




Сам термин "сверление" обозначает удаление части обрабатываемого материала более твердым инструментом. Поэтому, если идет речь именно о сверлении бетона, то имеются ввиду специальные алмазные буры, которые применяются только при профессиональных работах и их цена достаточно высока.
В нашем случае сделать отверстие в твердом материале, значит получить результат доступными средствами. Это означает, что в процессе работы необходимо использовать либо дрель ударного действия (при работе именно с бетоном все-таки не рекомендуется), либо перфоратор. Принцип работы в общих чертах выглядит так: при ударе специального сверла по обрабатываемой поверхности образуются сколы материала. Так как мы работаем инструментом определенной формы, в результате получается цилиндрическое отверстие. Результаты обработки (осколки материала и пыль) отводятся из отверстия благодаря специальной форме стенок сверла (бура).
37. Вертикально – сверлильный станок
 |
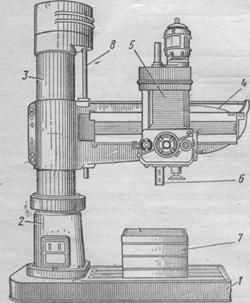
Общин вид наиболее распространенного универсального одношпин- дельного вертикально-сверлильного станка показан на рис.26. Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства в ремонтно-механических и инструментальных цехах.
На фундаментной плите 1 смонтирована колонна 3 коробчатой формы. В ее верхней части размещена шпиндельная головка 6, несущая электродвигатель 5 и шпиндель 7 с инструментом 8. На вертикальных направляющих колонны установлена шпиндельная бабка 4, внутри которой размещен механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и с помощью штурвала 2 вручную. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол 9. Его можно устанавливать на различной высоте, в зависимости от размеров обрабатываемых деталей.
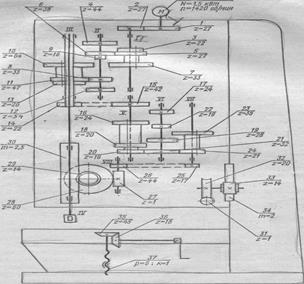
На рис. 27 представлена кинематическая схема вертикально-сверлильного станка 2Н118. Частота вращения шпинделя изменяется с помощью коробки скоростей.

|
|
Рис. 27. Кинематическая схема вертикально-сверлильного станка мод. 2HI18
38. Радиально – сверлильный станок
Перемещение по плоскости стола крупногабаритных и тяжелых деталей сопряжено с большими неудобствами и потерей времени. Поэтому при обработке большого числа отверстий в таких деталях применяют радиально-сверлильные станки (рис. 28). При работе на них деталь остается непод-
вижной, а шпиндель со сверлом перемещается относительно детали и уста-
навливается в требуемое положение. На фундаментной плите 1 такого
станка установлена тумба 2 с неподвижной колонной, на которую надета
гильза 3, поворачивающаяся вокруг колонны на 360°. На гильзе смонтиро-
вана траверса 4, которая имеет горизонтальные направляющие для пере-
мещения сверлильной головки 5. Внутри головки размещены коробки ско-
ростей и подач и узел шпинделя 6. На передней крышке расположены
органы управления.
Обрабатываемые детали устанавливают на столе 7 или непосредствен-
но на верхней плоскости фундаментной плиты. Шпиндель 6 со сверлиль-
ной головкой может перемещаться в горизонтальном направлении, а вме-
сте с траверсой 4 и гидьзой 3 поворачиваться вокруг оси неподвижной
колонны. Эти два движения обеспечивают установку инструмента по
любым координатам. С помощью винта 8 траверса поднимается или опу-
скается по гильзе и закрепляется на любой высоте. Гильза, в свою очередь,
может быть зажата на колонне, а сверлильная головка — на траверсе.
Перед сверлением отверстия гильзу и сверлильную головку фиксируют,
а по окончании обработки освобождают. Механизмы зажима размещены
в нижней части гильзы, над тумбой 2 и в сверлильной головке 5.
|
Рис. 28. Радиально-сверлильный станок
 |
 39. Шлифовальные станки
39. Шлифовальные станки
Шлифовальные станки имеют вращающийся абразивный инструмент. Эти станки применяют в основном для окончательной (финишной) чистовой обработки деталей, путем снятия с их поверхности слоев металла с точностью, доходящей иногда до десятых долей микрометра и придания обрабатываемой поверхности высокой чистоты. На шлифовальные станки поступают заготовки, предварительно обработанные на других станках с оставлением небольшого припуска под шлифование, величина которого зависит от требуемого класса точности, размеров детали и предшествующей обработки. Успехи последних лет в области усовершенствования шлифовальных кругов и станков, а также совершенствование заготовительных операций (прокатывания, штампования, точного литья и т. п.), позволяют во многих случаях использовать вместо токарных, фрезерных и других станков для получистовых операций, высокопроизводительные шлифовальные станки для предварительного и окончательного шлифования.
На шлифовальных станках выполняют:
· обдирку, разрезку и отрезку заготовок;
· точную обработку плоскостей, поверхностей вращения, зубьев колес, винтовых и фасонных поверхностей и т. п.;
· заточку всевозможного инструмента.
