




ДОНБАССКАЯ ГОСУДАРСТВЕННАЯ МАШИНОСТРОИТЕЛЬНАЯ АКАДЕМИЯ
Кафедра "Оборудование и технология сварочного производства"
КОНСПЕКТ ЛЕКЦИЙ
"Технология и оборудования сварки плавлением"
для направления подготовки 7.05050401 "Сварка"
Специальности 7.092301 "Технология и оборудование
сварки")
(Очное отделение)
Краматорск, 2016
Глава 1 ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
СВАРНЫХ СОЕДИНЕНИЙ
КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
Термины и определения основных понятий в области сварки устанавлива-ет ГОСТ 2601-84 (в ред. 1992 г.). Термины, установленные стандартом, обяза-тельны для применения в документации всех видов, научно-технической, учеб-ной и справочной литературе.
Сварка - это получение неразъемных соединений с помощью установле-ння межатомных связей между соединяемыми частями при их нагревании и/или пластическом деформировании.
Сварное соединение - неразъемное соединение, выполненное сваркой.
Сварное соединение (рис. 1.1) включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплав- ления 2, зону термического влияния 3, а также часть основного металла 4, при-легающую к зоне термического влияния.

Рисунок 1.1 - Сварное соединение
Сварной шов - участок сварного соединения, образовавшийся в резуль-тате кристаллизации расплавленного металла.
Металл шва - сплав, образованный расплавленным основным и наплав-ленным металлами или только переплавленным основным металлом.
Основной металл - металл подвергаюющихся сварке соединяемых час-тей.
Зона сплавления - зона, где находятся частично оплавленные зерна ме-талла на границе основного металла и металла шва. Эта зона нагрева ниже тем- пературы плавления. Нерасплавленные зерна в этой зоне разъединяются жидки-ми прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введенные в ванную с до-полнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния - участок основного металла, не подверг-шийся расплавлению,структура и свойства которого изменились в результате нагрева при сварке, наплавке или резке.
Тип сварного соединения определяет взаимное расположение сваривае-мых элементов. Различают: стыковые, угловые, тавровые, нахлесточные и торцовые сварные соединения.
Стыковое соединение - сварное соединение двух элементов, примыкаю-щих друг к другу торцовыми поверхностями и расположенных в одной плос-кости или на одной поверхности (рис. 1.2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис. 1.2, б).

а б в
Рисунок 1.2 - Стыковые соединения
Угловое соединение - сварное соединение двух элементов, расположен-ных под углом и сваренных в месте примыкания их краев (рис. 1.3).

Рисунок 1.3 - Угловые соединения
Тавровое соеди нение - сварное соединение, в котором торец одного эле-мента примыкает под углом и приваренный к боковой поверхности другого элемента (рис. 1.4).

Рисунок 1.4 - Тавровые соединения
Нахлёсточное соединение - сварное соединение, в котором сварные эле-менты расположены параллельно и частично перекрывают друг друга (рис. 1.5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высо-копроизводительных режимов сварки. Применение нахлёсточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (мон-тажных швов).

