




Раздел 2. Основы технологического проектирования
Лекция 2. Выбор и обоснование наиболее современных технологических процессов комплексной переработки рыбы на базе механизированного и автоматизированного технологического оборудования
Выбор технологических схем. Общие требования. Особенности проектирования судовых технологических линий. Технологическая часть проекта разрабатывается после того, как на этапе предпроектных работ установлен ассортимент продукции и производительность предприятия, а также утверждено задание на проектирование и подписан договор (контракт).
Схемы технологического процесса выбирают на основе утвержденных производственных инструкций с учетом литературных данных, проверенных опытом, а также достижений современных предприятий и научно-исследовательских организаций. При проектировании надо учитывать тот факт, что применяемое оборудование влияет на структуру технологических схем почти в такой же мере, как и технологические схемы на подбор оборудования, так как при работе основного технологического оборудования обработка продукта в нем происходит уже по определенной технологии. Поэтому анализ технологических схем рекомендуется производить с учетом механизации основных технологически операций.
При выборе технологических схем предпочтение должно отдаваться вариантному проектированию, при котором сравниваются две – четыре технологические схемы по определенным технико-экономическим критериям и выбирается наиболее оптимальная. Например, параллельно разрабатываются две технологические схемы и подбирается оборудование для механизации технологических операций. Затем одинаковые операции с однотипным оборудованием исключаются из рассмотрения. При выборе технологических схем можно рекомендовать следующие общие требования (технико-экономические критерии) их оценки.
1. Технологическая схема должна обеспечивать высокое качество продукции.
2. Расход сырья или мороженого полуфабриката должен быть минимальным.
3. Для высокопроизводительных линий предпочтение отдается непрерывной технологической схеме, а для небольших производств — периодической (прерывной).
4. Технологическая схема должна позволять максимально автоматизировать и механизировать производство, при этом должна быть по возможности простой, не требующей сложного аппаратурного оформления.
5. Технологическая схема должна обеспечивать минимальные затраты электроэнергии, пара, воды, холода, а также рабочей силы.
6. Недопустимы схемы, включающие трудоемкие и физически тяжелые работы, а также схемы, требующие наличия значительных производственных площадей.
7. Технологические схемы по возможности должны быть малооперационными.
8. Предпочтительно применение в технологических схемах трудосберегающих продуктов.
Рассмотрим и сравним две технологические схемы по производству пресервов «Сельдь филе-кусочки в различных соусах и заливках».
1-я технологическая схема
1. Размораживание и посол.
2. Выравнивание и мойка.
3. Разделка на тушку.
4. Разделка на филе.
5. Снятие кожи. Ополаскивание.
6. Порционирование, фасование.
7. Дозирование специй и бензоата натрия.
8. Заливка соусом или маслом с предварительной подготовкой соуса или масла.
9. Маркировка крышек и герметизация банок.
10. Мойка и сушка банок.
11. Укладка банок в ящики.
12. Этикетирование.
13. Штабелирование.
2-я технологическая схема
1. Размораживание.
2. Разделка на филе обесшкуренное. Ополаскивание.
3. Посол (тузлучный), ополаскивание.
4. Порционирование и фасование.
5. Дозировка специй и бензоата натрия.
6. Заливка соусом или маслом с предварительной подготовкой соуса или масла.
7. Маркировка крышек и герметизация банок.
8. Мойка и сушка банок.
9. Укладка банок в ящики.
10. Этикетирование.
11. Штабелирование.
Предположим, что производительность линии по выпуску пресервов не менее 45 учетных банок в минуту. Это достаточно большая производительность, и желательна механизация всех основных технологических операций.
Операции 6-13 первой схемы аналогичны операциям 4-11 второй схемы, поэтому их из анализа исключаем.
Для размораживания и посола, выравнивания и мойки (1-я технологическая схема) можно применять механизированную линию для посола в пульсирующих тузлуках Н10-ИЛП 4. Продолжительность совмещенного размораживания и посола может достигать 3 суток и более. Рыба в процессе посола длительное время находится в беспорядочном положении и может быть деформирована (изогнута и т. п.). При укреплении консистенции по мере просаливания рыба сохраняет деформированность, и применять для разделки такой рыбы разделочные комплексы с автоматической загрузкой нецелесообразно из-за снижения качества разделки. Поэтому разделку на филе обесшкуренное следует вести последовательно, на трех машинах с ручной загрузкой.
Для размораживания (2-я технологическая линия) применим дефростер Н2-ИТА-112М, в котором рыба на выходе из дефростера одновременно подвергается ополаскиванию водой. Для разделки рыбы на филе обесшкуренное можно применить разделочный комплекс с автоматической загрузкой, например VMK. Посол филе можно осуществить в механизированных ваннах тузлучного посла (ПМ-1 конструкции МВИМУ и др.). Посол длится не более 40 мин.
