




Это пространственное положение позволяет получать сварные швы наи-более высокого качества, так как облегчает условия выделения неметалличес-ких включений, газов из расплавленного металла сварочной ванны. При этом также наиболее благоприятны условия формирования металла шва, так как рас-плавленный металл сварочной ванны от вытекания удерживается нерасплавив-шейся частью кромок.
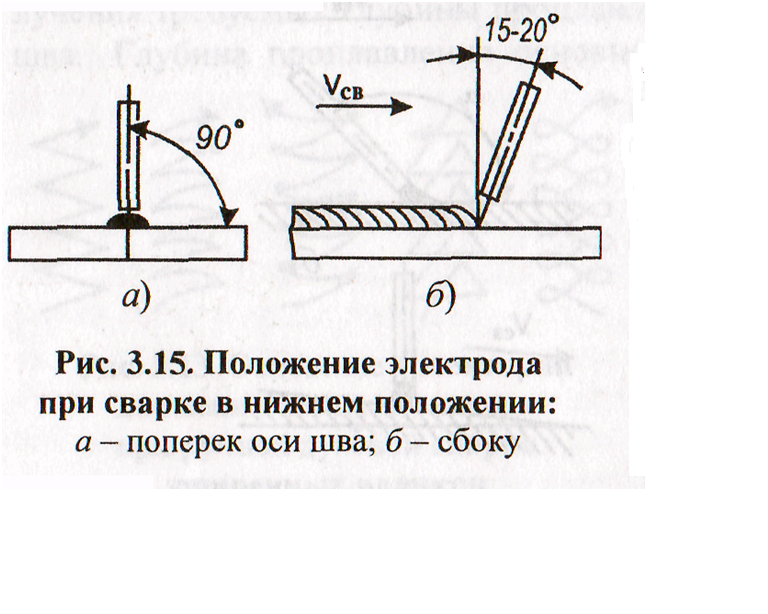
Стыковые швы сваривают без скоса кромок или с V-, Х- и U-об-разным скосом. Положение электрода относительно поверхности изделия и готового шва показано на рис. 14.
а б
Рисунок 14– Положение электрода при сварке в нижнем положении:
а - поперек оси шва; б - сбоку
Стыковые швы без скоса кромок в зависимости от толщины сваривают с одной или двух сторон. При этом концом электрода совершают поперечные колебания (см. рис. 12) с амплитудой, определяемой требуемой шириной шва. Следует тщательно следить за равномерным расплавлением обеих свариваемых кромок по всей их толщине и особенно стыка между ними в нижней части (корня шва).
Однопроходную сварку с V-образным скосом кромок обычно выполняют с поперечными колебаниями электрода на всю ширину разделки для ее заполнения так, чтобы дуга выходила со скоса кромок на необработанную поверхность металла. Однако в этом случае очень трудно обеспечить равномерный провар корня шва по всей его длине, особенно при изменении величины притупления кромок и зазора между ними.
При сварке шва с V-образным скосом кромок за несколько проходов обе-спечить хороший провар первого слоя в корне разделки гораздо легче. Для этого обычно применяют электроды диаметром 3—4 мм и сварку ведут без поперечных колебаний. Последующие слои выполняют в зависимости от толщины металла электродом большего диаметра с поперечными колебаниями. Для обеспечения хорошего провара между слоями предыдущие швы и кромки следуеттщательно очищать от шлакаи брызг металла.
Заполнять разделку кромокможно швами с шириной на всю разделку или отдельными валиками (рис. 15). В многопроходных швах последний валик (11на рис. 15, в) для улучшения внешнего вида иногда можно выполнять на всюширину разделки (декоративный слой).