а б в
Рисунок 1.5 - Нахлёсточное (а, б) и торцовое соединение (в)
Торцовое соединение - сварное соединение, в котором боковые поверх-ности сварных элементов примыкают друг к другу (рис. 1.5, в).
Сварные швы подразделяют по разным признакам: по типу шва, по про-тяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
По типу сварные швы делят на стыковые, угловые и прорезны е.
Стыковой шов - сварной шов стыкового соединения.
Угловой шов - сварной шов углового, нахлесточного или таврового сое-динений.
Прорезной шов (рис. 1.6) получается в результате полного проплавления верхнего, а иногда и следующих листов, и частичного проплавления нижнего листа (детали). Частным случаем прорезного шва является точечный или про-бочный шов (электрозаклепка - при дуговой сварке) (рис. 1.6, г). Прорезные швы при сварке толстого листа (рис. 1.6, д) могут выполняться по заранее вы-полненным отверстиям в верхнем листе (при точечном шве) или прорези (при непрерывном шве).
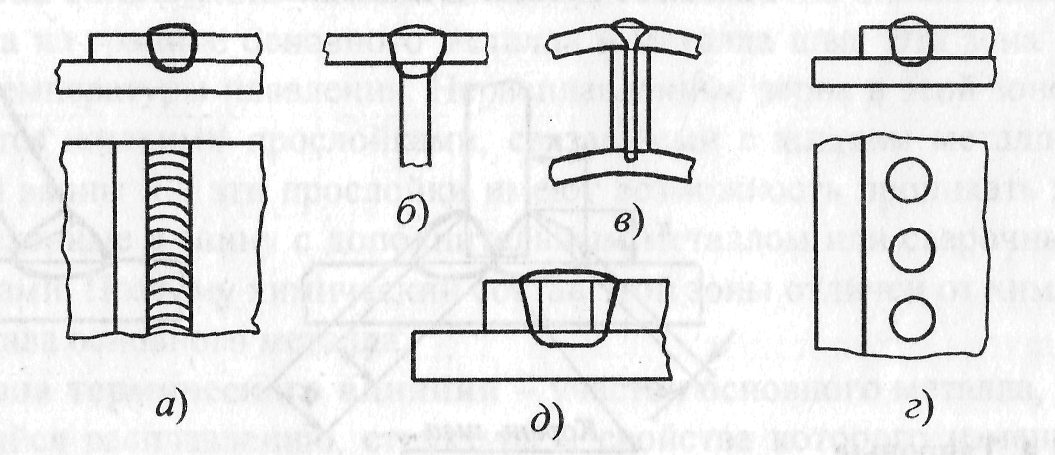
Рисунок 1.6 – Прорезные швы
Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
Ширина шва е - расстояние между видимыми линиями сплавления сварного шва (см. рис. 1.2, а).
Выпуклость шва g определяется расстоянием между плоскостью, про-ходящей через видимые линии границы сварного шва с основным металлом и по-верхностью сварного шва, измеренным в месте наибольшей выпуклости (см.рис. 1.2, а; 1.4, а).
Вогнутость шва m определяется расстоянием между плоскостью, прохо-дящей через видимые линии границы шва с основным металлом и поверхно-стью шва, измеренным в месте наибольшей вогнутости (см. рис. 1.2, в; 1.3, в). Вогнутость корня стыкового шва является дефектом обратной стороны одно-стороннего шва.
Корень шва - часть сварного шва, наиболее удаленная от его лицевой по-верхности (см. рис. 1.2, б; 1.4, а). По существу это обратная сторона шва, в ко-торой различают ширину е1 и высоту g1 обратного валика (см. рис. 1.2, а).
Угловой шов имеет следующие размерные характеристики: катет, тол-щину, расчетную высоту.
Катет углового шва к определяется кратчайшим расстоянием от повер-хности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 1.3, в; 1.4, а). Катет задается в качестве па-раметра режима, который нужно выдерживать при сварке.
Толщина углового шва а - наибольшее расстояние от поверхности угло-вого шва к точке максимального проплавления основного металла (см. рис. 1.4, а). Для оценки прочности сварного соединения используют расчетную высоту углового шва - р (см. рис. 1.4, а). Для угловых швов более благоприятна вог-нутая форма поверхности шва с плавным переходом к основному металлу (см.рис.1.3,в).
По протяженности сварные швы подразделяют на непрерывные и пре-рывистые. Стыковые сварные швы, как правило, выполняют непрерывными. Угловые швы могут быть непрерывными (рис. 1.7, а) и прерывистыми (рис. 1.7, б), с шахматным (рис. 1.7, в) и цепным (рис. 1.7, г) расположением отрезков шва. Угловые швы могут быть выполнены и точечными швами (рис. 1.7, б, д).

в) г) д)
Рисунок 1.7 - Угловые швы тавровых соединений
По способу выполнения различают сварку: одностороннюю и двусторон-нюю, однослойную и многослойную. Одностороннюю сварку стыкового свар-ного соединения выполняют со сквозным проплавленням кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с удалением корня шва (механической обработкой) перед сваркой обратной стороны свар-ного соединения или без удаления корня шва. При двухсторонней сварке чаще всего приходится кантовать изделие или вести сварку в затруднительном пото-лочном положении.
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва
(І- ІV на рис. 1.8) понимают часть металла сварного шва, которая состоит из од- ного или нескольких валиков(1-5 на рис. 1.8),что располагаются на одном уров- не поперечного сечения шва.
Валик - металл сварного шва, наплавленный за один проход.
Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.

Рисунок 1.8 - Многослойный шов

H1 - нижнее; Н2 - нижнее тавровых соединений; В1 - вертикальное (сварка снизу вверх); В2 - вертикальное (сварка сверху вниз); Г - горизонтальное; П1 - потолочное; П2 - потолочное тавровых соединений
Рисунок 1.9 - - Положение шва при сварке стыковых (а)
и тавровых (б) соединений листов
По пространственному положению с учетом требований международных стандартов различают следующие сварные швы: горизонтальные (на вертикальной плоскости), вертикальные, потолочные и швы, сваренные в нижнем полож е нии (рис. 1.9,1.10). На рисунках приведены русские и в скобках международные обозначения.Схемы сварки стыков труб с горизонтальной, вертикальной или наклоненной осью показаны на рис. 1.10.

Рис. 1.10. Положение шва при сварке стыковых (а) и угловых (б) соединений труб:
Н1 - нижнее при горизонтальном расположении осей труб (трубы),свари-
ваемых (привариваемой) с поворотом; Н2 - нижнее при вертикальном располо-жении оси трубы, привариваемой без поворота или с поворотом; В1 – перемен-ное при горизонтальном расположении осей труб(трубы), свариваемых (прива-риваемой) без поворота "на подъем"; В2 - переменное при горизонтальном рас-положении осей труб (трубы),свариваемых (привариваемой) без поворота "на спуск"; Г - горизонтальное при вертикальном расположении осей труб, сварива-
емых без поворота или с поворотом; Н45 - переменное при наклонном располо-жении осей труб (трубы), свариваемых (привариваемой) без поворота; П2 – пото-лочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом.

