




‘ункционирование систем непосредственным образом зависит от технического обслуживани€ и ремонта этих систем. ѕо этой причине очень важно разработать график технического обслуживани€ и контрол€ работы как технологических систем, так и систем безопасности, в который входит выполнение следующих задач:
а) проверка условий работы систем безопасности, как в испытательных помещени€х, так и на рабочих местах;
б) проверка исправности оборудовани€ в системах безопасности на рабочих местах, например, путем визуального осмотра или дистанционного контрол€;
в) мониторинг питающих устройств в системах безопасности (при подаче электрического тока, пара, охладител€, сжатого воздуха и т.п.)
г) разработка графика технического обслуживани€ и соответствующей документации с указанием различных интервалов техобслуживани€ и типов производ€щихс€ работ.
роме того, в этих графиках могут указыватьс€ необходимые квалификации и уровень профессиональных навыков персонала дл€ выполнени€ конкретного вида работ.
–емонтные работы из-за их низкого качества могут быть одной из причин возникновени€ опасностей. ѕоэтому должны быть разработаны подробные инструкции по проведению ремонтов. ¬ них должны входить квалификационные требовани€ к обслуживающему персоналу, а также требовани€ контрол€ этих работ. ¬ св€зи с особой важностью этих требований администраци€ может разрабатывать собственные стандарты на ремонтные работы, иногда с более жесткими требовани€ми, чем в государственных стандартах.
Ќеобходимо разработать план инспекций и испытаний промышленных систем, график проведени€ которых должен строго соблюдатьс€. »нспекторской проверке должен быть подвергнут инженерный и административный контроль за опасност€ми.
»нспекции и испытание следует выполн€ть применительно к следующему оборудованию процесса:
- сосудам высокого давлени€ и резервуарам транспортировки (если это транспорт предпри€ти€) и хранени€;
- системам трубопроводов, включа€ компоненты трубопроводов, такие как запорна€ арматура, фланцы и пр.;
- системам и устройствам сброса давлени€ и регулировани€ вентил€ции;
- системам аварийного отключени€;
- системам управлени€, включа€ устройства слежени€, датчики, аварийную сигнализацию и устройства блокировки;
- насосам;
- компрессорам и воздухосборникам при них.
»нспекторской проверке должны быть подвергнуты протоколы (журналы), регистрирующие обучение и инструктаж персонала, эксплуатирующего оборудование, инструкции по технической эксплуатации и обслуживанию, ремонтным работам, действи€м персонала в нештатных ситуаци€х на предмет вы€влени€ соответстви€ и полноты указанных меропри€тий цел€м безопасности и требовани€м стандартов по обеспечению целостности оборудовани€ процесса.
ƒл€ подтверждени€ того, что оборудование установлено правильно и в соответствии со спецификаци€ми проекта и инструкци€ми завода-изготовител€, что системы подход€т дл€ процесса, должны быть выполнены соответствующие проверки и инспекции. Ёто положение касаетс€ также установлени€ пригодности материалов, используемых дл€ технического обслуживани€, запасных частей и приспособлений, примен€емых при ремонтных работах.
|
|
|
»нструкции инспекций и испытаний должны следовать общеприн€той инженерной практике и проводитьс€ с периодичностью, рекомендованной изготовителем, а при необходимости (устанавливаетс€ по предшествующему опыту эксплуатации), и чаще.
–уководство предпри€ти€ должно документировать каждую инспекцию или испытание, которое было выполнено на оборудовании технологических процессов. ƒокументаци€ должна содержать дату инспекции или испытани€, фамилию лица, которое провело инспекцию или испытание, серийный номер или другой идентификатор оборудовани€, на котором инструкци€ или испытание было проведено, описание выполненной инспекции или испытани€, ее (его) результаты.
“ехнический персонал предпри€ти€ должен устранить неисправности или перед дальнейшим использованием системы, или по плану-графику, если немедленно были предприн€ты необходимые меры дл€ обеспечени€ безопасности эксплуатации.
”правление изменени€ми в технологическом процессе
ѕеред тем как вносить какие-либо изменени€ в технологию процесса, в используемые системы, в другие объекты, которые вли€ют на технологический процесс, необходимо рассмотреть и оценить:
- техническую базу дл€ предлагаемого изменени€;
- вли€ние изменени€ на безопасность и здоровье работников предпри€ти€, населени€;
- экологическую безопасность;
- изменение эксплуатационных процедур;
- срок, необходимый дл€ реализации изменений;
- требовани€, дл€ предлагаемого изменени€.
ѕерсонал, вовлеченный в эксплуатацию систем и техническое обслуживание, должен до внесени€ изменений и пуска технологического процесса быть проинформирован об изменени€х, и пройти соответствующее обучение.
≈сли изменение затрагивает информацию и инструкции по безопасности процесса и эксплуатации систем, то они должны быть соответствующим образом откорректированы.
ќбучение
Ќесмотр€ на то, что в обеспечении безопасности важное место занимает технические средства, без участи€ человека никакое производство вообще работать не будет. ѕоскольку на уровень безопасности люди могут оказывать как позитивное, так и негативное вли€ние, крайне необходимо снизить последнее и вс€чески поддержать первое. ќбе цели могут быть достигнуты путем правильного подбора и первичного обучени€ персонала, в которое должна быть включена информаци€:
- об опасност€х, св€занных с производственными процессами и используемыми веществами, и уровн€х риска;
- инструкци€х, необходимых при работе;
- о возможных услови€х работы, включа€ процедуры включени€ и выключени€ промышленной установки;
- о рекомендуемом поведении людей при нарушении режимов работы системы, аварии или несчастных случа€х;
- о несчастных случа€х и ситуаци€х, близких к аварийным, на других аналогичных производствах.
ѕовторное обучение должно проводитьс€, по крайней мере, каждые три года (или чаще, по мере необходимости) дл€ каждого работника, включенного в эксплуатацию технических систем, дл€ подтверждени€ того, что работник понимает и твердо придерживаетс€ действующих эксплуатационных инструкций. –уководитель должен определить во врем€ консультаций с работниками, вовлеченными в эксплуатацию процесса, периодичность повторного обучени€.
–уководителю необходимо удостоверитьс€, что каждый работник, вовлеченный в процесс, получил и усвоил требуемое обучение. –езультаты обучени€ и аттестации персонала должны быть оформлены соответствующим образом.
|
|
|
ƒ»ј√Ќќ—“» ј Ќј–”Ў≈Ќ»… » ј¬ј–»…Ќџ’ —»“”ј÷»… ¬ “≈’Ќ»„≈— »’ —»—“≈ћј’
ќпределение технического состо€ни€ системы в ходе эксплуатации или после ремонта называют техническим диагностированием. — помощью технической диагностики предсказывают возможные отклонени€ в режимах работы и состо€ни€х машин, аппаратов и устройств, а также разрабатывают методы и средства обнаружени€ и локализации неисправностей в системах. –азличным нарушени€м системы соответствуют определенные технические состо€ни€. “ехническим состо€нием называют совокупность свойств системы, подверженных изменени€м в процессе ее производства или эксплуатации. Ёти свойства характеризуютс€ признаками (требовани€ми, параметрами), устанавливаемыми нормативно-технической документацией на систему. ¬ведение переменной состо€ни€ функционировани€ h позвол€ет каждому значению h ставить в соответствие определенное техническое состо€ние.