Подобрав оборудование и рассчитав основные технико-экономические показатели на выбранных для анализа операциях, можно заключить, что реализация проекта по второй технологической схеме по сравнению с первой позволит более чем в 1,5 раза снизить расход электроэнергии, более чем в два раза уменьшить расход воды и занимаемую оборудованием полезную площадь. Качество продукции после двухнедельного созревания в холодильной камере по данным двум схемам будет примерно одинаковое.
Расход соли при реализации проекта по второй технологической схеме ниже в 1,5-2,0 раза, а численность обслуживающего персонала уменьшится на 6 чел. Однако разделочный комплекс VMK стоит гораздо дороже, чем отечественное оборудование. При ограниченных финансовых возможностях его можно заменить на аналогичное оборудование отечественного производства. В этом случае, вероятнее всего, загрузку рыбы придется вести вручную из-за ненадежности отечественных загрузочных устройств или применять разделку рыбы на трех машинах, как принято в первой технологической схеме. Следует заметить, что, даже применив разделку рыбы последовательно на трех машинах, преимущества 2-й технологической схемы очевидны, хотя количество технологических операций будет равно таковым в 1-й схеме. Следует обратить внимание на следующий момент, что если после машинного разделывания из отходов извлекают остатки мяса, например путем машинного разделения мяса от костей или из отходов получают гидролизаты и другие продукты, то машинная разделка экономически выгодна.
Если отходы в дальнейшем в лучшем случае направляются на корм животным, а в худшем — утилизируются, то целесообразнее ручная разделка. В любом случае при решении вопроса о механизации той или иной технологической операции надо исходить из экономической целесообразности. Механизацию и автоматизацию ради их самих делать не следует.
Обычно технологические схемы в проектах представляют в машинно-аппаратурном виде и называют их машинно-аппаратурными технологическими схемами [7].
В этом случае наряду с технологическими операциями наносят на схему машины, аппараты, транспортные устройства, а также режимные параметры технологического процесса и методы контроля на каждую из операций.
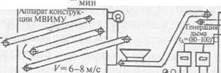
На рис. 2.1 представлена машинно-аппаратурная схема технологического производства мойвы холодного копчения.
Размораживание (18±2)-С

Подсушивание ао г=(25±2)-С,т = 30
Приготовление тузлука
эо р=1,2г/см
Ополаскивание /=(18±2)°С ао
ПМ-1
Копчение г=(23±2ГСаоЛП
Аппарат конструкции МВИМУ
V= 6-8 м/с
Плотность дыма
0,18-0,25 Бэр
--J.J. JLJ. ' __
ИК-дымогенератор конструкции МГТУ

Герметизация
пакетов под Укладка в ящики
вакуумом а о и згикетирование
Га®1 Г-1 r-iao
Тт
Штабелирование о

Методы контроля: Q - органолептический; О ~ физический;
Ц - химический; Д - микробиологический
Рис. 2.1. Схема машинно-аппаратурная технологического производства мойвы холодного копчения
Основное технологическое оборудование — аппараты для подсушки и копчения, дымогенераторы, посольная машина позволяет выпускать до 3 т мойвы холодного копчения в сутки. Посол мойвы в посольной машине ПМ-1 осуществляется тузлучным способом, погружением рыбы в тузлук. Посольная машина обеспечивает равномерное просаливание слоя мойвы толщиной до 150 мм. Подсушивание и копчение мойвы осуществляется также в слое определенной толщины: при подсушивании слой рыбы должен составлять по высоте 1,5-2 рыбки; при копчении — 3- 4 рыбки. Качество рыбы в аппаратах подсушки и копчения обеспечивается определенными режимными параметрами: скорость воздуха или дымовоздушной смеси должна быть не менее (6 м/с, а оптическая плотность дымовоздушной смеси не менее 0,18 Бэр. Дымогенератор с использованием энергии инфракрасного излучения генерирует дым при температуре пиролиза древесины менее 400 °С. При этих температурах в дыме практически отсутствуют такие вредные вещества, как нитрозосоединения и бенз(а)пирены. Линия высокомеханизирована и малооперационна.
Особенности проектирования судовых технологических линий прежде всего определяются автономностью судна в рейсе, ограниченностью производственных площадей и энергоресурсов, высокой стоимостью топлива и другими причинами.
Если в 80-90-х годах прошлого века топливо для судов стоило сравнительно дешево, то крупнотоннажными судами могли ловить рыбу в различных районах Мирового океана. Также фабрики оборудовались линиями по выпуску не только мороженой рыбы различной степени разделки, муки и жира, но и выпускали соленую рыбу, пресервы, натуральные или бланшированные консервы. Для перевозки продукции из районов промысла использовали рефрижераторные суда, специально предназначенные для этих целей. В 90-х годах из-за высокой стоимости топлива крупнотоннажные суда используются слабо, и если используются, то только для выпуска мороженой продукции, муки и жира. Однако следует отметить, что в последние год-два в политике государства по рыбохозяйственному комплексу наметилась тенденция возврата ряда районов промысла (Канадская зона, у берегов Юго-Восточной Африки и т. п.). Вероятно, опять будет выгодно использовать крупнотоннажные суда, способные выпускать широкий ассортимент рыбной продукции, часть которой может быть реализована в этих же странах, у берегов которых ведется промысел.
