




—хема технологического процесса ремонта электрических машин.
ѕроизводственный процесс ремонта начинаетс€ с момента доставки электрических машин в здание электроремонтного предпри€ти€ или цеха и осуществл€етс€ в следующем пор€дке: разборка, дефектаци€ и определение объема ремон≠та; ремонт, изготовление и замена частей деталей; сборка, испы≠тани€ и окраска машины.
¬ цеху на комплектовочном участке производ€т приемку машин в ремонт. “ам же передают их в дефектационно-подготовительное отделение, после разборки части машин сдают в ремонт другим отделени€м.
Ќа участке разборки машины очищают, осматривают и про≠вод€т предремонтные испытани€ дл€ вы€влени€ дефекта. «а≠тем машины разбирают.
¬ слесарно-механическом отделении ремонтируют и изго≠товл€ют коллекторы, контактные кольца, валы, подшипники сколь≠жени€, подшипниковые щиты и крышки, вентил€торы и другие части.
¬ обмоточном отделении выполн€ют работы по ремонту, из≠готовлению и замене обмоток. «десь же проводитс€ ревизи€ обмоток и определ€етс€ характер их ремонта или вид профи≠лактической обработки (пропитка, лакировка, сушка). Ќа пропиточно-сушильном участке производ€т пропитку лаками, по≠крытие эмалью и сушку обмоток, компаундирование катушек, чистку, промывку обмоток и удаление старого лакового по≠крыти€.
ќтремонтированные сборочные единицы и детали поступа≠ют на сборку. —обранные машины передают на испытательную

“ипова€ структурно-технологическа€ схема ремонта электриче≠ских машин.
станцию и после испытаний возвращают на сборочный участок дл€ окончательной отделки, установки крышек. ќтремонтиро≠ванные машины окрашивают и отправл€ют на склад.
ѕрием электродвигателей в ремонт
ѕри сдаче в ремонт электродвигател€:
1. ћашины должны быть очищены от масла, пыли и загр€знений
2. ќни должны быть собраны и полностью укомплектованы (допускаетс€ прием в ремонт при частичном отсутствии мелких крепежных деталей и гаек)
3. ” электрических машин не должно быть отступлений от конструкции завода изготовител€
4. — валов электрических машин должны быть сн€ты шкивы, полумуфты, шестерни, звездочки
Ќе принимаютс€ в ремонт
ћашины у которых разбит корпус, отбито более двух лап, значительно повреждена активна€ сталь, а также электрооборудование, ранее отремонтированное способами, исключающими последующее восстановление машин при ремонте.
Ёлектрические машины, выпускаемые из ремонта, должны быть укомплектованы всеми сборочными единицами и детал€ми. ѕосле ремонта их подвергают приемосдаточным испытани€м.
–азборка, дефектаци€ и подготовка электрических машин к ремонту.
ѕеред разборкой надо проверить состо€ние корпуса, креп€щих деталей, фланцев, колодок выводов, выводных концов, осмотреть подшипниковые щиты.
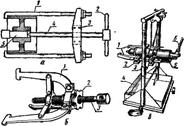
онструкци€ съемников дл€ съема шкивов и муфт с валов электродвигателей:
а Ч двухлапчагый съемник: / Ч захват; 2Чруко€тка; 3Чпо≠перечина- 4Ч ходовой винт; 5Чвал электродвигател€; б Ч трехлапчатый съемник; / Ч захват; 2-фасонна€ гайка; 3-ходовой винт; в Ч гидравлический съемник; 1- захваты; 2 - траверса. 3Ч стойка; 4 -площадка; 5 - гидравлический цилиндр; 6 Цруко€тка.
|
|
|

ѕриспособление дл€ ввода и вывода ротора из рас≠точки статора:
а Ч с помощью подъемных средств; б Ч без подъемных средств.
