




| Углы | Обрабатываемый материал | Инструментальный материал | ||
| Быстроре-жущая сталь | Твердый сплав | |||
| a0 | Сталь | to £ 0,2 мм | ||
| to > 0,2 мм | ||||
| Чугун, бронза | to £ 0,2 мм | |||
| to > 0,2 мм | ||||
| g0 | Сталь | sВ < 0,5 ГПа | 10-15 | |
| sВ =0,5-0,6 ГПа | ||||
| sВ = 0,6- 0,8 ГПа | 0-5 | |||
| sВ > 0,8 ГПа | ||||
| чугун | НВ < 160 | |||
| НВ = 16-180 | ||||
| НВ > 180 | ||||
| Алюминий, красная медь | 20-25 | - | ||
| Латунь, свинцовистая бронза | ||||
| Оловянистая бронза | 0-5 |
Наибольшая толщина стенки корпуса f, обеспечивающая его прочность, принимается равной 0,5d0. Бесперепятсвенный выход стружки между поверхностью детали и стенкой резца обеспечивается зазором D³ 8 мм.
Наружный диаметр круглого фасонного резца (рис. 3) определяется соотношением

Окончательно наружный диаметр выбирается из ряда: D = 32, 40, 50, 63, 80, 100, (110) и 125 мм.

Рис. 3. Схема для расчета диаметра резца.
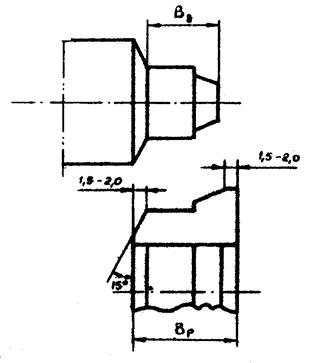
Рис. 4. Схема для расчета ширины резца.
Минимальная ширина профиля Вр резца с осью, параллельной оси детали, равна ширине профиля детали Вд. Ширина профиля резца делается обычно больше ширины профиля детали за счет дополнительных кромок (рис. 4). Одна из таких кромок делается шириной 1,5…2,0 мм под углом 15° к торцу резца, расположенному со стороны патрона, для образования положительного заднего угла и уменьшения износа этого участка резца. Если режущая кромка резца пересекает его торец под углом, меньшим  , то необходимо предусмотреть дополнительную кромку для упрочнения острого угла. Таким образом, ширина профиля резца делается больше ширины профиля детали на 3…4 мм.
, то необходимо предусмотреть дополнительную кромку для упрочнения острого угла. Таким образом, ширина профиля резца делается больше ширины профиля детали на 3…4 мм.
При конструировании напайных твердосплавных резцов (рис. 2) для увеличения долговечности резца число пластин выбирается равным 3 или 4. Фасонная задняя поверхность должна выступать над поверхностью корпуса на 2…6 мм в зависимости от глубины профиля. При неглубоких профилях резцов поверхность может не повторять профиль пластин.

Рис. 5. Круглый фасонный резец.
Для крепления в державке у круглых фасонных резцов на торцовой поверхности предусматривается зубчатый венец, с помощью которого резец предохраняется от проворачивания на оправке и устанавливается базовой точкой по центру детали (рис. 5). Количество зубцов z рекомендуется брать в пределах 34…50. Наружный диаметр зубчатого венца d1 берется равным (1,5…2,0) d0. Высота венца выбирается порядка 3…4 мм. Шаг зубцов t1 на наружном диаметре d1 венца равен  а на внутреннем диаметре d0 шаг зубов равен
а на внутреннем диаметре d0 шаг зубов равен  . Для зубцов с углом профиля 90° высота профиля зубца h, по диаметру d1 равна
. Для зубцов с углом профиля 90° высота профиля зубца h, по диаметру d1 равна  , а по диаметру d0 высота профиля зубца h0 равна
, а по диаметру d0 высота профиля зубца h0 равна  . Для обеспечения полного контакта зубчатого венца и державки при фрезеровании зубцов резец наклоняют на угол y, величина которого рассчитывается по формуле:
. Для обеспечения полного контакта зубчатого венца и державки при фрезеровании зубцов резец наклоняют на угол y, величина которого рассчитывается по формуле:
 .
.

