, так и общего перегрева;
простота подвода охлаждающего воздуха как к сопловым лопаткам, так и силовому корпусу, при обеспечении герметичности и минимуме расхода воздуха на охлаждение;
технологичность изготовления и установки в корпусные детали;
возможность замены лопаток при подборе выходного сечения и ремонтах;
обеспечение соосности деталей лабиринтных уплотнений между ротором и СА на всех режимах работы двигателя;
экономическая целесообразность принимаемого решения.