–азборку производ€т осторожно, избега€ больших усилий, в следующей последовательности:
ќтвинчивают и вынимают болты переднего и заднего подшипниковых щитов и фланцев переднего и заднего подшипников;
—нимают задний подшипниковый щит специальными съемниками или выколотками из цветного металла, а затем сдвигают с заточки передний подшипниковый щит. „тобы не повредить железо и изол€цию обмоток при сн€тии щитов, предварительно в воздушный зазор между ротором и статором вкладывают лист плотного картона; вынимают из статора ротор вместе с передним щитом. Ќа небольших электродвигател€х операцию провод€т вручную, а на средних и крупных Ц с помощью с помощью специального приспособлени€ и грузоподъемного механизма;
—нимают с подшипника передний щит с помощью специального приспособлени€;
¬ывешивают металлические бирки на основании детали.
¬се детали тщательно очищают в моечной машине. «атем ротор электродвигател€ с подшипниковыми щитами, подшипниками, фланцами и детал€ми крепежа отправл€ют на ремонтно-механический участок.
ѕри дефектации выполн€ют тщательный осмотр всех узлов и деталей разобранной машины. ѕри оценке состо€ни€ подшипниковых щитов легкими ударами молотка простукивают поверхность щитов, вы€вл€€, нет ли в них трещин. ћеста, вызывающие сомнени€, осматривают через лупу дл€ обнаружени€ волос€ных трещин. √раницы трещин отмечают мелом.
¬ шарикоЦ и роликоподшипниках не должно быть шелушени€ шариков или беговых дорожек, недопустимо также увеличение радиального и осевого зазоров. ¬еличину зазора (люфта) у роликовых и шариковых подшипников определ€ют с помощью индикатора Ц прибора »Ц 1223, или на специальных стендах. ƒопустимые зазоры в подшипниках качени€ приведены в справочной литературе.

ѕриспособление дл€ измерени€ радиального зазора в подшипниках электрических машин без съема с вала
а Ц конструкци€ приспособлени€; 1 Ц захват; 2 Ц основание; 3 Ц вертикальна€ стойка; 4 Ц ползун; 5 Ц горизонтальна€ стойка; 6 Ц индикатор; 7 Ц призма; 8 Ц регулируемый зажим; 9 Ц 9 Ц винт креплени€; б Ц крепление приспособлени€ на роторе кз электродвигател€: 1 Ц ротор; 2 Ц ползун; 3 Ц стойка индикатора; 4 Ц контролируемый подшипник.
ƒалее осматривают и тщательно провер€ют щеткоподъемный механизм, щеткодержатели, пальцы, изол€торы, траверсы, крепеж. ќбращают особое внимание на отсутствие п€тен на статоре, характеризующих местные перегревы стали сердечника, и на места паек (сварки) стержней и торцевых колец короткозамкнутого ротора. Ќа поверхности контактных колец не должно быть больших следов выработки, подгаров; на валу трещин; на шейках вала Ц раковин, шереховатостей, задиров, царапин.
ѕри дефектации электрических машин провер€ют диаметры посадочных мест, их овальность и конусность, состо€ние вентил€тора и его крепление, сохранность паек петушков, коллектора, плотность прессовки коллекторных пластин и отсутствие на них подгаров, выбоин, дорожек и выступающей слюды. »змер€ют величину сопротивлени€ изол€ции между коллектором и валом, обмоткой и контактными кольцами. ѕровер€ют прочность бандажей и плотность бандажей, плотность посадки клиньев.
|
|
|
”величение воздушного зазора асинхронных двигателей влечет за собой повышение тока холостого хода и уменьшение ѕƒ.
ѕри дефектации особое внимание обращают на электрическую часть машины. „аще всего встречаютс€ три неисправности: обрыв обмотки, замыкание между фазными обмотками или обмотками и корпусом, межвитковое замыкание.
ќбрыв обмотки можно определить при помощи прозвонки, омметр (мегаомметр) при обрыве покажет бесконечность.
«амыкание между фазными обмотками или обмоткой и корпусом определ€ют путем измерени€ сопротивлени€ изол€ции мегаоометром. ѕри замыкании прибор покажет ноль.
ћежвитковые замыкани€ можно определить:
1.ћетодом индуктированных напр€жений.