а б в
а— однопроходных; б — многослойных; в— многопроходных;
I—VI — слои; 1-11— проходы
Рисунок 15– Поперечные сечения стыковых швов
Сварку швов с Х- или U-образным скосом кромок выполняют в общемтак же, как и с V-образным скосом. Однако для уменьшения остаточных де-формаций и напряжений, если это возможно, сваркуведут, накладывая каждый валик или слой попеременно с каждой стороны. Швы с Х- или U-образным ско-сом кромок по сравнению с V-образным имеют преимущества, так как в первом случае в 1,6—1,7 раза уменьшается объем наплавленного металла (повышается производительность сварки). Кроме того, уменьшаются угловые деформации, а возможный непровар корня шва образуется в нейтральном по отношению к из-гибающему моменту сечении. Недостаток U-образного скоса кромок – повы-шенная трудоемкость его получения.
Сварку стыковых швов можно выполнять различными способами (рис. 16). При сварке на весу наиболее трудно обеспечить провар корня шва и фор-мирование хорошего обратного валика по всей длине стыка. В этом отношении более благоприятна сварка на съемной медной или остающейся стальной подк-ладке. В медной подкладке для формирования обратного валика делают форми-рующую канавку. Однако для предупреждения вытекания расплавленного ме-талла из сварочной ванны необходимо плотное поджатие подкладок к сварива-емым кромкам. Кроме того, остающиеся подкладки увеличивают расход ме-талла и не всегда технологичны. При использовании медных подкладок воз-никают трудности точной установки кромок вдоль формирующей канавки. Ес-ли с обратной стороны возможен подход к корню шва и допустимо усиление обратной стороны шва, целесообразна (рис. 16, г) подварка корня швом не-большого сечения с последующей укладкой основного шва. В некоторых слу-чаях при образовании непроваров в корне шва после сварки основного шва дефект в корне разделывают газовой, воздушно-дуговой строжкой или меха-ническими методами (рис. 16, д) с последующим выполнением подварочного шва.

Рис. 16. Схемы сварки:
а— на весу; б — на медной съемной подкладке; в— на остающейся стальной подкладке; г— с предварительным подварочным швом;
д — удаление непровара в корне шва для последующей подварки;
1— медная подкладка; 2— остающаяся подкладка; О— основной шов; П - подварочный шов
Сварку угловых швов в нижнем положении можно выполнять двумя при-емами. Сварка вертикальным электродом в лодочку (рис. 17, а) обеспечивает наиболее благоприятные условия для провара корня шва и формирования его усиления.

Рисунок 17– Положение электрода и изделия при сварке:
а — в лодочку; б — таврового соединения; в— внахлестку; г— углового соединения
По существу этот прием напоминает сварку стыковых швов с V-об-разным скосом кромок, так как шов формируется между свариваемыми поверхностями. Однако при этом способе требуется тщательная сборкасоединения под сварку с минимальным зазоромв стыке для предупреждения вытеканияв него расплавленногометалла.
При сварке наклонным электродом (рис. 17, б — г ) трудно обеспечитьпровар шва по нижнейплоскости (ввиду натекания на нее расплавленного металла) и предупредить подрез на вертикальной плоскости(ввиду стекания расплавленного металла). Поэтому таким способом обычно сваривают швы с катетом до 6—8 мм. Присварке угловых швов наклонным электродом трудно также обеспечитьглубокий провар в корне шва, поэтому в односторонних и ш двусторонних швах без скоса кромок может образоваться непровар (рис. 18, а), который при нагружении шва послужит началомразвития трещин. Для предуп-реждения этого в ответственных соединениях при толщине металла 4 мм и более необходим односторонний скос, а при толщине 12 мм и более — двусторонний скоскромок.
При сварке наклонным электродом многопроходных швов первым вы-по-лняют шов на горизонтальной плоскости (рис. 18, б).
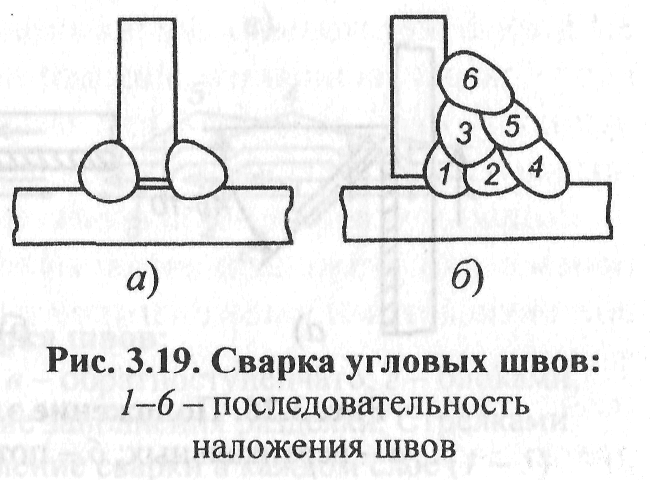
а б
1-6 –последовательность наложения швов
Рисунок 18- Сварка угловых швов
Формирование последующего валика происходит с частичным удержани-ем расплавленного металла сварочной ванны нижележащимваликом. При свар-ке угловых швов применяют поперечные колебания электрода. Особенно важен правильный выбор их траектории при сварке наклонным электродом с целью предупреждения возникновения указанных выше дефектов.
Техника сварки на горизонтальной и потолочной плоскостях.
Сварка швов в положениях, отличающихся от нижнего, требует повы-шенной квалификации сварщика в связи с возможным под действием сил тя-жести вытеканием расплавленного металла из сварочной ванны или падением капель электродного металла мимо сварочной ванны. Для предотвращения этого сварку следует вести по возможности наиболее короткой дугой, в большинстве случаев с поперечными колебаниями.
Расплавленный металл в сварочной ванне от вытекания удерживается в основном силой поверхностного натяжения. Поэтому необходимо уменьшать ее размер, для чего конец электрода периодически отводят в сторону от ванны, давая возможность ей частично закристаллизоваться. Ширину валиков также уменьшают до двух-трех диаметров электродов. Применяют пониженную на 10—20% силу тока и электроды уменьшенного диаметра (для вертикальных и горизонтальных швов не более 5 мм, для потолочных не более 4 мм).