—овокупность средств, правил и алгоритмов диагностировани€ образует систему технического диагностировани€ (—“ƒ).
ќсновные задачи диагностировани€ при проектировании - проверка соответстви€ разработанной системы исходному заданию на проектирование и обеспечение наилучшего режима и высокого качества диагностики системы на последующих этапах на предмет установлени€ возможных отказов. ќдновременно с проектированием системы создают —“ƒ. “ак как значительна€ дол€ аварий св€зана с ошибками при проектировании, а стоимость каждой пропущенной ошибки исключительно велика, то диагностированию необходимо удел€ть большое внимание.
ѕри изготовлении, монтаже и пуске систем техническое диагностирование - неотъемлема€ часть выполн€емых работ. ќсновна€ цель диагностировани€ на этих этапах - проверка работоспособности; возможны два технических состо€ни€ системы: работоспособное (hо) и неработоспособное. ѕри ремонте с помощью диагностики можно вы€вить, содержит ли система дефектные элементы, действительно ли устранены все неисправности. јлгоритмы технического диагностировани€ должны обеспечивать требуемую достоверность результатов определени€ состо€ни€ системы.
ѕри эксплуатации системы с помощью технического диагностировани€ определ€ют состо€ние функционировани€ (допустимое, предаварийное, аварийное), осуществл€ют поиск неисправности. „исло состо€ний, различаемых в результате поиска неисправности, определ€етс€ глубиной поиска дефекта и требуемой достоверностью результатов диагностировани€. √лубина поиска задаетс€ указанием элементов системы, с точностью, до которых определ€ют место неисправности. ƒостоверность результатов диагностировани€ - степень соответстви€ состо€ни€, оцененного по этим результатам, истинному состо€нию системы. оличественно достоверность характеризуетс€ веро€тностью совпадени€ оцененного и истинного состо€ний.
–езультаты диагноза используют при прогнозе развити€ событий и поиске причин отказов, аварий и т.п. ¬ первом случае предсказывают (прогнозируют) состо€ние системы, в котором она может оказатьс€ в некоторый будущий момент времени. Ќапример, реактор в насто€щий момент находитс€ в предаварийном состо€нии; определ€ютс€ его возможные переходы в другие состо€ни€, и в первую очередь в аварийные. ¬о втором случае восстанавливают состо€ние, в котором система находилась в некоторый предшествующий момент времени. Ёто особенно важно при расследовании аварий, вы€влении причин их возникновени€. ќпределение состо€ний, предшествующих аварии, а следовательно, и первопричины ее возникновени€, исключительно важно дл€ недопущени€ подобных аварий в будущем и на аналогичных системах.
лассификаци€ методов технического диагностировани€ при эксплуатации системы и в нерабочем состо€нии показана на рис. 9.7.1.

–ис. 9.7.1. ћетоды, технического диагнoстировани€
ѕри эксплуатации технических систем наиболее распространено функциональное и тестовое диагностирование (рис. 9.7.1).
¬ первом случае состо€ние системы определ€ют по результатам текущего контрол€ за входными х и выходными у переменными. ¬о втором случае на систему подают специальные тестовые воздействи€ хт.
|
|
|

–ис. 9.7.1. —труктурные схемы диагностировани€: а - функционального; б - тестового
ƒл€ технологического оборудовани€ производств используют в основном функциональное диагностирование, дл€ автоматических устройств контрол€, управлени€ и защиты примен€ют оба вида диагностировани€, вычислительные средства, программное обеспечение провер€ют с помощью тестов. ѕри тестовом контроле на вход провер€емого устройства подаютс€ специально подобранные совокупности входных воздействий (провер€ющие тесты). ѕолученную на выходе реакцию сравнивают с эталонной. ≈сли они совпадают, то устройство на момент контрол€ находитс€ в работоспособном состо€нии. ¬ противном случае устройство неисправно, и подаютс€ диагностические тесты дл€ установлени€ места, причины и вида неисправности. –азработаны специальные методы построени€ оптимальных тестов, позвол€ющих за минимальное врем€ провер€ть работоспособность устройства в целом, а также алгоритмы автоматического решени€ задач синтеза провер€ющих и диагностических тестов. “есты разрабатывают одновременно с проектированием объекта.
–оль технической диагностики возрастает с увеличением мощности и сложности систем, дл€ которых интуитивные методы и ручные способы определени€ состо€ний непригодны. «адачи диагностики сложных систем решают с использованием Ё¬ћ в рамках ј—”“ѕ или автоматизированных систем диагностики (ј—ƒ).
Ќапример, применительно к химико-технологическому комплексу ј—ƒ выполн€ет следующие функции:
- определение текущего состо€ни€ работоспособности, обнаружение предаварийных и аварийных состо€ний;
- локализаци€ неисправностей до уровн€ отдельных аппаратов, элементов систем контрол€, управлени€ и защиты;
- регистраци€ моментов обнаружени€ неисправностей и их устранени€;
- прогнозирование значений переменных химико-технологических процессов в различных состо€ни€х работоспособности;
- прогнозирование предельного значени€ времени восстановлени€ работоспособности системы;
- регистраци€ фактического времени восстановлени€ работоспособного состо€ни€;
- отображение оперативной информации о неисправност€х на экране диспле€ оператора;
- запись, накопление и хранение на магнитных дисках информации о неисправност€х;
- выдача накопленной информации о неисправност€х системы.
ј—ƒ, с помощью которой решают данные задачи, может быть реализована, например, на Ё¬ћ. Ќа основе ј—ƒ строитс€ автоматизированна€ система обеспечени€ безаварийности. —хема ј—ƒ приведена на рис. 9.3. ƒанна€ система осуществл€ет текущий контроль входных х, выходных у, переменных и параметров ј объекта химической технологии.
ѕосле преобразовани€ сигналов от датчиков в унифицированную форму (блок 2) значени€ x(t), y(t),A(t) сопоставл€ют с допустимыми дл€ нормальной работы (блок 4), т.е. провер€ют выполнение условий x(t) ’доп, y(t) Yдоп, A(t) јдоп, где ’доп, Yдоп, јдоп - области допустимых значений соответственно х, y, ј. ≈сли какое-либо условие не выполн€етс€, то в блоке 5 принимаетс€ решение о выдаче сигнала тревоги S(х, у, ј), а также выработке корректирующих воздействий управл€ющими устройствами (блок 11). ¬ блоке 10 по данным о x(t), y(t), а иногда и отдельных значений h(t), оценивают вектор фазовых координат z(t) и переменную состо€ни€ функционировани€ h(t). «начени€ z(t) и h(t) сопоставл€ют с допустимыми (блок 9), т.е. провер€ют услови€ z(t) Zдоп, h(t) Ќд. ¬ блоке 5 анализируетс€ текущее состо€ние системы в случае опасности и выдаетс€ сигнал предупреждени€ Sп(z, h) или тревоги, S(z, h) блоком 3. Ѕлоком 7 производитс€ диагностика имеющихс€ нарушений, а блоком 6 - проверка работоспособности системы обеспечени€ безаварийности с помощью специальных тестов.
|
|
|
¬ажное место в автоматизированных системах диагностики (ј—ƒ) занимают приборы дл€ контрол€ физико-химических параметров веществ, прежде всего газоанализаторы, анализаторы жидкостей и создаваемые на их основе сигнализаторы.