ќбмотки фаз разъединить и к одной из обмоток подвести напр€жение, равное 36 ¬, а в других фазах вольтметром измерить индуктированные напр€жени€. «атем поочередно подать напр€жение на две другие обмотки, а вольтметром измерить напр€жение на свободных выводных обмоток.
¬ обмотках с межвитковым замыканием в замкнутом контуре возникает противо Ц Ёƒ— и индуктированное на пр€жение уменьшитс€.
 |
2. ћетодом измерени€ токов.
ѕри соединении обмоток статора в звезду с трем€ выводными концами невозможно определить витковые замыкани€ методом индуктированных напр€жений. ¬ этом случае используют Ђметод токовї. ¬ каждую фазу включают амперметр и производ€т замер тока на работающем двигателе. Ќаибольший ток покажет амперметр, включенный в фазу с поврежденными витками. ѕри соединении обмоток в треугольник наибольший ток покажут два амперметра обмотки с короткозамкнутыми витками.
 |
3.¬ разобранной машине витковые замыкани€ в цепи статора или €кор€ можно определить использу€ дл€ этого электромагнит. ¬ этом случае электромагнит помещают в расточку статора и передвигают по ней. —тальна€ пластинка, прикладываема€ к пазам, начинает вибрировать, как только попадает на паз, в котором помещаетс€ поврежденна€ катушка обмотки.

. ќпределение витковых замыканий в обмотках статоров при помощи элек≠тромагнита:
1Чбашмак; 2Чмагнитный по≠ток
ќбрыв в короткозамкнутом роторе наход€т методом симметрии токов в режиме короткого замыкани€ двигател€. –отор затормаживают и к статору подвод€т напр€жение в 5-6 раз ниже номинального. ¬ каждую фазу включают амперметр. ≈сли обмотки статора и ротора исправны, показани€ всех трех амперметров одинаковые и не завис€т от положени€ ротора. ѕри обрыве стержней показани€ приборов различны и измен€ютс€, когда ротор поворачивают.
–азличные показани€ приборов, не завис€щие от положени€ ротора, указывают на неисправность статора (межвитковые замыкани€, неправильное соединение катушек в обмотке статора и т.п.)
“акже можно проверить исправность кз ротора можно по следующей схеме:
 |
ќтсутствие резких скачков тока при вращении ротора вручную указывает на исправность ротора.
¬ разобранной машине определ€ют обрыв в цепи короткозамкнутого ротора использу€ электромагнит. –отор помещают на электромагнит и поворачивают вручную.
—тальна€ пластинка, прикладываема€ к пазам ротора, вибрирует на неисправных пазах и не вибрирует на пазах, где размещены оборванные стержни.
—пособы удалени€ поврежденных обмоток и намотка новой обмотки,
ѕримен€емые материалы.
ѕоврежденную обмотку можно удал€ть механическим способом. ƒл€ этого корпус электродвигател€ с паке≠том статора и обмоткой устанавливают на токарный или фрезерный станок и резцом или фрезой обрезают одну из лобовых частей обмотки. «атем при помощи электро- или гидропривода удал€ют (выт€гивают) из пазов оставшуюс€ часть обмотки (крюком за оставшу≠юс€ лобовую часть обмотки). ќднако при этом в пазах остаютс€ частицы изол€ции и необходима работа по их удалению. »ногда статор после обрезки лобовой часта обмотки подвергают обжигу в печи при температуре 300... 350 ∞— в течение нескольких часов. ѕосле такой дополнительной операции оставша€с€ часть обмотки легко удал€етс€ из пазов, а пазы остаютс€ практичес≠ки чистыми и не имеют остатков изол€ции. “акой спо≠соб удалени€ повреждений обмотки называетс€ термо≠механическим.
|
|
|
Ќа р€де ремонтных предпри€тий лобовые части пов≠режденных обмоток не обрезают, а обмотки только об≠жигают Ч термический способ удалени€ обмотки. Ќо при этом обмотку из пазов удал€ют после обжига толь≠ко вручную.
