




Рабочая жидкость.
В первую очередь рабочая жидкость в гидроприводе является рабочим телом, т.е. является носителем энергии, обеспечивающим передачу последней от источника энергии (двигателя) к её потребителю (исполнительным механизмам). Кроме того, рабочая жидкость выполняет роль смазки в парах трения гидропривода, являясь смазывающим и охлаждающим агентом, и средой, удаляющей продукты изнашивания. К функциям рабочей жидкости относится и защита деталей гидропривода от коррозии.
В связи с этим к рабочим жидкостям предъявляются разносторонние требования, в некоторой степени противоречивые и выполнение которых в полной мере не всегда возможно. К ним относятся:
- хорошие смазочные свойства;
- малое изменение вязкости при изменении температуры и давления;
- инертность в отношении конструкционных материалов деталей гидропривода;
-оптимальная вязкость, обеспечивающая минимальные энергетические потери и нормальное функционирование уплотнений;
- малая токсичность самой рабочей жидкости и её паров;
- малая склонность к вспениванию;
- антикоррозийные свойства; способность предохранять детали гидропривода от коррозии;
- оптимальная плотность;
- долговечность;
- оптимальная растворимость воды рабочей жидкостью: плохая для чистых минеральных масел; хорошая для эмульсий и т.п.
- невоспламеняемость;
- малая способность поглощения или растворения воздуха;
- хорошая теплопроводность;
- малый коэффициент теплового расширения;
- способность хорошо очищаться от загрязнений;
- совместимость с другими марками рабочей жидкости;
- низкая цена.
В очистных комбайнах наибольшее применение получили две системы смазки. Одна из них — принудительная, путем подачи смазочной жидкости к точкам смазки насосом. Вторая — заправка густой смазкой камер подшипников и зубчатых передач, доступ к которым затруднен или в которых не удается сохранить смазку во время работы. Первая система смазки широко применяется в редукторах, а наиболее характерным примером использования густой смазки являются подшипники электродвигателя.
 Наряду с упомянутыми выше находит применение смазка быстровращающихся передач разбрызгиванием. Следует отметить, что для этих передач слишком высокий уровень масла недопустим так же, как и слишком низкий. В первом случае возникает повышенный нагрев из-за чрезмерного перемешивания масла, а во, втором может возникнуть режим граничного или сухого трения.
Наряду с упомянутыми выше находит применение смазка быстровращающихся передач разбрызгиванием. Следует отметить, что для этих передач слишком высокий уровень масла недопустим так же, как и слишком низкий. В первом случае возникает повышенный нагрев из-за чрезмерного перемешивания масла, а во, втором может возникнуть режим граничного или сухого трения.
Большое значение имеет чистота смазки, поэтому ее следует хранить и переносить только в специальной таре, а заливать только с помощью специальных устройств. Особое внимание следует обращать на заливаемую в гидропривод рабочую жидкость. Ее сорт и степень очистки должны строго соответствовать требованиям руководства по эксплуатации. В противном случае гидропривод греется, изнашивается и быстро выходит из строя.
Новая полужидкая смазка «Шахтол» представляет собой однородную вязкую жидкость черного цвета, обладает высокими смазочными и антикоррозионными свойствами. Однако она непригодна в качестве рабочей жидкости для гидроприводов. Для придания маслам антикоррозионных свойств к ним добавляют присадку КП-2.
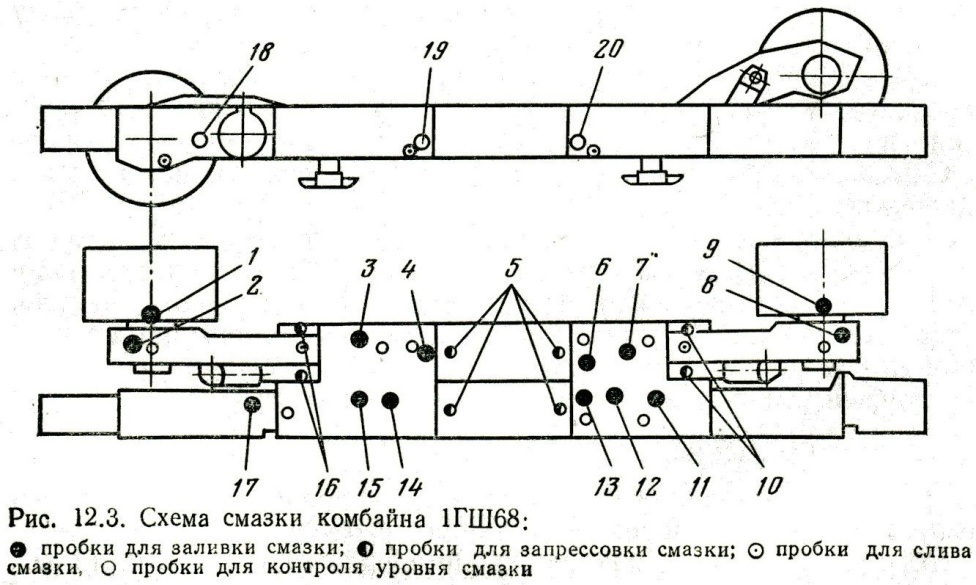
 Количество смазочных материалов, заправляемых в очистной комбайн, их сорт, периодичность замены и пополнения устанавливаются картой и схемой смазки. В качестве примера на рис. 12.3 приведена схема смазки комбайна 1ГШ68, а в табл. 12.1 — карта смазки.
Количество смазочных материалов, заправляемых в очистной комбайн, их сорт, периодичность замены и пополнения устанавливаются картой и схемой смазки. В качестве примера на рис. 12.3 приведена схема смазки комбайна 1ГШ68, а в табл. 12.1 — карта смазки.
Характеристика рабочей жидкости, применяемой в комбайне.
Рабочая жидкость в гидроприводе горных машин является носителем энергии, и одновременно выполняют функции смазки рабочих механизмов, предотвращая их коррозию. В качестве рабочих жидкостей применяют однородные по своему составу жидкости и в некоторых случаях смеси неоднородных жидкостей.
Одно из физических свойств рабочей жидкости - вязкость свойство жидкости оказывать сопротивление относительному перемещению ее слоев. В расчетах часто пользуются кинематической вязкостью, которая измеряется в см2/с. С повышением температуры вязкость жидкостей и их смесей уменьшается.
В системах гидропривода горных машин наибольшее распространение получила индустриальные масла И-20А, И-ЗОА, И-40А по ГОСТ20700-88 с обязательным добавлением 5% ингибиторной присадки КП-2 по ТУ38-1019-70. присадка является малорастворимым ингибитором коррозии и представляет собой по внешнему виду жидкость темно-коричневого цвета. Индустриальные масла рекомендуется смешивать при температуре от +100 до +120° С; при тщательном перемешивание смеси допускается комнатная температура.