–ис. 9.7.2. —хема автоматизированной системы диагностики: 1 - объект; 2 - первичные преобразующие и обрабатывающие устройства; 3 - сигнал тревоги; 4 - сопоставление с интервалами, допустимыми дл€ нормальной работы; 5 - анализ и прин€тие решени€; 6 - проверка работоспособности системы; 7 - диагностика нарушени€; 8 - сигнал о нарушении; 9 - сопоставление с интервалом Zдоп и подмножествами состо€ний Ќд, Hпа, Ha; 10 - оценка переменных состо€ни€ z, h; 11 - коррекци€ управл€ющих воздействий
Ќапример, сигнализатор наличи€ горючих газов в воздухе калибруют на один из газов (метан, циклогексан, пропан, этиловый спирт, дивинил, метиловый спирт, бензол, этилацетат, пропилен, стирол и др.). ќн автоматически включаетс€ при наличии в воздухе 20% газов от нижнего предела взрывоопасной концентрации. ¬ газоанализаторе - сигнализаторе взрывоопасных концентраций типа —¬ сигнализаци€ включаетс€ при наличии в воздухе 10, 20, 40 и 60% газов от нижнего предела взрываемости.
Ўироко примен€ют на химических предпри€ти€х физические методы неразрушающего контрол€ технического состо€ни€ различных машин и аппаратов: контроль вибраций и акустического шума, тепловой, оптический, радиационный, ультразвуковой, магнитографический, рентгенографический и другие методы.
јнализ вибрации машин и аппаратов позвол€ет получить важную информацию о процессах в различных механических устройствах, св€занных с вращением, качением, скольжением, движением жидкостей, газов, сыпучих материалов и т.д. ¬ насто€щее врем€ разработаны датчики вибраций, методы и устройства получени€ частотного спектра - виброграмм. —хема системы контрол€ вибраций приведена на рис. 9.7.3,а. –асположение дискретных частот виброграммы и их амплитуды позвол€ют определ€ть состо€ние работоспособности системы, обнаруживать зарождающиес€ отказы, св€занные, например, с износом. ’арактерный вид виброграмм дл€ различных состо€ний функционировани€ показан на рис. 9.7.3,б.
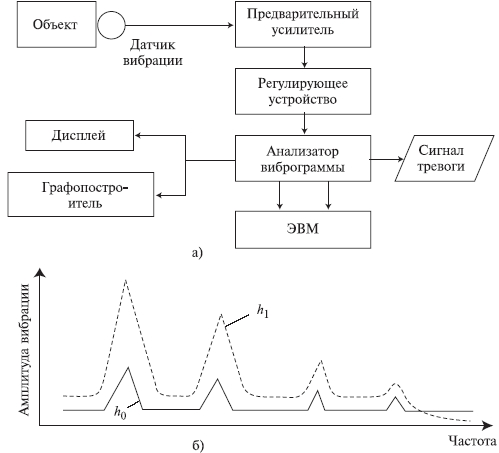
–ис. 9.7.3. —истема контрол€ вибраций машин и аппаратов: а - схема; б - виброграммы при различных состо€ни€х работоспособности
Ќарушени€ нормального функционировани€, как правило, увеличивают вибрацию (см. пунктирную линию на рис. 9.7.3,б дл€ состо€ни€ h1).
ћногим механическим узлам и устройствам систем химической технологии на виброграмме соответствуют определенные дискретные частоты. ƒл€ вращательного механизма, например двигател€, компрессора, насоса, вентил€тора, турбины, имеетс€ сери€ дискретных частот, кратных частоте вращени€ ротора. –азработан р€д критериев, позвол€ющих устанавливать допустимые уровни вибрации машин с механизмами вращени€, в качестве параметров в критери€х используютс€ пики величины вибраций и смещени€ пиков. ќсновные источники вибрации в данном случае деформаци€ или повреждение частей ротора, деформаци€ корпуса и основани€, эксцентриситет в подшипниках, повреждение подшипников и др. ¬ меньшей степени исследованы виброграммы механизмов с возвратно-поступательным движением и коробок зубчатых передач.
»звестны случаи проведени€ анализа вибраций стационарных аппаратов-теплообменников, дистилл€ционных и экстракционных колонн, абсорберов и др. ƒл€ оперативного диагностировани€ нарушений в системе изображение виброграммы выноситс€ на экран диспле€ системы контрол€ вибраций (см. рис. 9.7.3,а). ќдновременно информационные параметры сопоставл€ют с допустимыми пределами; в угрожающих случа€х подаетс€ сигнал тревоги.
ƒл€ диагностики и предотвращени€ нарушений в машинах и аппаратах широко используют измерение и анализ характеристик шумов, исход€щих от движущихс€ механизмов, потоков - трубопроводов и теплообменников. — помощью акустических методов вы€вл€ют следующие повреждени€: трещины в металлических корпусах аппаратов, стенках труб и соединени€х, ослабление креплени€, отложени€ на стенках и коррозию, течь в уплотнени€х, пропуск газов и др.
Ўумы аппаратов и машин характеризуют как общие свойства систем, так и свойства их частей. ѕроизводственный шум имеет широкий спектр сигнала, параметры его можно рассматривать как многомерный вектор. ќпыт применени€ акустических методов показывает, что в состо€нии нормального функционировани€ энерги€ шума в основном концентрируетс€ в области низких частот, а энерги€, соответствующа€ дефектам, располагаетс€ на более высоких частотах. Ёто обсто€тельство используют дл€ своевременного обнаружени€ зарождающихс€ нарушений.
аждому состо€нию работоспособности системы соответствует свой характерный спектр шума. «адача акустического диагностировани€ заключаетс€ в том, чтобы по зарегистрированному сигналу шума определить техническое состо€ние контролируемого объекта. Ќаиболее распространены два способа дл€ решени€ этой задачи. ѕервый способ основан на применении взаимных коррел€ционных функций, он предполагает предварительную запись в пам€ть диагностического устройства временных реализаций сигналов, соответствующих различным состо€ни€м работоспособности. ¬ момент контрол€ записываетс€ реализаци€ шумового сигнала, излучаемого системой. ƒанную реализацию используют дл€ расчета взаимных коррел€ционных функций с сигналами, хран€щимис€ в пам€ти системы контрол€. —читаетс€, что система находитс€ в состо€нии, которому соответствует максимальна€ взаимна€ коррел€ци€.
|
|
|
¬торой способ основан на сравнении статистических характеристик реализаций сигналов, например плотностей распределений, автокоррел€ционных функций, энергетических спектров. ¬ пам€ти хран€тс€ статистические характеристики, типовые дл€ возможных состо€ний функционировани€. ѕо реализации сигнала в момент контрол€ системы вычисл€ют текущую характеристику, которую сравнивают с типовыми. –ассчитываемые критерии близости (максимальное отклонение, среднее квадратическое отклонение и т.п.) используют дл€ характеристики технического состо€ни€ системы.
’орошие результаты получают с помощью метода акустической эмиссии. Ќа поверхности системы устанавливают комплект датчиков, которые регистрируют упругие колебани€ акустического диапазона, источниками колебаний €вл€ютс€ развивающиес€ макро- и микродефекты материала-конструкции, а также движение дислокаций. ѕо разности времени прихода импульсов акустической эмиссии к различным датчикам, суммарного числа импульсов, их интенсивности, характера амплитудного распределени€ сигналов определ€ют координаты расположени€ и степень опасности нарушени€ - источника акустической эмиссии. —пектральный анализ импульсов, коррел€ционные зависимости между сигналами от датчиков и размерами, конфигурацией и стадией развити€ макро- и микродефектов дл€ конкретных марок стали позвол€ют оценить техническое состо€ние конструкции системы, ее остаточный ресурс.