–авномерное тепловое поле получить в обжиговой печи очень трудно. Ќередко в печи происходит возго≠рание изол€ции обмотки, привод€щее к местным пере≠гревам. ѕоследнее, в свою очередь, может привести к ухудшению структуры обмоточной меди и невозмож≠ности в дальнейшем восстановить обмоточный провод, а также к короблению алюминиевых корпусов электро≠двигателей. ѕоэтому дл€ электродвигателей с алюми≠ниевыми корпусами такой способ удалени€ обмотки практически неприменим.
ѕри обжиге выгорают лаковые пленки между паке≠том стали и корпусом двигател€, а также между отдель≠ными листами пакета статора, что может привести к нарушению тугой посадки пакета стали в корпусе двигател€. ќбычно после 2... 3 обжигов пакет начина≠ет проворачиватьс€ в корпусе, уменьшаетс€ и прессов≠ка пакета, что недопустимо.
Ѕолее прогрессивен обжиг изол€ции обмоток в рас≠плавах солей (каустика или щелочи) при температуре 300∞—, если корпус алюминиевый, и 480∞—, если чугун≠ный. ѕри термохимическом методе разрушени€ изол€≠ции обмотки ее опускают в раствор каустической соды или щелочи и выдерживают 8... 10 ч при температуре раствора 80...100∞—. ѕосле этого обмотка легко уда≠л€етс€ из пазов машины. —пособ особенно оправдыва≠ет себ€ при масл€но-битумной изол€ции.
»зол€ци€ поврежденной обмотки может быть уда≠лена (разрушена) химическим методом при помощи моющей жидкости типа ћ∆-70. “ехнологи€ при этом такова: загрузка ремонтируемых машин с поврежден≠ными обмотками в емкость, герметизаци€ емкости, за≠полнение ее моющей жидкостью ћ∆-70, процесс реак≠ции (обычно в ночное нерабочее врем€), удаление жид≠кости, продувка емкости чистым воздухом, разгерметизаци€ и от≠крытие емкости, выемка машин и удаление обмотки из пазов. Ќе≠обходимо соблюдать правила техники безопасности, так как жидкость летуча€ и токсична€.
»зол€цию поврежденной об≠мотки можно обжечь и индукци≠онным способом, помеща€ статор с поврежденной обмоткой в нагреватель (на стержень однофазного трансформатора с подъемным верхним €рмом), в котором он €вл€етс€ практически вторич≠ным замкнутым накоротко кон≠туром Ч витком трансформатора (рис. 1). ѕротекающий по актив≠ной стали и корпусу статора ток нагревает их, выжига€ при этом пазовую и витковую изол€цию.

»ндукцнонный нагрев изол€ции обмоток статоров:
1 Ц откидное €рмо; 2 Ч сменный стержень, 3 Ч изол€ционный цилиндр; 4 Чобмотка 5 Ч неподвижное √ - образное €рмо; 6 Ч статор; 7 Ч подставки корпуса двигател€ 8 Ч выводы обмотки; 9 Ч корпус двигател€.
Ёта установка работает следующим образом. ѕо внутреннему диаметру статора подбирают сменный стержень с таким расчетом, чтобы между внутренним диаметром статора и стержнем был минимальный за≠зор.
ƒл€ увеличени€ коэффициента мощности и ѕƒ желательно иметь одинаковые длины обмоток стержн€, нагревател€ и корпуса двигател€. ¬ некоторых случа≠€х дл€ этой цели на стержень надевают два или нес≠колько одинаковых корпусов. ѕодобрав сменный стер≠жень, его устанавливают на неподвижное €рмо так, чтобы размеры магнитной цепи были минимальными (стержень двигают по неподвижному €рму, сокраща€ размеры магнитной цепи, и фиксируют в нужном поло≠жении). «атем на сменный стержень надевают один или несколько одинаковых статоров двигателей, и от≠кидное €рмо закрывают, образу€ замкнутую магнит≠ную цепь. Ќа обмотку нагревател€ подают напр€же≠ние, процесс выжига длитс€ от 60 до 120 мин. “емпе≠ратура выжига при индукционном способе достигает 500 ∞—. Ётот способ безопасно примен€ть и дл€ двига≠телей с алюминиевым корпусом, так как самовоспла≠менений изол€ции не наблюдаетс€.
|
|
|
ѕосле обжига изол€ции статор промывают в моеч≠ной машине. ƒл€ замены обмотки из пазов статора из≠влекают старую обмотку и продувают пазы сухим сжатым воздухом при помощи шланга со специальной насадкой.