Рисунок 19 – Положение электрода при сварке швов:
а— вертикальных; б— потолочных; в— горизонтальных
Сварку вертикальных швов можно выполнять на подъем (снизу вверх, рис. 19, а) или на спуск. При сварке на подъем нижележащий закристаллизовав-шийся металл шва помогает удержать расплавленный металл сварочной ванны. При этом способе облегчается возможность провара корня шва и кромок, так как расплавленный металл стекает с них в сварочную ванну, улучшая условия теплопередачи от дуги к основному металлу. Однако внешний вид шва — гру-бочешуйчатый. При сварке на спуск получить качественный провар трудно: шлак и расплавленный металл подтекают под дугу и от дальнейшего стекания удерживаются только силами давления дуги и поверхностного натяжения. В некоторых случаях их оказывается недостаточно, и расплавленный металл вы-текает из сварочной ванны.
Сварка горизонтальных стыковых швов (рис. 19, в) более затруднена, чем вертикальных, из-за стекания расплавленного металла из сварочной ванны на нижнюю кромку. В результате возможно образование подреза по верхней кромке. При сварке металла повышенной толщины обычно делают скос только одной верхней кромки, нижняя помогает удерживать расплавленный металл в сварочной ванне. Сварка горизонтальных угловых швов в нахлесточных соединениях не вызывает трудностей и по технике не отличается от сварки в нижнем положении.
Сварка швов в потолочном положении (рис. 19, б) наиболее сложна и ее по возможности следует избегать. Сварку выполняют периодическими ко-роткими замыканиями конца электрода на сварочную ванну, во время которых металл сварочной ванны частично кристаллизуется, что уменьшает объем сва-рочной ванны. В то же время расплавленный электродный металл вносится в сварочную ванну. При удлинении дуги образуются подрезы. При сварке этих швов ухудшены условия выделения из расплавленного металла сварочной ванны шлаков и газов. Поэтому свойства металла шва несколько ниже, чем при сварке в других пространственных положениях.
Техника сварки пробочных и прорезных соединений практически не отличается от рассмотренной выше техники сварки стыковых или угловых швов.
В зависимости от протяженности шва, толщины и марки металла, жестко-сти конструкции и т. д. применяют различные приемы последовательности сварки швов и заполнения разделки (рис. 20).

