




”чебные элементы и другие материалы, относ€щиес€ к данному ”Ё:
І Ђ¬нутренние дефекты сварного соединени€, выполненного газовой сваркойї.
І ЂЌаружные дефекты сварного соединени€ї.
І Ђƒефекты корн€ шва, выполненного газовой сваркойї.
І Ђѕодготовка деталей и сборка под сварку. ѕодготовка присадочных материаловї.
1. ѕосле того, как ¬ы закончили сварку, зачистили, осмотрели и проклеймили сварное соединение, оно подвергаетс€ одному или нескольким видам контрол€, которые выполн€ют специалисты службы контрол€.
2. ÷ель контрол€: вы€вл€ть поверхностные и внутренние дефекты, не допускать к эксплуатации сварные соединени€ со свойствами, несоответствующими установленным требовани€м.
3. “ребовани€ к качеству, а также методы контрол€ устанавливают нормативные документы (Ќƒ) в зависимости от условий эксплуатации сварных конструкций.
методы неразрушающего контрол€ (нк)
4. ¬»«”јЋ№Ќџ… контроль сварного соединени€ производ€т дл€ вы€влени€ наружных дефектов в шве и околошовных зонах, в том числе в корне шва (если корень доступен дл€ осмотра).
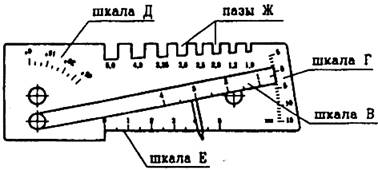 5. ≈го выполн€ют невооруженным глазом или используют лупу с увеличением до 10x. ƒл€ измерени€ сварных швов и дефектов может быть использован шаблон сварщика.
5. ≈го выполн€ют невооруженным глазом или используют лупу с увеличением до 10x. ƒл€ измерени€ сварных швов и дефектов может быть использован шаблон сварщика.
6. јѕ»ЋЋя–Ќџћ методам Ќ относ€т люминесцентный и цветной методы обнаружени€ поверхностных несплошностей в шве и околошовных зонах.
7. Ќа очищенную контролируемую поверхность нанос€т крас€щие вещества, хорошо проникающие в любые несплошности. „ерез некоторое врем€ на хорошо протертую поверхность нанос€т про€вл€ющий состав, который вы€вл€ет несплошности, впитыва€ крас€щий состав из этих несплошностей.
ќсматривают поверхность Ц это цветной метод.
ѕри люминесцентном контроле при осмотре поверхность освещают ультрафиолетовым светом, дефекты станов€тс€ хорошо видимыми.
8. ћј√Ќ»“Ќџ≈ методы контрол€ используют дл€ вы€влени€ поверхностных и подповерхностных дефектов.
 |
 9. ќни основаны на способности магнитного пол€ огибать несплошности, при этом над дефектом возникает поле рассеивани€.
9. ќни основаны на способности магнитного пол€ огибать несплошности, при этом над дефектом возникает поле рассеивани€.
¬ы€вление дефектов производ€т магнитографическим способом, т.е. записью полей рассеивани€ на магнитную ленту, а также с помощью магнитного порошка, который нанос€т на контролируемую поверхность. ѕорошок располагаетс€ вдоль магнитным линий, огибающих дефекты, тем самым обнаружива€ их.
10. –јƒ»ј÷»ќЌЌџ≈ методы контрол€ рентгеновским и гамма излучением используют дл€ вы€влени€ внутренних дефектов.
11. ќни основаны на способности твердых материалов понижать интенсивность излучени€. ¬стречающиес€ на пути несплошности не поглощают лучей. Ќеодинакова€ интенсивность лучей, прошедших через просвечиваемый объект, фиксируетс€ с противоположной стороны исследуемого участка на фотопленке.
 |
12. »сточниками рентгеновского излучени€ €вл€етс€ рентгеновска€ трубка.
 |
|
|
|
¬ качестве источников гамма излучени€ используют радиоактивные вещества, которые помещены в свинцовые ампулы.
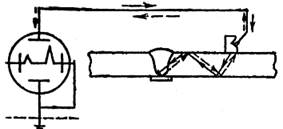 13. ”Ћ№“–ј«¬” ќ¬ќ… метод используетс€ дл€ обнаружени€ внутренних дефектов, расположенных даже на большой глубине. ”льтразвуковой метод обнаружени€ внутренних дефектов основан на отражении от поверхности дефекта направленного импульса высокочастотной звуковой волны.
