




ѕ–ќ‘≈—≤я: ≈лектрозварник ручного зварюванн€
¬јЋ≤‘≤ ј÷≤я: 2 розр€д
“≈ћј 11: Ќаплавленн€ вузьких валик≥в на сталев≥й пластин≥ в нижньому положенн≥ шва.
ћ≈“ј: Ќавчитись наплавл€ти вузьк≥ валики в нижньому положенн≥ пластин.
¬≤ƒ¬≈ƒ≈Ќ»… „ј—: 2 год
ѕ–ј¬»Ћј « “≈’Ќ≤ » Ѕ≈«ѕ≈ »: ористуватис€ справним обладнанн€м, засобами захисту
| «м≥ст завданн€ та посл≥довн≥сть виконанн€ | ќбладнанн€, ≥нструмент, пристосуванн€ | “ехн≥чн≥ умови ≥ вказ≥вки щодо виконанн€ завданн€ | ћалюнок (схема) |
| 1. ѕ≥д≥брати пластину, покласти њњ на зварювальний ст≥л ≥ перев≥рити правильн≥сть њњ положенн€ в≥дносно столу (горизонтально | ћеталевий зварювальний ст≥л, пластина | ѕоверхн€ пластин маЇ бути р≥вною ≥ чистою. ƒл€ виконанн€ вузьких валик≥в застосовувати електроди д≥аметром не б≥льше 4 мм. . |  —хема виконанн€ вузького валика
—хема виконанн€ вузького валика
|
| 2. ¬ибрати необх≥дний режим зварюванн€ | «варювальний трансформатор | «варювальна дуга маЇ гор≥ти без розрив≥в прот€гом розплавленн€ всього електрода | |
| 3.ѕ≥д час наплавленн€ вузького валика електроду надають два рухи: 1-й - поступальний зверху - вниз; 2-й Ч вздовж ос≥ шва. ѕ≥д час руху електрода вздовж ос≥ нахил€ють його п≥д кутом 15-30∞ до вертикал≥. –озр≥зн€ють два способи наплавлен≠н€ валик≥в: електродом розм≥щеним "кутом вперед" - "кутом назад". ѕ≥д час зварюванн€ "кутом вперед" зварювальну дугу спр€мовують наперед зварювальноњ ванни, що утворюЇтьс€, а п≥д час зварюванн€ валик≥в "кутом назад" зварювальну дугу спр€мовують у б≥к утвореного зварного шва. ¬прави сл≥д виконувати на гранично коротк≥й дуз≥ таким чином, щоб шлак розпод≥л€вс€ за нею, не зм≥шувавс€ з розплавленим металом ≥ не зат≥кав наперед дуги. ” раз≥ обриву дуги њњ сл≥д запалити знову перед кратером, а пот≥м електрод повернути назад, переплавити охололий метал зварювальноњ ванни ≥ лише п≥сл€ цього продовжувати подальший рух електрода вперед. | ≈лектроди, щиток або маска, молоток дл€ збиванн€ шлаку. | Ўлак маЇ покривати валик р≥вном≥рним шаром. ¬идал€ти шлак з поверхн≥ валика сл≥д справним ≥нструментом, захистивши оч≥. ѕоверхн€ валика повинна мати др≥бно-лускову будову ≥ ширину не б≥льше 1,5 д≥аметра електрода. ” к≥нц≥ валика кратер повинен бути старанно заплавленим шл€хом короткочасних переривань гор≥нн€ зварювальноњ дуги, в результат≥ чого електродний метал порц≥€ми переходить у кратер ≥ заповнюЇ його. |
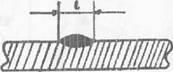 1 Ч ширина вузького валика р≥вна не б≥льше 1,5 д≥аметра електрода
1 Ч ширина вузького валика р≥вна не б≥льше 1,5 д≥аметра електрода
 —хема повторного запалюванн€ дуги
1 - кратер;
2 - м≥сце запалюванн€
дуги.
—хема повторного запалюванн€ дуги
1 - кратер;
2 - м≥сце запалюванн€
дуги.
|