При проектировании судовых рыбофабрик вначале устанавливается район лова и определяется видовой состав рыб, обитающих в этих водах. В зависимости от установленных квот на вылов тех или иных видов рыб выбирают ассортимент продукции и производительность будущих линий. Например, на судах типа РСТ, «Севрыба-1», «Севрыба-2» при выпуске мороженой продукции, разделанной, например, на филе, отсутствует возможность переработки отходов на муку и жир. Однако на средних и крупных рыболовных траулерах могут выпускаться и эти виды продукции.
Таким образом, для небольших судов рекомендуется выпуск в основном мороженой продукции различной степени разделки. ) для этих судов можно предусмотреть также компактные участки но выпуску либо полуфабриката медицинского жира, либо консервов из печени некоторых видов рыб, например трески и т. п. Для средних и крупных рыболовных траулеров определяют экономическую целесообразность еще и выпуска муки и жира. Выпуск же соленой рыбы, пресервов и консервов можно рассматрпвать преимущественно для отдаленных районов лова, если имеется экономическая целесообразность и определенная емкость рынка в тех странах, у берегов которых происходит лов рыбы.
Некоторые небольшие суда, которые ловят рыбу сравнительно недалеко от какого-нибудь порта, специализируются на производстве, например, только охлажденной рыбы. Другие суда, при наличии постоянного контракта на поставку рыбопродук ции, могут специализироваться на выпуске соленой рыбы, например соленого полуфабриката для производства клипфиска из трески. Проектируют также водоналивные суда для лова и доставки в порт в короткое время больших объемов рыбы, например мойвы и т. п.
После выбора ассортимента продукции и производительности по каждому отдельному виду продукции проводят выбор технологической схемы, осуществляют продуктовые расчеты и подбор оборудования. В процессе выбора оборудования может корректироваться и технологическая схема производства.
Например, судно специализируется на лове креветки и надо получить мороженое мясо креветок. Для разделки креветки можно использовать машины норвежской фирмы «Vega-vekt». Машина «Pandulus-200» разделывает северную и другие виды креветок любой формы. Однако перед разделкой креветку необходимо бланшировать. Японская фирма «Нитиро ГеГе» разработала дробеструйную разделочную машину, в которой панцирь разрушается в результате соударений быстрозамороженного криля с различными дробящими компонентами в камере с низкими температурами. То есть перед разделкой криля в машине этой фирмы его надо заморозить поштучно. Снятие панциря с креветок можно осуществить вибрационным методом на машинах компании «Кедо Хогей» после предварительной варки и замораживания сырья. Если применять роликовые очистительные машины фирм «Ниссун», «Тайе ГеГе», то панцирь можно удалить и с сырого сырья.
Мурманский траловый флот при переоборудовании крупных судов на вылов и замораживание сельди предусмотрел в проектах выгрузку сельди из тралов центробежным насосом, а для замораживания применил вертикальные плиточные аппараты, в которых массу дозы рыбы на замораживание определяют по заполнению объема между двумя соседними плитами, что значительно упростило технологию производства больших объемов мороженой рыбы. С другой стороны, применение скороморозильных аппаратов с вертикальными иторизонтальными плитами и контактным способом замораживания по сравнению с аппаратами с воздушным замораживанием позволяет получить более качественную продукцию.
В отличие от размещения оборудования в цехах береговых предприятий, на рыбофабриках судов последние размещают более компактно, применяя минимально допустимые размеры между отдельными единицами оборудования и в проходах. Приемы и методы проектирования судовых рыбофабрик в основном аналогичны таковым при проектировании береговых предприятий.
Однако следует помнить, что продолжительность пребывания судна в рейсе в основном определяется объемами трюмов, в то время как береговое предприятие может работать непрерывно в течение года, если есть сбыт продукции. После определения всех энергетических затрат на производство и сравнения их с энергетическими возможностями судна и расстановкой оборудования на рыбофабрике проводят расчеты на остойчивость судна.
Методы технологических расчетов и аппаратурного оформления технологических процессов
2. Расчет сырья, готовой продукции, основных и вспомогательных материалов
Продуктовые расчеты выполняются отдельно по каждому виду продукции по всей технологической схеме.
При проектировании рыбоперерабатывающих предприятий применяются два метода продуктовых расчетов:
— количественный;
— метод материальных балансов.
Первым методом составляются продуктовые расчеты для большинства способов обработки водного сырья (консервирование, копчение, обработка холодом, посол, сушка).
Второй метод используется для расчета производства кормовой муки и технического жира из рыбных отходов и непищевой рыбы, для клееварочного производства, производства гидролизатов студнеобразующих веществ и водорослей и др.

