Пермский национальный исследовательский
Политехнический университет
Аэрокосмический факультет
Кафедра «Технология, конструирование и автоматизация в специальном
Машиностроении»
РЕФЕРАТ
На тему «Автоматизация процессов получения заготовок, изготовления деталей и сборки изделия»
По курсу: «Технологические процессы в машиностроении»
Составил: студент группы ТКА-11 Конев М.С.
Принял: преподователь Ярушин С.Г.
Содержание
1)Автоматизация производства…………………………………………………3
2)Особенности технологии при использовании оборудования с ЧПУ……….5
3)Автоматические линии……………………….………………………………..6
4)Применение промышленных роботов…………………………………………8
5)Список литературы……………………………………………………………11
Автоматизация производства
Под автоматизацией производства понимают применение энергии неживой природы в производственных процессах или их частях с управлением ими без участия человека для целей повышения производительности, снижения себестоимости, улучшения условий труда, качества изделий и т.д.
По виду автоматизация бывает:
- частичная и полная;
- единичная и комплексная;
- первичная и вторичная.
Частичная автоматизация охватывает замену ручного труда машинным в отдельных циклах работы оборудования или отдельных операциях технологического или производственного процесса. Например, станки-полуавтоматы, обработка деталей по упорам на токарно-револьверных станках.
Полная автоматизация охватывает автоматизацию всех циклов работы оборудования, как основных, так и вспомогательных или технологических (производственных) процессов в целом, когда все функции контроля и управления выполняются автоматами. Например, станки автоматы, высоко автоматизированные ГПС.
Единичная автоматизация - автоматизация отдельных первичных частей технологического процесса изготовления изделия. Например, автоматизация механической обработки с ручной сборкой, автоматизация заготовительных операций без автоматизации операций окончательной обработки и сборки. Причем единичная автоматизация может быть как частичная, так и полная.
Комплексная автоматизация – автоматизация двух и более составных частей или всего ТП изготовления изделия (или системы технологических процессов). Например, автоматизация получения заготовки, механической обработки и сборки. Комплексная автоматизация также может быть полная или частичная.
Первичная автоматизация – автоматизация производственных или технологических процессов, ранее выполнявшихся с применением ручного труда. Вторичная автоматизация – автоматизация производственных или технологических процессов, бывших ранее автоматизированными.
При описании основных видов автоматизации обычно применяют следующие условные обозначения:
А – единичная автоматизация;
КА – комплексная полная или частичная автоматизация.
По степени внедрения можно выделить несколько вариантов автоматизации различающихся широтой охвата технологических или производственных процессов:
1 – автоматизация единичной технологической (производственной) операции;
2 – автоматизация законченного технологического (производственного) процесса;
3 – автоматизация системы технологических (производственных) процессов, выполняемых на участке;
4 – автоматизация системы процессов в цехе;
5 – автоматизация системы процессов в группе однородных цехов;
6 – автоматизация на предприятии в целом;
7 – автоматизация в объединении предприятий или фирм;
8 – автоматизация в пределах административно-территориальных образований или отраслей производства.
Категория автоматизации определяет ее уровень в зависимости от степени замены ручного труда машинным, снижения численности рабочих, коэффициента многостаночного обслуживания и других показателей.
Таким образом, при полной автоматизации присутствие человека (оператора) в управлении производственным (технологическим) процессом не требуется.
Такое производство считается автоматическим.
Безлюдным производством считается производство с такой степенью автоматизации, при которой станок, участок, цех, предприятие могут работать автоматически, по крайней мере, в течение одной производственной смены (8 часов) в отсутствии человека.
Если часть производственного процесса выполняется автоматически, другая часть требует присутствия оператора, то такое производство называется автоматизированным.
Можно сформулировать следующие направления автоматизации производства.
1. Отработка технологичности конструкции машин и их составных частей с целью их изготовления в автоматизированном производстве.
2. Автоматизация проектирования объектов производства и технологической подготовки производства на базе современного программного обеспечения и электронно-вычислительной техники.
3. Создание технологических процессов и средств технологического оснащения, позволяющего изготавливать изделия с максимальной концентрацией операций.
4. Внедрение гибких производственных систем, как основы автоматизации всех типов производств.
5. Автоматизация вспомогательных процессов (загрузки-выгрузки заготовок, контроля, транспортировка и т.п.).
6. Автоматизация управления технологическим и производственным процессами на базе современной информационно-управляющих систем и компьютерной техники.
Под механизацией производства понимают применение энергии неживой природы в производственных процессах или их частях, управляемых человеком для тех же целей. Таким образом, различие между этими понятиями заключается в субъекте управления производственным процессом.
Качественную оценку механизации и автоматизации производят по виду, степени внедрения и категории.