Ќедостаток большинства акустических методов - необходимость иметь в пам€ти системы контрол€ реализации сигналов или статистические характеристики сигналов всех состо€ний функционировани€. ѕри этом они должны быть получены на контролируемой системе, чтобы учесть его индивидуальные особенности.
јЋ√ќ–»“ћ ќЅ≈—ѕ≈„≈Ќ»я Ё —ѕЋ”ј“ј÷»ќЌЌќ… Ќјƒ≈∆Ќќ—“» “≈’Ќ»„≈— »’ —»—“≈ћ
¬ процессе обработки информации по анализу последствий принимают решение либо о немедленном устранении конструктивных недостатков, изменении практики эксплуатации или технического обслуживани€ систем (если причина отказа очевидна), либо о проведении необходимых исследований дл€ устранени€ причины отказа и последующего устранени€ слабого звена. ќкончательные изменени€ в технологическую документацию внос€т только после проверки прин€тых решений. ѕроцесс этот носит непрерывный характер, что позвол€ет посто€нно поддерживать и даже повышать необходимый уровень эксплуатационной надежности и безопасности оборудовани€. “аким образом, обеспечение эксплуатационной надежности и безопасности представл€ет собой замкнутый цикл последовательных операций, один из возможных вариантов которого [10] изображен на рис. 9.8.1.

–ис. 9.8.1. јлгоритм обеспечени€ эксплуатационной надежности и безопасности системы: 1 - конструкци€ оборудовани€; 2 - существующа€ практика эксплуатации; 3 - информаци€; 4 - средства получени€ информации; 5 - причины отказов; 6, 7 - сведени€ соответственно о расходе запасных частей и частоте их замены и о потер€х производства, вызванных просто€ми; 8 - данные результатов инспекций оборудовани€; 9 - сведени€ об изменени€х размеров, структуры и свойств материала деталей в процессе эксплуатации; 10 - другие сведени€; 11 - обработка информации; 12 - анализ причин отказов и вы€вление слабых мест; 13 - прин€тие решени€; 14 - решение о немедленном изменении конструкции, практики эксплуатации или технического обслуживани€ и ремонта оборудовани€; 15, 16, 17, 18 - изменение соответственно конструкции, материала детали или способа ее упрочнени€, практики эксплуатации, практики технического обслуживани€ и ремонта; 19 - проверка предложений в промышленной эксплуатации; 20 - данные промышленной эксплуатации после внесенных изменений; 21 - решение о проведении исследований; 22 - разработка методики исследований; 23 - результаты исследований; 24 - усовершенствование конструкции или практики эксплуатации оборудовани€ на основании исследований; 25 - обратна€ св€зь
“≈’Ќ»„≈— »≈ —»—“≈ћџ Ѕ≈«ќѕј—Ќќ—“»
Ќј«Ќј„≈Ќ»≈ » ѕ–»Ќ÷»ѕџ –јЅќ“џ «јў»“Ќџ’ —»—“≈ћ
”читыва€ мощности современных технических систем, технологических линий или отдельных агрегатов, сложность алгоритмов управлени€ ими, трудно ожидать от обслуживающего персонала безошибочной ориентации в каждой возможной аварийной ситуации и правильных оперативных действий, направленных на ликвидацию нарушений хода технологического процесса и предупреждение по€вл€ющихс€ опасностей. ¬ св€зи с этим в состав сложной и потенциально опасной технической системы, помимо подсистемы автоматического регулировани€, обеспечивающей при нормальном режиме работы поддержание параметров в заданных пределах, об€зательно входит система защиты и блокировки, призванна€ путем автоматического переключени€ и введени€ резервного оборудовани€, снижени€ мощности или останова агрегата предотвратить развитие аварии. “аким образом, защита примен€етс€ дл€ предотвращени€ повреждени€ и выхода из стро€ системы при возникновении аварийных режимов ее работы путем автоматического отключени€ (защита на отключение) или подачи сигналов (защита на сигнал). –азличают защиту, основанную на непосредственном контроле за режимами работы систем или их элементов, и защиту при косвенном контроле за режимом работы оборудовани€, например: по параметрам привода, в частности электродвигателей; по характеристикам вибрации системы и др. «ащита тесно св€зана с контролем и сигнализацией, например при изменении контролируемого параметра сначала может быть сформирован предупреждающий сигнал, а затем срабатывает защита.
≈сли промышленна€ система спроектирована так, что она может выдерживать все нагрузки, возникающие в процессе обычных или предполагаемых экстремальных условий работы, то задачей системы контрол€ производственных процессов должно быть обеспечение безопасной работы установки в заданных пределах. ƒл€ этого можно использовать такие системы, как ручное управление, автоматический контроль, системы автоматического выключени€, предохранительные устройства, системы аварийной сигнализации.
ќсновна€ иде€ безопасности производственного процесса заключаетс€ в том, чтобы надежно обеспечивать безопасные услови€ его работы. Ќа рис. 10.1.1 показано, как при помощи системы контрол€ переменные характеристики производственного процесса в случае нарушени€ нормального режима удерживаютс€ в безопасных пределах.
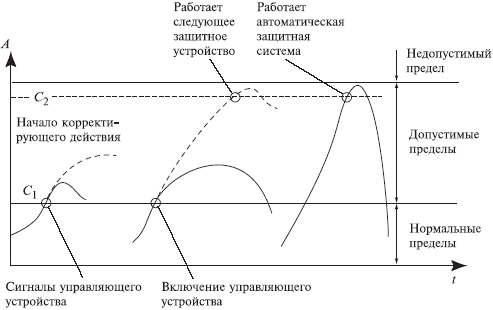
–ис. 10.1.1. —хема работы защитных устройств в системе тройного контрол€: A - переменные характеристики процесса; t - врем€
ѕеременными в контролируемом процессе могут быть температура, давление, скорость потока, соотношение некоторых компонентов смеси, скорость повышени€ температуры, понижени€ или повышени€ давлени€. —истемы тройного контрол€ или защиты действуют следующим образом.
ѕерва€ система. ак только переменные системы достигнут значени€, превышающего установленный предел (C1), это регистрируетс€ специальным сигналом на устройстве управлени€, после чего производитс€ коррекци€ (чаще всего оператором вручную). ≈сли этого действи€ не производитс€, и процесс при этом все же не создает опасных условий, включение следующей системы не происходит.
¬тора€ система. огда переменна€ величина показател€ процесса превышает предельное значение (C2), автоматически включаетс€ система контрол€, возвращающа€ эту переменную величину в диапазон еЄ нормальных значений. ≈сли этого сделать не удаетс€, переменна€ величина показател€ процесса может достичь таких значений, которые могут вызвать аварийную ситуацию.
¬ этом случае по€вл€етс€ необходимость применени€ других предохранительных устройств, например разрывных мембран или предохранительных клапанов, действующих по принципу сброса давлени€, сливных емкостей и охлаждающих устройств.
“реть€ система. ѕри отсутствии предохранительных устройств с упом€нутыми характеристиками в случае, когда переменна€ величина показател€ процесса достигает значений, при которых повышаетс€ веро€тность крупной аварии, становитс€ необходимым установка независимой защитной системы, автоматически включающейс€ при нарушени€х процесса, чреватых аварией.
