1. Справочник технолога-машиностроителя. В 2-х т. Т.1/Под ред. А.Г. Косиловой и Р.К. Мещерякова. – М.: Машиностроение, 1985.
2. Косилова А.Г., Мещеряков Р.К., Калинин М.А. Точность обработки, заготовки и припуски в машиностроении. Справочник технолога. М., «Машиностроение», 1976.
3. Расчёт припусков и операционных размеров с использованием ЭВМ. Методическое руководство. Челябинск, 1976.
4. Иващенко И.А. Технологические размерные расчёты и способы их автоматизации. М., «Машиностроение», 1975.
4. Пер А.Г. Справочное и методическое пособие по технологическому проектированию. Л., ЛИТМО, 1970.
5. Альбом №43, ч.1,2. Металлы и сплавы. Марки и сортамент. Новосибирск, НПЗ, 1981.
Версия 25.08.2007 г.
ПРИЛОЖЕНИЕ 1.
БЛАНК РЕЗУЛЬТАТОВ №____.
выбора вида, способа получения кратной заготовки и расчёта её размеров
Название способа получения кратной заготовки _________________________
Наибольший диаметр наружной поверхности по чертежу ______________.
Диаметр сквозного осевого отверстия по чертежу (если имеется) ____________.
Длина детали по чертежу ___________.
Маршрут обработки наружной поверхности и результаты расчёта припусков
| №/№ | Маршрут обработки | Ra, мкм | H, мкм | D, мкм/мм | e, мкм | 2Zi |
Суммарный припуск S2ZD = _________. Расчётный диаметр D* = _______.
Маршрут обработки осевого отверстия и результаты расчёта припусков
| №/№ | Маршрут обработки | Ra, мкм | H, мкм | D, мкм/мм | e, мкм | 2Zi |
Суммарный припуск S2Zd = _________. Расчётный диаметр d* = _______.
Параметры кратной заготовки:
Вид __________ (пруток или труба).
Диаметр наружной поверхности D = _____.
Диаметр сквозного осевого отверстия d = _____.
Длина L = _____.
Количество деталей, получаемое из кратной заготовки k = __.
Коэффициент использования материала КИМ = _______.
Эскиз кратной заготовки:
ПРИЛОЖЕНИЕ 2.
|
Пример решения задачи
Дано:
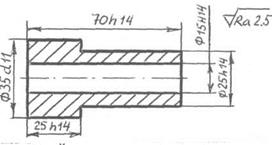
1. Эскиз детали «Втулка» (рис. 1).
2. Материал детали: Л63.
РисРис. 1
Задание:
1. Выбрать допустимые виды и способы получения кратной заготовки.
2. Рассчитать размеры заготовки для 2-х способов её получения.
Решение:
Поскольку все поверхности обрабатываются резанием, то по таблице 2 выбираем два возможных решения: а) пруток прессованный круглого сечения;
б) пруток холоднотянутый круглого сечения.
Выполняя расчёты по каждому способу получения заготовки, результаты будем заносить в соответствующий бланк результатов. Пусть 1-м будет заполняться бланк для расчёта прессованного прутка, поэтому в бланк №1 заносится название этого способа.
Значение диаметра наибольшей ступени (Ø35d11), значение диаметра сквозного осевого отверстия (Ø15Н14) и значение длины детали (70h14) берём с эскиза детали и также заносим в бланк результатов №1.
Поскольку выбранные виды заготовки не имеют отверстий, то из двух таблиц в каждом бланке результатов будет заполняться только первая таблица («маршрут обработки наружной поверхности»). В первой строке этой таблицы описывается исходное, нулевое состояние заготовки с указанием наименования и параметров, которые берутся из табл. 6 методических указаний. Далее по таблице 4 выбираем маршрут обработки поверхности наибольшего диаметра (Ø35d11). С учётом шероховатости поверхности (Ra2.5) и точности размера (11 квалитет) получаем следующий маршрут обработки:
- точение черновое;
- точение чистовое.
Затем, с учётом данных таблицы 6, заносим параметры обработки в бланк результатов (см. бланк результатов в конце примера).
Далее по каждому технологическому переходу рассчитываем припуск по формуле 1.
Для перехода «точение черновое»: ________________
2Z1 = 2 [(4·* 50 + 150) + Ö (2.5 * 70)2 + 2202 ] = 1.26 мм
где i =1, поэтому Ra =50 мкм, Н = 150 мкм, D = 2.5 мкм/мм, т.е. значения этих величин взяты из описания предыдущего состояния поверхности (прессованной),
l = 70 мм (взято из эскиза), e = 220 мкм (взято из описания текущего состояния поверхности – точения чернового).
Полученный результат заносим в бланк результатов.
