




Гази, що відходять з сушильного агрегату, при 80-200°С вентилятором через бризковідбійник подають в теплообмінник для попереднього підігріву теплом конвертованих газів до 200-220°С, а потім в підігрівач, де їх температуру збільшують до 250-327°С за рахунок тепла димових газів, що отримуються спалюванням газоподібного палива. Для спалювання використовують кисень, що міститься в газах, які очищаються. Спалювання органічних домішок до СО2 і Н2О проводять в реакторі на каталізаторі. Конвертовані гази з реактора через теплообмінник вентилятором повертають в сушильний агрегат. З метою компенсації втрат кисню і доведення температури знешкоджуваних газів до рівня, відповідного умовам сушки плівки (120-170°С), перед надходженням в сушильний агрегат їх розбавляють повітрям. Частину очищених газів скидають в атмосферу. При використанні алюмоплатинового каталізатора повне очищення при об'ємній швидкості 40 тис. год-1 досягається при 290°С. Для забезпечення того ж ефекту при об'ємній швидкості газу 60 тис. год-1 необхідна вища температура (350°С)
Простішими за технологічною компоновкою є схеми каталітичного знешкодження з незамкнутими циклами відповідних газових потоків.
Каталітичне очищення газів від сіркоорганічних сполук полягає в окисненні або гідруванні останніх у присутності контактних мас при підвищених температурах. Каталітичне окиснення проводять киснем з утворенням кисневих сполук сірки, очищення від яких є легшим завданням. Каталітичне гідрування використовують тоді, коли очищенню підлягають гази, які містять органічні сполуки сірки (сірковуглець, тіофени, дисульфіди), повне видалення яких не забезпечується при використанні поглиначів. Воно засноване на контакті сіркоорганічних компонентів газів з воднем або водяною парою при 300-500°С на каталізаторах з утворенням сірководню, що видаляється потім з конвертованих газів звичайними методами. Як каталізатори процесів гідрування сіркоорганічних сполук воднем використовують контактні маси на основі оксидів Fe, Co, Ni, Мо, Cu, Zn, серед яких найпоширенішими є кобальт-молібденові (до 5% СоО і 15% МоО3) і нікель-молібденові (до 10% NiO і 10% МоО3). Вони наносяться на оксид алюмінію або алюмо-силікатні матеріали. При гідруванні водяною парою (гідроліз, конверсія сіркоорганічних сполук) використовують каталізатори, що містять як головний компонент оксид заліза. Ступінь перетворення досягає зазвичай 90-99,9%.
5.6 Каталітичне очищення газів від оксиду вуглецю (ІІ)
Каталітичне окиснення є найраціональнішим методом знешкодження газів від оксиду вуглецю (ІІ). Проте разом з оксидом вуглецю (II) залежно від умов конкретного виробництва в газах можуть міститися і інші токсичні компоненти: оксид сірки (IV), оксиди азоту, пари різних вуглеводнів. Крім того, в них зазвичай присутні оксид вуглецю (IV), кисень, азот, пари води і часто механічні домішки у вигляді різного пилу. Деякі з цих домішок можуть бути отрутами для каталізаторів.
Для окиснення оксиду вуглецю використовують марганцеві, мідно-хромові і каталізатори, що містять метали платинової групи. Залежно від складу відхідних газів, в промисловості застосовують різні технологічні схеми очищення.
На рис. 5.8, а представлена схема установки каталітичного знешкодження відхідних газів у виробництві нітрилу акрилової кислоти. При синтезі цього продукту на основі аміаку і пропілену технологічні гази відмивають від нітрилу акрилової кислоти водою. Гази, що надходять зі стадії абсорбції містять, у % (об): оксиду вуглецю – 2,3; пропілену – 0,5; пропану – 0,04; кисню – до 3,0; інертні гази – усе інше.
Для очищення їх подають в топку-підігрівач, де нагрівають до 220–250°С (залежно від типу каталізатора) шляхом спалювання паливного газу в повітрі, що нагнітається повітродувкою. Витрата повітря розрахована не тільки на спалювання паливного газу, але і на подальше каталітичне окиснення оксиду вуглецю і вуглеводнів. Суміш топкових відхідних газів з повітрям направляють в реактор, що працює в адіабатичних умовах. Використовується кульковий каталізатор ШПК-2, що містить 0,2% платини, нанесеної на оксид алюмінію. Ступінь очищення досягає 98-99%. Реакції окиснення, що відбуваються на каталізаторі, екзотермічні. Це призводить до сильного розігрівання продуктів каталізу. Конвертовані гази при температурі до 700°С передають в котел-утилізатор, що забезпечує виробництво перегрітої до 380°С водяної пари під тиском 4 МПа. Знешкоджені гази, що виходять з котла-утилізатора, при температурі біля 200°С димосмоком через димову трубу евакуюють в атмосферу.
При обробці 60 тис м3/год відхідних газів витрата електроенергії складає 500 кВт, виробляється 26,5 т/год пари.