ѕримером такой системы €вл€етс€ терморегул€ционное устройство, регистрирующее превышение оптимальной температуры в процессе химических реакций. ак только достигаетс€ критическа€ температура, система включает дополнительное охлаждение процесса и добавл€ет в химическую смесь вещество, останавливающее реакцию.
„тобы така€ система работала надежно, следует посто€нно следить за работой всех активных составных частей оборудовани€, т.е. насосов, компрессоров, вентил€торов, которые в нужный момент должны срабатывать так, чтобы можно было избежать аварии.
ƒл€ того чтобы работающий персонал мог полагатьс€ не только на автоматические системы защиты, последние должны использоватьс€ в сочетании с акустическими или световыми сигнальными устройствами. Ѕолее того, персонал должен быть хорошо обучен самосто€тельно распознавать различные режимы работы оборудовани€, а также отдавать себе отчет в важности систем контрол€.
Ќеобходимо помнить о том, что люба€ система контрол€ может не всегда правильно срабатывать в фазах включени€ и выключени€ производственного процесса. ѕоэтому этим фазам следует удел€ть особое внимание.
“»ѕќ¬џ≈ —“–” “”–џ » ѕ–»Ќ÷»ѕџ ‘”Ќ ÷»ќЌ»–ќ¬јЌ»я ј¬“ќћј“»„≈— »’ —»—“≈ћ «јў»“џ
ѕредставл€етс€ целесообразным рассмотреть типовые структуры автоматической системы защиты (ј—«) на примере использовани€ ее в химическом производстве. ¬ыбор примера химической технологии не случаен - именно дл€ них ј—« достаточно детально разработаны.
¬ нормальном режиме функционировани€ систем технологическим процессом управл€ет автоматическа€ система регулировани€ (ј—–). ƒл€ управлени€ в предаварийном режиме используетс€ автоматическа€ система защиты. ј—« €вл€етс€ составной частью системы управлени€ (—”) процессом и может использоватьс€ в двух режимах:
- ј—« непрерывно контролирует ход технологического процесса, но реагирует только на аварийные отключени€ регулируемого параметра;
- ј—« подключаетс€ к процессу только в момент возникновени€ аварийной ситуации как резерв ј—–.
ƒл€ ј—« объектов химической технологии характерно то, что подавл€ющее большинство мер защиты сводитс€ к разовым, но экстремальным по величине показател€м воздействи€ на защищаемый объект (или процесс). ѕри этом исходна€ информаци€ о процессе чаще всего носит €рко выраженный позиционный характер.
—труктурные схемы ј—« могут быть трех видов в зависимости от алгоритма защиты, определ€емого сложностью процесса и многообразием аварийных ситуаций, эффективностью, экономичностью, надежностью и т. д.:
- простейшие ј—«;
- ј—« с развитой логической частью;
- адаптивные ј—«.
¬ простейшем случае ј—« строитс€ так, что повышение (или снижение) параметра, по которому ведетс€ защита, до предельного значени€ вызывает управл€ющее исполнительное воздействие. ќдноканальна€ ј—«, настроенна€, например, на повышение допустимого значени€ контролируемого параметра, реализует простой алгоритм защиты. —труктурна€ схема простейшей ј—« представлена на рис. 10.2.1.

–ис. 10.2.1. —труктурна€ схема простейшей ј—«
—игналы от измерительных преобразователей (»ѕ) поступают на анализаторы параметров процесса, представл€ющие собой устройства сравнени€ (”—). ќдновременно с этим на анализаторы поступают допустимые значени€ параметров процесса от задающего устройства («”). ≈сли какой-нибудь параметр оказалс€ больше (или меньше) своего допустимого значени€, то с соответствующего анализатора поступает сигнал в узел управл€ющих воздействий (””¬), где происходит выбор управл€ющих (защитных) воздействий (”¬); сигналы с ””¬ поступают к объекту управлени€ через исполнительный механизм (»ћ). »сполнительных механизмов может быть несколько.
“аким образом, в анализаторах происходит сравнение текущих значений параметров с допускаемыми. –азличные параметры могут вызывать одинаковые и разные управл€ющие воздействи€. ”зел управл€ющих воздействий в основном реализует логическую функцию "»Ћ»", например, при синтезе диметилдиоксана из изобутилена и формальдегида падение давлени€ промышленной воды ниже определенного уровн€ вызывает нарушение температурного режима ректификационных колонн, дефлегматоры которых охлаждаютс€ промышленной водой. ѕоэтому система защиты, изображенна€ на рис 10.2.1, после сравнени€ текущего значени€ давлени€ воды с заданным в аварийном случае выдает сигнал на ””¬. ¬ результате срабатывают три исполнительных устройства: прекращаетс€ подача изобутилена; прекращаетс€ подача формальдегида и отсекаетс€ подача пара на кип€тильники колонн. —ледовательно, ј—« с простым алгоритмом защиты реализует задачу - остановить процесс при возникновении предаварийной ситуации.
—труктурна€ схема ј—« второго типа, реализующа€ сложный алгоритм, представлена на рис. 10.2.2.

–ис. 10.2.2. —труктурна€ схема ј—«, реализующей сложный алгоритм защиты
—труктурна€ схема адаптивной ј—« включает информационное устройство, состо€щее из измерительных преобразователей (»ѕ) и усилительно-преобразующих устройств (”ѕ”), управл€ющее логическое устройство ”Ћ” и блок исполнительных механизмов (»ћ). ќбъем блока »ћ зависит от числа параметров, воздействующих на процесс при наличии аварийной ситуации. ¬ функции ”Ћ” вход€т обработка информации от »Ћ по определенному алгоритму, результатом чего €вл€етс€ оценка степени развити€ аварийной ситуации, выбор вида защитного воздействи€, соответствующего данной степени развити€ аварийной ситуации и обеспечивающего безаварийность процесса, и выдача управл€ющего защитного воздействи€ на блок »ћ. ”Ћ” нар€ду с развитой логической частью включает в себ€ вычислительное устройство, в функции которого входит подготовка данных дл€ определени€ необходимости ввода защитного воздействи€ с учетом экстрапол€ции изменени€ параметров защиты, характеризующих развитие аварийной ситуации, и последствий ввода защитных воздействий.
¬ развитие вышесказанного формируетс€ обща€ задача оптимизации структуры ј—«. ¬ самом общем виде задачу выбора структуры и параметров ј—« потенциально опасных процессов можно описать в виде подлежащего минимизации функционала:
min S = min{S( )+M[
)+M[  ]},
]},
где m - вектор параметров технических устройств ј—« (например, точность и надежность вход€щих в ј—« измерительных преобразователей, надежность и быстродействие логических устройств и исполнительных механизмов и т.п.);
S() - приведенные к общим единицам измерени€ затраты на построение системы и ее эксплуатацию как функци€ от векторов параметров;
 - усредненна€ по множеству ћ функци€ от несовершенства параметров технических устройств ј—«, обозначаемых вектором ;
- усредненна€ по множеству ћ функци€ от несовершенства параметров технических устройств ј—«, обозначаемых вектором ;
ћ - область допустимых решений вектора .
ƒл€ случа€ построени€ ј—« дл€ потенциально опасных процессов ограничение области допустимых решений необходимо сформулировать прежде всего как обеспечение требуемой безаварийности:
Ô()=ñ,
где ‘() - функци€ критери€ безаварийности от параметров технических устройств ј—«;
с - требуемое значение критери€ безаварийности.