Особенности технологии при использовании оборудования с ЧПУ. Наибольшее влияние на характер подготовки производства, в частности технологической подготовки, оказали широкое внедрение станков с ЧПУ, комплексная автоматизация производства, применение автоматизированных и автоматических линий. Появление их в составе производств обусловило возникновение специфических особенностей технологии. Применительно к станку с ЧПУ эти особенности следующие.Прежде всего, необходимо соблюдать специальные требования к оформлению чертежа. Сверление и расточные операции должны выполняться укороченными жесткими сверлами и короткими борштангами. Это обусловливает ограничение длины растачиваемых отверстий. При расточке соосных отверстий в противоположных стенках детали их обработка производится с поворотом стола с деталью на 180°.
При обработке на станках с ЧПУ кондукторные плиты и кондукторные втулки не применяют. Подрезание внутренних торцов отверстий и растачивание внутренних канавок в отверстиях можно выполнять оправками с радиальной подачей резцов; подрезание наружных торцов - облицовочными зенкерами. Для фрезерных операций используются торцевые, концевые, Т-образные, угловые, фасонные и дисковые фрезы, для которых с целью повышения жесткости и точности обработки предъявляются ограничения по весу и размерам.
Для лучшего использования дорогостоящих станков с ЧПУ необходимо подбирать группы деталей с одинаковыми конструктивными элементами. Кроме того, обработка на станках с ЧПУ проектируется по методу дифференциации операции с обеспечением последовательности обработки соответствующих поверхностей. Особенностью данной технологии является также то, что при обработке на обрабатывающих центрах с ЧПУ достигается значительная экономия вспомогательного времени, причем она наиболее существенна для случаев максимально усложненных операций обработки с минимальным числом холостых ходов на замену инструмента. На станках с ЧПУ категорически запрещается производить черновые обдирочные операции со снятием больших припусков, что связано с потерей точности оборудования. Разрешается при необходимости большой припуск удалять за несколько проходов.
АВТОМАТИЧЕСКИЕ ЛИНИИ
Автоматическая линия - это система автоматически действующих станков, связанных транспортирующими средствами и имеющая единое управляющее устройство. Часто линии изготовляют для обработки вполне определенных деталей, например картеров коробок скоростей автомобиля. Однако если конструкция детали изменится, данная линия окажется непригодной для дальнейшего использования. Чтобы этого не случилось, используют принцип агрегатирования. При этом линию компонуют из стандартизованных элементов. Новая конструкция обрабатываемой детали приведет к новой компоновке линии из элементов, использованных ранее. Стандартизованными являются столы, шпиндельные силовые головки, кронштейны, приводы перемещений основных органов станков, управляющая аппаратура и др. Стоимость и сроки создания новых компоновок существенно сокращаются.
В состав автоматической линии для механической обработки заготовок определенного вида входят следующие оборудование и устройства.
1. Металлорежущие станки - автоматы и агрегаты для выполнения технологических операций.
2. Механизмы для закрепления заготовок на рабочих позициях и их возможного поворота.
3. Устройства для транспортирования заготовок от станка к станку, удаления стружки и др.
4. Приборы и аппаратура для контроля и сортировки деталей, а также для управления.
Автоматические линии можно разделить на синхронные и несинхронные. В синхронных линиях заготовки передаются непосредственно от одного станка к другому с помощью транспортного устройства. Это устройство перемещает одновременно все заготовки. Станки в линии устанавливают так, чтобы можно было одновременно обрабатывать заготовки с двух сторон. Поворотный стол позволяет последовательно поворачивать заготовки на 90° для того, чтобы на втором участке линии обрабатывать другие стороны.
В несинхронных линиях используют магазины-накопители. Их устанавливают между отдельными участками станков. Если, например, участок 2 вышел из строя, то участок 3 продолжает работать, потребляя заготовки из накопителя. В свою очередь, продолжает работать и участок 1. Заготовки, обработанные на станках, поступают в накопитель. Такие линии более производительны, так как простои их значительно сокращены.
Чтобы можно было расширить технологические возможности линии и изготовлять на них детали, схожие по форме и размерам, линия должна быть переналаживаемой. Управление работой линии может осуществляться с помощью системы ЧПУ. Автоматические линии могут управляться непосредственно ЭВМ, которые обеспечивают более широкий круг выполняемых работ, нежели в линиях, описанных выше.
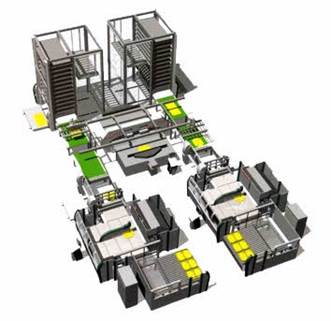
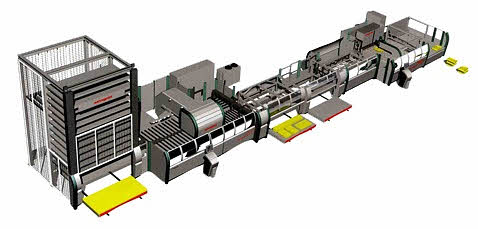
Автоматические линии обладают высокой производительностью. Появились комплексы, на которых обработка заготовок осуществляется при их непрерывном движении от начала до конца линии. По своей сущности такие автоматические системы наиболее совершенны.
Современные атоматические линии