Для санітарного очищення промислових викидів від оксиду вуглецю і парів органічних забруднень розроблена інша установка, схема якої представлена на рис. 5.8, б.
Відхідні гази сушильних печей ліній лакування окрім СО містять етилцелюлозу, етанол, ксилол і інші компоненти. Відцентровим вентилятором їх направляють в теплообмінник, де підігрівають теплом конвертованих газів, а потім в реактор, в котрому відбувається додатковий нагрів газів за допомогою пальника. Процес конверсії проводять в реакторі на каталізаторі НТК-4 при температурі 320-450°С і об'ємній швидкості газу 16700 год-1 Конвертовані гази з реактора через теплообмінник виводять в калорифер, де їхнє тепло утилізують для підігріву води на побутові потреби підприємства. Знешкоджене повітря через 20-метрову трубу викидають в атмосферу. Ступінь очищення газів дорівнює 98%.
Оксид вуглецю (ІІ) є основним токсичним компонентом відхідних газів агломераційних фабрик на підприємствах чорної металургії. Одна аглофабрика викидає в атмосферу в середньому приблизно 1 млн. м3/год газів з вакуум-камер агломераційних машин.
Каталізатори, що використовуються для знешкодження таких газів повинні забезпечувати при 220-240°С ступінь конверсії оксиду вуглецю не менше 70% в умовах великих об'ємних швидкостей запилених потоків і володіти стійкістю до присутніх у газах каталітичних отрут.
Проведені на реальних агломераційних газах випробування показали, що через присутність в них оксиду сірки (IV) марганцевий каталізатор втрачає свою активність протягом 3-4 год. Попереднє видалення оксиду сірки (IV) з газів забезпечує стабільну роботу цього каталізатора вже при 150-180°С, а при 220-240°С досягається ступінь знешкодження оксиду вуглецю 90-96% при об'ємних швидкостях газу 2000 год-1. Мідно-хромовий каталізатор (50% оксиду міді і 10% оксиду хрому) дозволяє досягти при 240°С необхідних ступенів конверсії оксиду вуглецю при вищих об'ємних швидкостях газу (до 20 тис. год-1) і більшій тривалості роботи (до 120 год.). Проте при використанні каталізаторів цих двох типів ступінь знешкодження оксиду вуглецю (II) падає із збільшенням об'ємної швидкості оброблюваних газів, зменшенням температури процесу і зростанням вмісту оксиду вуглецю в конвертованих газах, що обмежує доцільність застосування цих каталізаторів. Підвищеною стійкістю до каталізаторних отрут характеризуються каталізатори, що містять паладій і платину. Їх застосування дозволяє здійснювати процеси ефективного знешкодження газів при значно вищих об'ємних швидкостях оброблюваних газових потоків без зміни активності каталізаторів протягом тривалого часу (6-12 міс). Вищий ступінь конверсії оксиду вуглецю, що міститься в аглогазах забезпечує каталізатор, який містить 0,3% платини, нанесеної на гранульований оксид алюмінію. Такий каталізатор зберігає первинну активність протягом 8000 год при ступені конверсії оксиду вуглецю вище 70% в умовах знешкодження газів при температурі 225°С і об'ємній швидкості потоку 100 тис. год-1.
Принципова схема установки каталітичного очищення агломераційних газів від оксиду вуглецю (II) представлена на рис. 5.8, в.
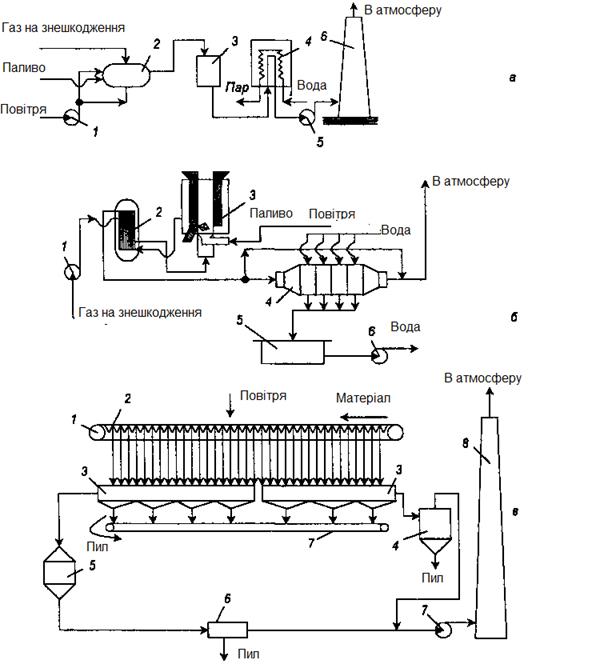
Рисунок 5.8 – Схеми установок каталітичного знешкодження відхідних газів
а – виробництва нітрилу акрилової кислоти: 1 – повітродувка; 2 – топка-підігрівач; 3- реактор; 4 – котел-утилізатор; 5 – димосмок; 6 – димова труба;
б – лінії лакування: 1 – вентилятор; 2 – теплообміник; 3 – реактор; 4 – калорифер; 5 – ємкість; 6 – насос;