ј¬“ќћј“»„≈— јя »Ќ“≈ЋЋ≈ “”Ћ»«»–ќ¬јЌЌјя —»—“≈ћј «јў»“џ ќЅЏ≈ “ј » ”ѕ–ј¬Ћ≈Ќ»я ”–ќ¬Ќ≈ћ Ѕ≈«ќѕј—Ќќ—“»
¬ качестве системы защиты объекта и управлени€ уровнем безопасности производства (объекта) может быть использована автоматическа€ интеллектуализированна€ система. »нтеллектуализированна€ техника содержит в своем составе процессоры с соответствующим программным обеспечением. Ёти средства и системы построены по многоуровневому функциональному принципу и ув€заны в единый иерархический обоснованный комплекс управлени€ безопасностью объекта (например, химического производства).
«адачи, которые возлагаютс€ на интеллектуализированные системы, следующие: ѕерва€ задача св€зана с обеспечением нормального функционировани€. –ежим нормального функционировани€ процесса характеризуетс€ соответствием (в допустимых пределах) режимных параметров заданным значени€м, которые определ€ютс€ обычно услови€ми оптимального ведени€ процесса.
¬тора€ задача обусловлена необходимостью локализации аварийных ситуаций св€занных с нарушением технологического процесса. “реть€ задача - локализаци€ аварийной загазованности помещений по параметрам пожаровзрыво- или токсобезопасности за счет интенсификации вентил€ции или прекращени€ поступлени€ вредных (горючих) веществ в виде газов (паров) в окружающую атмосферу.
ќчевидно, что за каждой из поставленных задач закрепл€етс€ и некоторое системное обеспечение. ѕервую задачу решает система управлени€, вторую - система противоаварийной автоматической защиты и третью - система газового анализа. ажда€ из систем должна иметь свое программно-методическое обеспечение, алгоритмы контрол€ и управлени€ самым принципиальным вопросом €вл€етс€ степень агрегатировани€ технических средств. «десь можно сформулировать две крайние концепции: максимальна€ централизаци€ (синтез) или полна€ дезагрегатизаци€ (декомпозици€). ћаксимальна€ централизаци€ предусматривает единый процессор дл€ решени€ всех поставленных задач и максимальное совмещение средств контрол€ и управлени€. Ёто означает, что информаци€, поступающа€ с преобразователей, размещенных на объекте контрол€, обрабатываетс€ в центральном процессоре по единому алгоритму, имеющему блок аварийной остановки, который и выполн€ет функции системы противоаварийной защиты. »нформаци€ с канала контрол€ загазованности также обрабатываетс€ в центральном процессоре, который запускает по сформулированным принципам блок аварийной остановки вентил€ции. —труктура интелектуализированной системы, построенна€ по описанному принципу, приведена на рис. 10.3.1. ƒостоинством такой организации €вл€етс€ высокий коэффициент использовани€ процессора, который централизованно решает практически все интеллектуальные задачи, возникающие в процессе управлением производством. ¬месте с тем, централизованна€ схема имеет принципиальный недостаток: канал противоаварийной защиты оказываетс€ практически равнонадежным со системой управлени€. Ќа практике это означает, что системой противоаварийной защиты будут "пропускатьс€" 50 аварийных ситуаций из 100. «начительно уменьшить количество "пропусков" можно только в том случае, если подн€ть надежность системы противоаварийной защиты (ѕј«) на пор€док по отношению к системе управлени€ (—”).

–ис. 10.3.1 ÷ентрализованна€ организаци€ технического интеллекта химического производства
»сход€ из этих соображений, предпочтительней может оказатьс€ структура, представленна€ на рис. 10.3.2. —истема построена в соответствии с "деревом задач" и практически полностью независима, т.к. имеет собственные, не св€занные с —”, каналы информации состо€ни€ объекта, полную функциональную независимость, вплоть до автономного питани€. ќчевидно, что любой потенциально опасный процесс имеет один или совокупность нескольких признаков, по€вление которых €вл€етс€ предвестником возможных аварий. Ёти признаки и €вл€ютс€ информационными входами в системы ѕј«. ƒл€ повышени€ надежности системы ѕј« желательно, чтобы одна и та же информаци€ об аварийных признаках поступала в систему по нескольким информационным каналам.

–ис. 10.3.2. ¬ариант децентрализованной организации системы обеспечени€ химического производства
Ќадежность системы ѕј« увеличивает также и то, что она контролирует состо€ние небольшого количества параметров по независимым от системы управлени€ каналам и обрабатывает информацию по более простому алгоритму. ѕри по€влении информации, котора€ специальным логическим устройством расшифровываетс€ как предварительна€, система вырабатывает управл€ющее воздействие; оно должно вывести процесс из предварительного состо€ни€ и по определенной программе произвести аварийный останов. —истема ѕј« управл€ет при этом штатными »ћ или специальной быстродействующей аварийной »ћ. Ѕесконфликтность с —” обеспечиваетс€ блокировкой ее со стороны выхода системы ѕј« на период проведени€ операции, остановка которых может привести к взрывам. ѕо окончании такой операции блокировка снимаетс€.
“»ѕќ¬џ≈ Ћќ јЋ№Ќџ≈ “≈’Ќ»„≈— »≈ —»—“≈ћџ » —–≈ƒ—“¬ј Ѕ≈«ќѕј—Ќќ—“»
ќтказ любой промышленной установки, вход€щей в систему, может привести к отказу всей системы и к аварии. Ќиже кратко описываютс€ варианты типовых локальных систем и средств безопасности дл€ отдельных узлов, агрегатов, установок и т.п. и их назначение.
—истемы предотвращени€ отклонений от допустимых рабочих режимов
—истемы сброса давлени€. –азрывные мембраны и клапаны безопасности обеспечивают аварийный выпуск вещества из реакционного сосуда в атмосферу. ≈сли выброшенное вещество образует взрывоопасную смесь с воздухом, необходимо не допустить его контакта с возможными источниками огн€ до того, как будет достигнут нижний концентрационный предел взрывоопасности. ≈сли произошел выброс токсичного вещества, оно должно быть отведено во вспомогательную систему, например в нагнетательные адсорберы, скрубберы или установки каталитического дожигани€.
ƒатчики температуры и давлени€ потока предназначены дл€ автоматического аварийного включени€ систем аварийного охлаждени€, остановки реакции или перепускной системы.
—истемы, преп€тствующие переполнению. ”стройства контрол€ уровн€ веществ предотвращают переполнение сосудов; они автоматически прекращают подачу потока вещества и обеспечивают его отвод.
—истемы аварийного выключени€ оборудовани€. Ёто системы, отключающие производственное оборудование (например, насосы и компрессоры), открывающие или закрывающие быстродействующие клапаны с тем, чтобы обеспечить безопасность и целостность систем и всего предпри€ти€. Ёти системы могут приводитьс€ в действие как вручную, так и автоматически.
—истемы, предотвращающие разрушение деталей и узлов систем безопасности
Ёлементы и узлы систем безопасности должны быть оборудованы устройствами, обеспечивающими надежность их работы, в зависимости от важности их функций. ¬ промышленных установках могут действовать различные системы, дублирующие функции этих узлов, или могут использоватьс€ аналогичные дополнительные системы, например второй охлаждающий насос.