а — напроход; б — от середины к концам; в — обратноступенчато;
г — блоками; д— каскадом; е — горкой;
А— направление заполнения разделки. Стрелками указаны по-следовательность и направление сварки в каждом слое (1—5)
Рисунок 20– Сварка швов
Сварку напроход обычно применяют при сварке коротких швов (до 500 мм). Швы длиной до 1000 мм лучше сваривать от середины к концам или об-ратноступенчатым методом. При последнем способе весь шов разбивают на участки по 150—200 мм, которые должны быть кратны длине участка, наплав-ляемого одним электродом. Сварку швов в ответственных конструкциях боль-шой толщины выполняют блоками, каскадом или горкой, что позволяет влиять на структуру металла шва и сварного соединения и его механические свойства.
Способы повышения производительности. Применение электродов диаметром более 8 мм обычно не позволяет повысить производительность процесса, так как увеличивающийся при этом вес электрода и держателя (в связи с повышением силы сварочного тока) приводит к быстрому утомлению сварщика. То же наблюдается при ручной дуговой сварке трехфазной дугой. Эти способы могут находить ограниченное применение при ванной сварке стержней арматуры железобетонных конструкций. Однако и здесь предпочтительнее применение одного электрода.
При ванной сварке расплавление основного металла осуществляется ду-гой и частично за счет теплоты, передаваемой изделию перегретым жидким металлом сварочной ванны (рис. 21). Поэтому сварку проводят при повышен-ной силе тока. Стык стержней собирают с зазором в формах: стальной оста-ющейся (из металлической полосы) или медной съемной многократного ис-пользования, или графитовой одноразового использования.

1 – стержни; 2— форма; 3 – прихватки
Рисунок 21– Сборка под ванную сварку
горизонтальных стержней арматуры
Сварку начинают в нижней части формы, расплавляя дугой нижние кромки стыка. До окончания сварки металл в верхней части сварочной ванны стараются поддерживать в расплавленном состоянии на возможно большую глубину и обязательно на всю ширину разделки и формы. Шов наплавляют несколько выше поверхности стержней. Процесс проводят вручную, хотя и были попытки создания установок для механизированной сварки, в которых расплавление электрода происходило автоматически, а их смена выполнялась вручную. Однако установки оказались сложными в эксплуатации и малопроизводительными.
Повышение производительности процесса достигается также применением электродов, содержащих в покрытии железный порошок. С применением этих электродов сварка возможна только в нижнем положении, так как при сварке в других пространственных положениях увеличенный размер сварочной ванны приводит к вытеканию из нее расплавленного металла. Техника сварки швов в нижнем положении также усложняется по этой причине, но принципиально не отличается от сварки обычными электродами. В основном они применяются для сварки угловых швов в нижнем положении на металле разной толщины. Сварные швы имеют плавные переходы к основному металлу, разбрызгивание незначительное. Производительность при сварке некоторыми марками электродов сравнима с производительностью механизированной сварки (до 13 кг/ч).
При сварке с глубоким проваром (другие названия: опиранием электрода, погруженной дугой и т. д.) повышение производительности сварки достигается за счет более глубокого проплавления основного металла. Сварку выполняют специальными электродами, дающими при их расплавлении козырек повышен-ных размеров, на который и опирают электрод (рис.70).

Рисунок 70- Образование провара специальными электродами
для сварки с глубоким проваром
Сварщик, удерживая электрод под углом 70—85° к поверхности изделия, перемещает его вдоль свариваемых кромок без поперечных колебаний. Исполь-зуется максимально допустимый ток. Выделяющиеся при расплавлении элект-рода газы, оттесняя расплавленный металл сварочной ванны из-под дуги, уве-личивают глубину проплавления, которая регулируется изменением угла наклона электрода и скоростью его перемещения. Сварку выполняют в нижнем положении стыковых и угловых швов.
При способах сварки лежачим и наклонным электродами также применяют специальные электроды, расплавление покрытия которых, образуя козырек определенных размеров, предупреждает короткое замыкание дуги. Повышение производительности труда достигается за счет того, что один сварщик одновременно обслуживает несколько дуг. Лежачим электродом (рис. 22, а) сваривают стыковые и нахлесточные соединения и угловые швы на стали толщиной 0,5—6 мм.

1 – электрод;2 — медный брусок; 3 — медная съемная
подкладка; 4 — обойма; 5 — штатив

