




Состав покрытий марок электродов.
| Тип электрода | Марка электрода | Компоненты | ||||||||||
| Мрамор | Ферромарганец | Ферромарганец | Ферросилиций | Ферромолибден | Ферротитан | Жидкое стекло, % | Титановый концентрат | Руда маргонцовидная | Полевой штап | Крахмал | ||
| Э 42 | ЦМ7 | - | - | - | - | - | 17-20 | - | - | - | - |
Определение режима электродуговой сварки.
d- диаметр электрода (мм) выбирают в зависимости от толщины металла:
 ,
,
Где  -толщина свариваемого материала.
-толщина свариваемого материала.
 = 2,5(мм)
= 2,5(мм)
Величина сварочного тока зависит от толщины свариваемого металла, типа соединения, положения шва, диаметра электрода.
Практическая величина сварочного тока (А) определяется по формуле:
Ic=(40…60)d,
где d- диаметр электрода
Ic= 50*2,5= 125 А
Длина дуги качественно влияет на качество шва: чем короче дуга, тем выше качество наплавленного металла.
Длину дуги определяют по формуле:
Lд=0,5(d+2),
где d- диаметр электрода
Lд=0,5(2,5+2)=2,25
Прерывание дуги в конце сварки производят путем укорачивания дуги и быстрого отвода электрода в сторону за пределы кратера.
Ширина валика шва (мм) равна:
b= (2,5…3)d,
где d- диаметр электрода
b= 2,5*3=7,5 (мм)
Схема сварочного трансформатора.
1- первичная катушка с напряжением 220/380 В.
2-вторичная катушка с номинальным напряжением 30В.
3-магнитопровод.
4-переключатель барабанного типа.
5-рукоятка перемещения верхних катушек вторичной обмотки.

Техническая характеристика трансформатора ТД-30.
| Основные параметры | Показатели |
| Номинальный сварочный ток, А | |
| Номинальное напряжение, В | |
| Номинальная мощность, кВт | |
| Напряжение холостого хода, В | 60 и 79 |
| Пределы регулирования сварочного тока, А | 61…79, 160…385 |
| Напряжение сети, В | 220/380 |
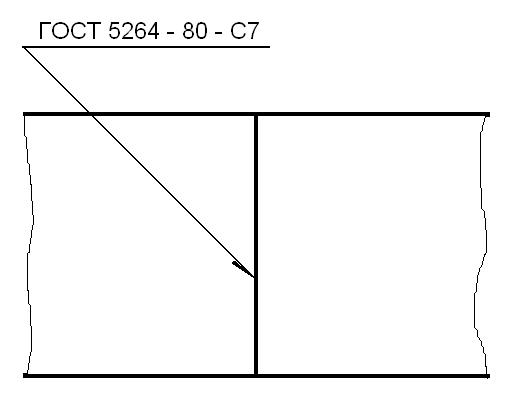
Обозначение сварочного шва по ГОСТ 5264 – 80:
| ɷ |
Выполнила Проверил
Студентка группы А -081 преподаватель
_________Лаврова Н.Ю. ________ Копейкин Е.А.
Лабораторная работа №2.
Изготовление разовой песчано-глинистой формы и
Изготовление отливки.
1. Цель работы: Ознакомление с технологическими процессами приготовления формовочной смеси, изготовление литейной формы и отливок; приобретение практических навыков ручной формовки.
Составы формовочных, стержневых смесей, применение при формовке.
Соотношение исходных материалов формовочной смеси
| Характер формовки | Вес отливки в кг | Состав в вес, % | ||||||
| оборотная смесь | Свежие материалы (песок и г лина) | Сульфитная барда | Древесные опилки | Каменный уголь | мазут | Влажность В % | ||
| В сырую (единая) | 90…92 | остальное | 4…5 |
Состав и характеристика стержневых смесей
| Смеси для изготовления стержней | Состав смеси | Связующие материалы в % к весу зерновой части | Характеристика смеси | |||||
| Оборотная смесь | Свежие смеси | Газопроницаемость в сыром состоянии | Влажность в % | Прочность, кПа | ||||
| кварцевый песок | глинистый песок | На сжатие в сыром состоянии | На разрыв в сухом состоянии | |||||
| 4 класс | 0…30 | 30…50 | 40…50 | сульфитная барда 2…3 | 4…5,5 | 15…25 | 150-300 |
Эскиз модели.
Эскиз стержня.