—истемы энергоснабжени€
—истемам снабжени€, таким как электроснабжени€ систем контрол€, подачи сжатого воздуха в аппаратуру или подачи азота в качества инертного газа, может потребоватьс€ второй источник питани€, например аккумул€торные батареи, буферна€ емкость или дополнительный комплект баллонов дл€ сжатого воздуха в случае неисправности основных источников.
—истемы аварийной сигнализации
Ёти системы (в которых используютс€ сенсорные датчики) позвол€ют оператору определить причину неисправности при ее обнаружении.
“акие системы используютс€ дл€:
а) управлени€ параметрами процесса (например, температурой, давлением, скоростью потока, его количеством, уровнем, соотношением веществ в смеси, содержанием кислорода);
б) обнаружени€ неисправностей в узлах системы (насосах, смесител€х, компрессорах, вентил€торах и др.);
в) обнаружени€ утечек (газовые детекторы, эксплозиметры);
г) обнаружени€ открытого огн€ или дыма;
д) обнаружени€ повреждени€ защитных устройств.
«ащитна€ автоматика
¬ зависимости от типа и назначени€ систем используютс€ механические, термические, электромагнитные средства (защита, основанна€ на непосредственном контроле) и различные реле (защита, основанна€ на косвенном контроле). –аспространенным видом защиты €вл€етс€ релейна€, котора€ в основном предназначена дл€ защиты электрооборудовани€. ѕри срабатывании защиты поврежденный элемент или система автоматически отключаетс€ (защита на отключение) или по€вл€етс€ световой (звуковой) сигнал (защита на сигнал). ѕримен€етс€ также защита в виде прекращени€ подачи электроэнергии или сжатого воздуха к объекту.
–азработка систем защитной автоматики основана на использовании р€да разделов теории управлени€ и регулировани€: теории информации и массового обслуживани€ (в системах автоматического контрол€ и сигнализации); теоретических основ электротехники (в системах защиты энергосистем и электрических цепей); синтеза релейно-контактных схем (в системах релейной защиты и блокировки). –азвитие этих систем св€зано в насто€щее врем€ с использованием микропроцессорной техники.
“ехнические средства защиты
–аботу систем безопасности на предпри€тии должны обеспечивать технические средства, за счет которых можно ослабить последстви€ несчастных случаев. ним относ€тс€:
а) газовые детекторы;
б) системы распылени€ воды (дл€ охлаждени€ цистерн или дл€ тушени€ пожара);
в) струйно-вод€ные установки;
г) системы дл€ распылени€ пара;
д) коллекторные сборники.
—пособы предотвращени€ человеческих и организационных ошибок
„еловеческие ошибки могут стать причиной крупных аварий. ѕоэтому их предотвращение должно расцениватьс€ как один из важнейших аспектов обеспечени€ безопасности. ¬ этой св€зи можно, например, на химическом предпри€тии предпринимать следующие меры:
а) примен€ть загрузочные шланги с разными соединительными штуцерами на установках по загрузке автомобилей-цистерн дл€ предотвращени€ смешивани€ реактивных веществ (например, серной и азотной кислот);
б) исключить возможность путаницы при определении места соединени€ монтажных проводов путем надлежащей маркировки и соответствующих разъемов;
в) обеспечить блокировку предохранительных клапанов и выключателей, которые не должны работать одновременно;
г) вести четкую маркировку переключателей, кнопок и панелей управлени€;
д) организовать надежную систему коммуникаций дл€ работающего персонала;
в) использовать предохранительные устройства, исключающие случайные переключени€;ж) проводить обучение работающего персонала.
ѕ–ј¬ќ¬џ≈ ј—ѕ≈ “џ јЌјЋ»«ј –»— ј » ”ѕ–ј¬Ћ≈Ќ»я ѕ–ќћџЎЋ≈ЌЌќ… Ѕ≈«ќѕј—Ќќ—“№ё
”сложнение технологий, использование широкой номенклатуры химических веществ привело к тому, что происход€щие техногенные аварии стали носить все более катастрофический характер, оказыва€ пагубное воздействие на здоровье людей и окружающую природную среду. ¬первые серьезное внимание мирового сообщества к крупным промышленным авари€м было привлечено после двух катастроф в середине 70-х годов.
1 июн€ 1974г. в ¬еликобритании (г.‘ликсборо) на предпри€тии, производ€щем циклогексан, произошел взрыв, в результате которого 28 человек погибли, 89 получили травмы. ѕредпри€тию был нанесен значительный материальный ущерб. —пуст€ два года (10 июл€ 1976г.), в италь€нском городе —евезо на химическом предпри€тии произошел выброс в атмосферу диоксина, имевший серьезные последстви€ дл€ здоровь€ людей, окружающей среды и приведший к эвакуации нескольких тыс€ч человек. ќсновна€ причина таких т€желых последствий - неподготовленность персонала к действию во врем€ аварий.
≈вропейское сообщество отреагировало на эти аварии прин€тием так называемой "ƒирективы по —евезо" (ƒиректива ≈вропейского —ообщества от 24 июн€ 1982 є 82.501.≈≈— по предотвращению крупных промышленных аварий), котора€ об€зала руководителей опасных производств проводить оценку опасности или риска, принимать меры по подготовке к возможным авари€м и предоставл€ть информацию об опасност€х.
„ерез 10 лет (19 но€бр€ 1984г.) произошла крупна€ авари€ в г.ћехико (пригород г.ћехико —ан-’уан-»ксуатепек) - взрыв хранилища сжиженного нефт€ного газа, в результате чего около 650 человек погибли, несколько тыс€ч получили травмы, а около 200 тыс. остались без крова или были эвакуированы. ¬ыброс метилизоцианата на химическом предпри€тии в г.Ѕхопале (»нди€) в том же году (3 декабр€ 1984г.) привел к распространению €довитого газового облака, из-за этого более 2000 чел. погибли (число погибших точно не было установлено, по разным оценкам цифра колеблетс€ в пределах от 2 до 10 тыс. человек), более 200 тыс. были травмированы.
¬ этих случа€х также сказалось практическое отсутствие соответствующих политики, законодательства и механизмов управлени€ безопасностью на промышленных объектах. ѕри расследовании аварий вы€снилось, что предпри€ти€ и соответствующие государственные органы не имели конкретных планов действий на случай аварии, отсутствовала необходима€ информаци€ об используемых химических веществах и технологи€х, не были воврем€ прин€ты меры по предотвращению этих аварий. ќткликом на эти событи€ стали поправки в ƒирективе по —евезо дл€ ≈вропейских стран. ¬ ¬еликобритании в 1985г. была разработана и прин€та основна€ часть законодательства по предупреждению крупных аварий, именуема€ —истемой нормативных актов - CIMAN - английска€ верси€ ƒирективы —евезо. онгрессом —Ўј в 1986г. был прин€т «акон "ќ чрезвычайном планировании и праве населени€ на информацию" (поправки к «акону о —уперфонде) и некоторые другие документы.
ѕоскольку уровень и характер законодательства всегда отражают степень подготовленности общества к решению тех или иных проблем, далеко не во всех странах в 70-80-е годы начало формироватьс€ законодательство по промышленной безопасности, оно было в то врем€ достаточно редким €влением. ¬ 90-е годы международные организации продолжали активную де€тельность по урегулированию вопросов предупреждени€ промышленных аварий. ѕрин€тые в последующие годы онвенци€ ћќ“ по предотвращению крупных промышленных аварий и онвенци€ ќќЌ о трансграничном воздействии промышленных аварий об€зывают страны, подписавшие их, разработать политику в области обеспечени€ промышленной безопасности. ќднако ратификаци€ их возможна только при наличии соответствующего государственного правового регулировани€ в этих странах.
рупные промышленные аварии 70-80-х годов, как уже отмечалось, заставили политиков и промышленников развитых стран пересмотреть свое отношение к вопросам промышленной безопасности. ¬озникла очевидна€ необходимость по€влени€ законов, регулирующих специфические вопросы промышленной безопасности, которые не нормируютс€ ни трудовым, ни экологическим правом. ¬ 80-е годы развивалось законодательство по промышленной безопасности не только в странах ≈Ё—, но и в —Ўј, анаде, японии. —труктура систем законодательства в большинстве случаев, в т.ч. и в –оссии, представл€ет многоступенчатую пирамиду, в вершине которой располагаетс€ ќсновной закон страны ( онституци€) или √оловной «акон, имеющий либо объедин€ющие вопросы охраны труда, экологии, гигиены труда и промышленной безопасности. Ќиже расположены законы по промышленной безопасности (не во всех странах), которые принимаютс€ либо парламентом, либо региональными органами власти. Ќа следующей ступени- межотраслевые нормативные документы, принимаемые правительством на основании законов. —ледующа€ ступень - отраслева€ нормативна€ и нормативно-техническа€ документаци€, утвержденна€ соответствующими компетентными государственными органами. «а ними следуют различные ведомственные инструкции, положени€, правила и т.д.
ќсновные элементы правового регулировани€ промышленной безопасности, составл€ющие национальные системы регулировани€ национальной безопасности, сводитс€ к следующим требовани€м.
Ћј——»‘» ј÷»я ѕ–ќћџЎЋ≈ЌЌџ’ ќЅЏ≈ “ќ¬ ѕќ —“≈ѕ≈Ќ» ќѕј—Ќќ—“»
ѕервое меропри€тие в любой системе контрол€ за опасност€ми - разработка правительствами через компетентный орган соответствующих критериев, согласно которым должно определ€тьс€, какие объекты представл€ют наибольшую потенциальную угрозу дл€ безопасности. ¬ большинстве стран (—Ўј, ‘–√, Ќидерландах, Ќорвегии, ¬еликобритании, ‘ранции) классификаци€ промышленных объектов по опасности производитс€ по наличию опасных веществ на объекте. “акой же подход предлагаетс€ в ƒирективе по —евезо и онвенции о трансграничном воздействии промышленных аварий. ¬ законодательных актах устанавливаетс€ перечень опасных веществ и их пороговых количеств, при превышении которых на промышленном объекте последствий относ€т к категории опасного. ќднако в законодательной международной практике известны и другие подходы к идентификации. Ќапример, законодательством Ѕельгии опасные промышленные объекты классифицируютс€ по видам опасной де€тельности (шахты и каменоломни; паровые машины; предпри€ти€ по производству взрывчатых веществ; €дерные реакторы и установки, использующие радиоактивные материалы; предпри€ти€, производ€щие и использующие отравл€ющие вещества). ¬ √реции используетс€ иной классификационный признак - по видам опасности. ѕромышленные объекты классифицируютс€ как опасные (возможность взрыва, пожара и т.п.), вредные дл€ здоровь€ (дым, газы и т.п.), дискомфортные (шум, запах и т.д.).
ќ÷≈Ќ ј ќѕј—Ќќ—“» ѕ–ќћџЎЋ≈ЌЌќ√ќ ќЅЏ≈ “ј
Ќеобходимо определить:
- возможные сбои, неполадки и ошибки, которые могут привести к аварии, а также сценарии возможных аварий;
- необходимые превентивные технические и организационные меры, которые должен прин€ть предприниматель во избежание аварии;
- возможные последстви€ аварий;
- меры, которые должны быть прин€ты при локализации аварии и ликвидации ее последствий.
ƒл€ оценки опасности могут использоватьс€ различные методы, такие как предварительный анализ опасности, анализ дерева ошибок и анализ последствий аварий, оценка риска. акой бы метод ни примен€лс€, цель оценки опасности - определение потенциальных причин отказа в работе или аварий на промышленном объекте. ¬ большинстве стран критерий оценки опасности - качественные показатели. ¬ Ќидерландах используют количественный показатель степени риска.
ƒ≈ Ћј–ј÷»я Ѕ≈«ќѕј—Ќќ—“» ќѕј—Ќќ√ќ ѕ–ќћџЎЋ≈ЌЌќ√ќ ќЅЏ≈ “ј
Ёто одна из форм предоставлени€ информации, закрепленна€ законодательно в странах ≈вропейского сообщества дл€ опасных промышленных объектов. ќсновна€ цель декларировани€ безопасности - заставить предпри€тие (опасный промышленный объект) провести оценку опасностей и информировать об этих опасност€х компетентные органы. ƒеклараци€ должна включать:
- информацию об объекте и процессах на нем с целью определени€ характера и масштабов использовани€ опасных веществ;
- перечень мер, направленных на безопасное функционирование объекта и на контроль за отклонени€ми от обычного режима работ;
- идентификацию типа возможной аварии, ее веро€тность и возможные последстви€;
- инструкции на случай аварийной ситуации на объекте.
ƒеклараци€ безопасности должна обновл€тьс€ либо через определенные промежутки времени, установленные законодательством, либо в случа€х внесени€ изменений на объекте, либо получени€ новой информации об опасных веществах.
“–≈Ѕќ¬јЌ»я –ј«ћ≈ў≈Ќ»ё ѕ–ќћџЎЋ≈ЌЌќ√ќ ќЅЏ≈ “ј
ѕри размещении промышленного объекта должны учитыватьс€ возможные отрицательные воздействи€ на окружающую среду и население. «аконодательно устанавливаетс€ процедура получени€ разрешени€ на размещение промышленного объекта, обеспечивающее участие в нем государства, предпринимател€ и общественности. ѕолитика правильного размещени€ объекта примен€етс€ только к новым объектам. „то касаетс€ уже существующих, то она может быть направлена на ограничение развити€ районов в непосредственной близости от промышленных объектов. ¬ развитых странах, таких как Ќидерланды, Ѕельги€, япони€, в определенных случа€х правительство компенсирует населению затраты на переселение из особо техногенно-опасных регионов.
—»—“≈ћј Ћ»÷≈Ќ«»–ќ¬јЌ»я
«аконодательствами многих стран предусматриваетс€ предоставление компетентным органам право ограничивать производство путем установлени€ лицензионного пор€дка. ¬ большинстве стран требовани€ по лицензированию промышленной де€тельности касаютс€ промышленных объектов, отнесенных к категории опасных.
Ё —ѕ≈–“»«ј ѕ–ќћџЎЋ≈ЌЌќ… Ѕ≈«ќѕј—Ќќ—“»
ѕроведение экспертизы промышленной безопасности предусматриваетс€ на всех стади€х функционировани€ промышленных объектов, начина€ со стадии проектировани€. ƒекларации безопасности также могут стать объектом экспертизы. ¬ практическом руководстве ћеждународного бюро труда "ќ предупреждении крупных промышленных аварий" говоритс€ о необходимости проведени€ экспертиз промышленных объектов. ќни могут проводитьс€ как в об€зательном пор€дке в соответствии с действующим законодательством, так и по поручению специально уполномоченных органов, местных органов власти или общественности.