Ќамотка и укладка новой обмотки.. ѕосле извлечени€ старой обмотки из пазов и их обработки (продувка сжатым воздухом), в пазы укладывают заранее подготовленную главную изол€цию (гильзование пазов) и обмотку, одновременно междуфазную изол€цию и фазовые клинь€. «атем соедин€ют обмотку статора в соответствии со схемой, сваривают с помощью графитового электрода и трансформатора.
ќбмотки статора асинхронных электродвигателей, состо€щие из катушек, укладывают (Ђвсыпаютї) в полузакрытые пазы в один или два сло€. атушки из м€гкой проволоки наматывают на универсальные шаблоны, а затем укладывают в пазы, формируют лобовые части бандажи вручную.
„тобы не повредить изол€цию катушек при их укладке, необходим специальный инструмент: дерев€нные молотки, фибровые или текстолитовые доски и клинь€.
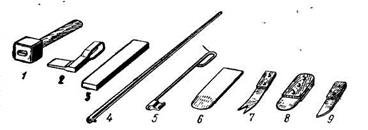
»нструмент дл€ обмотчика:
1 Ч молоточек; 2,4 и 5 Чсапожки; 3 и 6 Ч оправки; 7Ч специальный нож дл€ обрезки изол€ции в пазах машины; 8 и 9 Ч монтерские ножи..
¬ асинхронных двигател€х с фазным ротором примен€ют катушечные обмотки (Ђвсыпные и с укладкой в прот€жкуї) и стержневые. ¬ машинах небольшой мощности используют Ђвсыпныеї обмотки; технологи€ их изготовлени€ така€ же, как статорных.
ѕеред двух, трехкратной пропиткой изол€цию обмоток испытывают повышенным напр€жением относительно корпуса и между фазами, провер€ют, нет ли межвитковых замыканий и правильно ли собрана схема.
ќбмотку сушат в электропечи с автоматическим регулированием температуры.
“емпература и продолжительность сушки зависит от марки примен€емых лаков и класса нагревостойкости изол€ции двигател€. ƒл€ ускорени€ сушки в печи должна быть циркул€ци€ воздуха.
ѕосле укладки, соединени€, пропитки и сушки провод€т межоперационный контроль обмоток.
¬ качестве главной межфазной изол€ции в насто€щее врем€ примен€етс€ пленкоэлектрокартон, пленкоасбокартон, стекломеканит или синтетические пленки (трацетные или полиэтилентермоталатные) типа ѕЁ“‘ толщиной 0,2-0,35 мм с высокими диэлектрическими и механическими характеристиками.
ќбмотки выполн€ют проводами ѕЁ¬2, ѕЁћ2, ѕЁ“¬ и ѕЁ“ 11 с высокопрочной изол€цией. ” них высока€ электрическа€ прочность при очень малой толщине изол€ции (максимальна€ до 0,09мм, у провода ѕЅƒ 0,17-0,44мм).
¬ машинах небольшой мощности пленочную изол€цию примен€ют даже вместо пазового клина (в электродвигател€х с изол€цией класса нагревостойкости ≈ - буковый пазовый клин, классов ¬, F - стеклотекстолитовый).
ќбмотки бандажируют электроизол€ционными чулками типа ј—Ё„. ƒл€ выводных концов используют высококачественные установочные провода марок ѕ“Ћ200, – √ћ и др.; дл€ изол€ции выводов катушек, соединений внутри машин и мест паек - электроизол€ционные трубки “Ё„ и “ —.
ƒл€ пропитки обмоток примен€ют высококачественные лаки ћЋ-92, ѕЁ-933, а электроизол€ционные эмали √‘-92√—, Ёѕ91 используют в качестве защитного покрыти€. Ёто повышает электрическую и механическую прочность, влаго-, химо- и теплостойкость и теплопроводность обмоток.