Для перехода «точение чистовое» ________________
2Z2 = 2 [(4 *·12.5 + 50) + Ö (0.15 * 70)2 + 2202] = 0.64 мм
где i =2, поэтому Ra =12.5 мкм, Н =50 мкм, D = 0.15 мкм/мм, т.е. значения этих величин взяты из описания предыдущего состояния поверхности (точение черновое),
l = 70 мм (взято из эскиза), e = 220 мкм (взято из описания текущего состояния поверхности – точения чистового).
Полученный результат заносим в бланк результатов.
S2ZD = 2Z1 + 2Z2 = 1.9 мм.
Полученный результат заносим в бланк результатов.
Расчётный диаметр прутка (D*) вычисляется по формуле 2: D* = D*min + S2ZD
Поскольку Ø35d11 по таблице 3 соответствует Ø35  , то D*min = 34.76 мм.
, то D*min = 34.76 мм.
Отсюда D* = 34.76 мм + 1.9 мм = 36.66 мм.
Полученный результат заносим в бланк результатов.
Выбираем по таблице 12 (для прессованных прутков из латуни) ближайшее к расчётному значение диаметра – 38 мм с нижним предельным отклонением -1.0. Тогда
Dmin = 38 – 1 = 37 мм
Проверяем условие 4: Dmin ³ D*.
37 ³ 36.6.
Поскольку условие выполняется, то берём Ø38 в качестве окончательного диаметра прутка с точностью указанной в той же таблице 12: D = 38-1.0. Если бы условие не выполнялось, то пришлось бы рассматривать следующее по порядку значение диаметра прутка с проверкой условия 4.
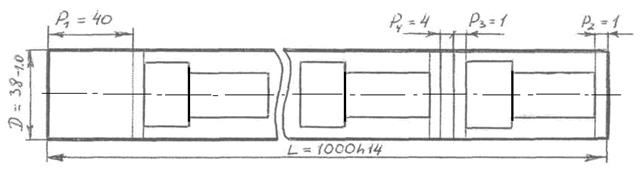
Длину прутка принимаем согласно п.п. 5.8. Так как выбранный диаметр прутка больше 25 мм, принимаем длину кратной заготовки L = 1000h14.
Полученный результат заносим в бланк результатов.
Расчёт числа деталей, получаемых из одного прутка, выполняется по формуле 6. После подстановки получаем:
k* = (1000 – 40) / (70 + 2 + 4) = 12.6
Поскольку дробного числа деталей быть не может, округляем до целого: k = 12.
Полученный результат заносим в бланк результатов.
Расчёт КИМ выполняется по формуле 7.
Объём детали вычисляется по стандартным формулам расчёта объёмов цилиндров

|
(рис. 2). Vдет. = V1 + V2 - V3
V1=π 352 25/4; V2= π 252 45/4; V3 = π152 70/4;
Vзаг= π 382 1000/4;
КИМ = 0.357
Полученный результат заносим в бланк результатов.
В завершении на бланке результатов выполняем эскиз прутка (см. бланк результатов на след. стр.).
Рис. 2
Подобным же образом рассчитывается заготовка для второго способа.
БЛАНК РЕЗУЛЬТАТОВ № 1.
выбора вида, способа получения кратной заготовки и расчёта её размеров
Название способа получения кратной заготовки: прессование
Наибольший диаметр наружной поверхности по чертежу: Ø35d11( )
Диаметр сквозного осевого отверстия по чертежу (если имеется): Ø15Н14 (+0,43).
Длина детали по чертежу: 70h14 (-0,74).
Маршрут обработки наружной поверхности и результаты расчёта припусков
| №/№ | Маршрут обработки | Ra, мкм | H, мкм | D, мкм/мм | e, мкм | 2Zi мм |
| Прессованная поверхность | 2.5 | -------- | 1.9 | |||
| Точение черновое | 12.5 | 0.15 | 1.26 | |||
| Точение чистовое | 6.3 | 0.1 | 0.64 |
Суммарный припуск S2ZD = 1.9 мм. Расчётный диаметр D* = 36.66 мм.
Маршрут обработки осевого отверстия и результаты расчёта припусков
| №/№ | Маршрут обработки | Ra, мкм | H, мкм | D, мкм/мм | e, мкм | 2Zi |
Суммарный припуск S2Zd = _________. Расчётный диаметр d* = _______.
Параметры кратной заготовки:
Вид: пруток (пруток или труба).
Диаметр наружной поверхности D = 38-1.0.
Диаметр сквозного осевого отверстия d = 0.
Длина L = 1000h14.
Количество деталей, получаемое из кратной заготовки k = 12.
Коэффициент использования материала КИМ = 0.357.
Эскиз прутка: