




Этот метод точения широко применяют в авиационной, тракторной и автомобильный промышленности при обработке цилиндрических и конических поверхностей (наружных и внутренних), а также торцовых поверхностей, уступов и др. Чистота обработанных поверхностей получается 8-11-го классов чистоты, а точность размеров деталей соответствует 2-му, и иногда и 1-му классу точности. Более высокая точность получается при обработке цветных металлов, так как при обработке сталей и чугунов на точности сказывается износ резца по задней поверхности. Тонкое растачивание, в особенности цветных металлов, по точности и чистоте поверхности превосходит развертывание и не уступает шлифованию.
К станкам для тонкого точения предъявляют следующие требования:
повышенные числа оборотов шпинделя (2000-6000 об/мин);
малые подачи (0,01-0,2 мм/об);
высокая точность вращения шпинделя (радиальное биение - не более 0,005 мм), высокая точность и большая жесткость всех элементов станка;
отсутствие вибраций при больших числах оборотов шпинделя.
В крупносерийном производстве для тонкого точения использую особо точные станки, так как обычные токарно-винторезные станки не обеспечивают выполнения требований, указанных выше: они не имеют больших скоростей и малых подач; при работе на них обычно не удается устранить полностью вибраций.
Режущий инструмент для тонкого точения. В качестве режущего инструмента для тонкого точения применяют:
Резцы с пластинками твердого сплава марок ВК2 и ВК3М для тонкого обтачивания и растачивания чугуна; Т30К4 и Т60К6 для тонкого точения и растачивания стали, легких сплавов и цветных металлов.
Алмазные резцы - для тонкого точения и растачивания легких сплавов, цветных металлов и неметаллических материалов.
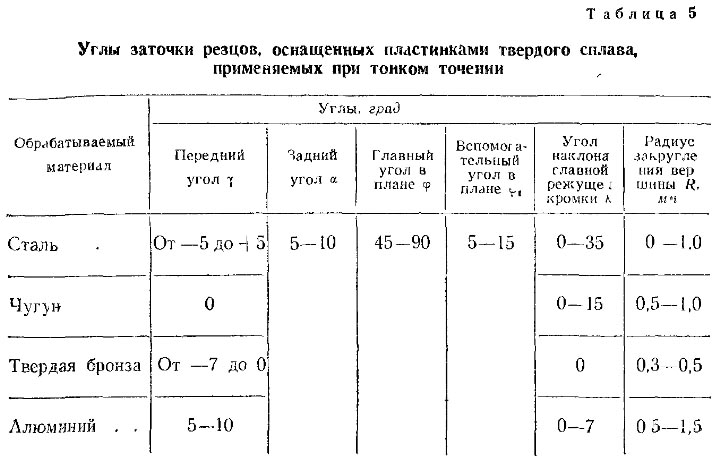
Величина углов заточки резцов, оснащенных пластинками твердого плава, применяемых при тонком точении, приведена в таблице 5.
Для тонкого точения и растачивания деталей из легких сплавов (алюминия, сплавов алюминия с кремнием), цветных металлов (меди, латуни, бронзы) и неметаллических материалов (пластмассы и др.) применяют также и алмазные резцы.
Алмазные резцы значительно долговечнее твердосплавных резцов. Они позволяют работать сотни часов без переточки и переналадки и тем самым обрабатывать большое количество одинаковых деталей с соблюдением точности размеров, достигающей 2-го и даже 1-го класса, и чистоты поверхности Δ 8 - Δ 11.
Алмазные резцы изготовляют двух видов: а) с напаянными алмазами (рис. 180) и б) с механических креплением алмаза в державке (рис. 181). Дря резцов использую кристаллы алмазов массой 0,2-0,6 карата (1 карат равен 0,2 г).

| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |

| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
Передняя поверхность у алмазных резцов делается плоской.
Рекомендуемые скорости резания, глубины резания и подачи при обработке алмазами приведены в таблице 6.

При работе алмазными, а также твердосплавными резцами при тонком точении необходимо соблюдать следующие правила:
режущую кромку резцов устанавливать по линии центров станка;
ввиду чувствительности резцов к ударным нагрузкам не в коем случае не допускать вибраций системы: станок - приспособление - инструмент - деталь;
резцы подводить к обрабатываемой детали только на полных оборотах детали;
перед остановкой станка выключить подачу и отвести резец.