13. ”Ћ№“–ј«¬” ќ¬ќ… метод используетс€ дл€ обнаружени€ внутренних дефектов, расположенных даже на большой глубине. ”льтразвуковой метод обнаружени€ внутренних дефектов основан на отражении от поверхности дефекта направленного импульса высокочастотной звуковой волны.
14. онтроль на непроницаемость ѕ–ќЌ» јёў»ћ» ∆»ƒ ќ—“яћ» основан на способности некоторых жидкостей, в частности керосина, подниматьс€ по капилл€рам, какими в сварных швах могут €вл€тьс€ сквозные дефекты.
15. ƒл€ проведени€ контрол€ одну сторону сварного шва покрывают раствором мела или каолина, а противоположную - керосином. ƒефекты вы€вл€ютс€ по желтым п€тнам на меловом покрытии.
16. ѕри пневматических испытани€х непроницаемости конструкцию герметизируют заглушками и заполн€ют воздухом, азотом и др. газами под давлением выше рабочего. Ќебольшие сосуды погружают в воду, другие промазывают пенообразующим раствором, по наличию пузырьков обнаруживают сквозные дефекты.
17. ѕри √»ƒ–ј¬Ћ»„≈— »’ »—ѕџ“јЌ»я’ непроницаемости изделие герметизируют заглушками и заполн€ют водой, затем осматривают дл€ обнаружени€ течей и отпотеваний.
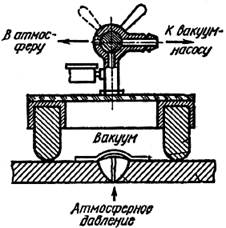 |
18. ¬ј ””ћЌџ… контроль сварных швов на непроницаемость заключаетс€ в создании вакуума в камере, плотно прижатой к шву, который покрыт пенообразующим раствором. ѕо€вление пузырей свидетельствует о наличии сквозных дефектов в шве.
лабораторные методы контрол€
(с разрушением сварного соединени€)
19. ћ≈’јЌ»„≈— »≈ испытани€ производ€т на образцах, вырезанных из специально сваренных или вырезанных производственных стыков с целью определени€ надежности металла сварного соединени€, показател€ми которой €вл€ютс€:
q прочность - ее определ€ют испытанием на раст€жение. ѕри этом фиксируетс€ усилие, которое испытал образец перед разрушением;
q пластичность или способность деформироватьс€. ≈е определ€ют по величине угла загиба образца, а также по величине сужени€ и удлинени€ образцов при испытани€х на раст€жение;
q ударна€ в€зкость - это способность выдерживать динамические нагрузки. ≈е измер€ют работой, которую выполн€ет падающий ма€тниковый копер, лома€ образец;
q и другие свойства.
20. металлографические исследовани€ производ€т дл€ вы€влени€ внутренних дефектов, в том числе дефектов корн€ шва, а так-де дл€ исследовани€ структуры металла сварного соединени€.
21. »з сварного соединени€ вырезают образцы, полируют и протравливают дл€ вы€влени€ структуры металла. «атем исследуют поперечное сечение сварного соединени€ дл€ обнаружени€ дефектов.
проверка достижений
аждый вопрос имеет несколько вариантов ответов. ¬ыберите один правильный ответ.
| 1. | акие методы контрол€ предназначены дл€ обнаружени€ поверхностных дефектов? | |
| а) гамма-рентгенопросвечивание; | ||
| б) капилл€рные; | ||
| в) гидравлические испытани€. | ||
| 2. | онтролируема€ зона при визуальном контроле включает в себ€: | |
| а) шов; | ||
| б) шов и околошовную зону; | ||
| в) шов и околошовную зону со стороны усилени€ и со стороны корн€. | ||
| 3. | акой метод контрол€ наиболее надежно вы€вл€ет внутренние дефекты? | |
| а) люминесцентный; | ||
| б) радиационный; | ||
| в) механические испытани€. | ||
| 4. | акова цель металлографических исследований? | |
| а) вы€вление дефектов в сечении сварного соединени€; | ||
| б) определение структуры сварного соединени€; | ||
| в) то и другое. | ||
| 5. | ќт чего зависит выбор метода контрол€? | |
| а) от условий эксплуатации; | ||
| б) от квалификации сварщика; | ||
| в) от размеров конструкции. | ||
| 6. | акие методы контрол€ предназначены дл€ определени€ непроницаемости? | |
| а) проникающими жидкост€ми; | ||
| б) пневматический; | ||
| в) то и другое. | ||
| 7. | ћогут ли свищи быть обнаружены при гидравлических испытани€х? | |
| а) да; | ||
| б) нет; | ||
| в) да, если они сквозные. |
|
|
|
огда закончите проверку, позовите инструктора.