Виды шлифовальных станков
· Круглошлифовальный
· Внутришлифовальный
· Плоскошлифовальный — для обработки плоскостей и сопряжённых плоских поверхностей;
· Бесцентрошлифовальный — для обработки в крупносерийном производстве наружных поверхностей;
Круглошлифовальные станки предназначены для наружного шлифования цилиндрических и конических поверхностей и подразделяются на универсальные и простые (не универсальные).
В универсальных круглошлифовальных станках, кроме поворота рабочего стола на небольшой угол, до ±6°, возможен поворот как детали (заготовки), так и шлифовального круга за счет поворота передней и шлифовальной бабок вокруг их вертикальных осей на большой угол, что позволяет шлифовать на этих станках конусы с большим углом при вершине, а также торцовые плоскости. Кроме того, универсальные круглошлифовальные станки обычно снабжаются дополнительной бабкой для шлифования отверстий.
 40. Плоскошлифовальные станки
40. Плоскошлифовальные станки
Плоскошлифовальные станки предназначены для шлифования плоских поверхностей деталей периферией или торцом шлифовального круга. Они имеют прямоугольные или круглые столы.
Плоскошлифовальные станки имеют следующие основные механизмы: привод шлифовального круга (в основном от электродвигателя, встроенного в корпус шлифовальной бабки соосно со шпинделем шлифовального круга); механизм продольных подач (главным образом от гидропривода); механизм поперечных подач (от гидропривода или посредством винтового механизма); механизм вертикальных подач (в виде храпового механизма с приводом от упоров стола через рычажную систему, либо гидравлический) и привод стола для станков с круглым столом (от электродвигателя через коробку подач, от гидродвигателя объемного регулирования, от электродвигателя постоянного тока).
Плоскошлифовальный станок мод. ЗБ722. Станок — общего назначения с прямоугольным столом и горизонтальным шпинделем, предназначен для шлифования плоскостей различных деталей периферией круга. Станина имеет продольные направляющие, по которым возвратно-поступательно движется рабочий стол. По вертикальным направляющим стойки перемещается шлифовальная бабка со шлифовальным кругом.
Главное движение в станке - вращение шлифовального круга; продольная подача — прямолинейное возвратно-поступательное движение стола с заготовкой. Поперечная и вертикальная подачи сообщаются шлифовальной бабке с шлифовальным кругом.
Шлифовальный круг крепится на конце шпинделя шлифовальной бабки. Обрабатываемую деталь устанавливают на столе станка. В процессе работы стол получает прямолинейное возвратно-поступательное движение, а шлифовальный круг - вращательное. Если ширина обрабатываемой детали больше ширины круга, то шлифовальной бабке сообщается периодическая поперечная подача после каждого одинарного или двойного хода стола. Шпиндельной бабке с кругом сообщается также вертикальная подача для снятия необходимого припуска.
 41. Круглошлифовальный станок
41. Круглошлифовальный станок
Круглошлифовальные станки предназначены для шлифования наружных цилиндрических, конических, а также торцовых поверхностей. Они характеризуются наибольшим диаметром устанавливаемой детали и ее длиной. Для станков общего назначения наибольший диаметр устанавливаемой детали 100—160 мм, а наибольшая ее длина — 150—1250 мм.
Станок имеет следующие основные узлы. На направляющих станины установлен рабочий стол, несущий переднююи заднююбабки, в центрах которых устанавливается обрабатываемая деталь. Заднюю бабку можно закреплять на различном расстоянии от передней, в зависимости от длины обрабатываемой детали. Сзади, на поперечных направляющих станины размещена шлифовальная бабка с приводом вращения шлифовального круга. Деталь, установленную в неподвижных центрах, приводят во вращение поводковым патроном передней бабки. Вместе со столом детали сообщают возвратно-поступательное движение (продольную подачу). При обработке конических поверхностей рабочий стол поворачивают вокруг вертикальной оси на угол, соответствующий конусности детали (обычно до 10°).
В станке автоматизированы продольный ход стола, быстрый подвод и отвод шлифовальной бабки, подача круга на врезание после каждого одинарного или двойного хода стола, включение и остановка вращения шпинделя бабки изделия, а также включение и выключение подачи охлаждающей жидкости. Частота вращения шпинделя бабки изделия регулируется бесступенчато, частота вращения шпинделя шлифовальной бабки постоянна.
На станке можно производить как врезное, так и продольное шлифование в полуавтоматическом цикле до жесткого упора или с применением прибора активного контроля типа БВ-1096. В последнем случае циклом шлифования управляют выключатели механизма подач или контакты прибора активного контроля. Прибор позволяет непрерывно в процессе шлифования измерять диаметр обрабатываемой детали. Это сокращает время обработки, так как нет необходимости останавливать станок для измерения, а также исключает возможность брака.
Привод главного движения смонтирован на шлифовальной бабке; от электродвигателя движение к шпинделю шлифовального круга передается ременной передачей.
Круговая подача — вращение обрабатываемой детали производится от электродвигателя постоянного тока с бесступенчатым регулированием частоты вращения через ременную передачу. Деталь вращается в неподвижных центрах, в результате чего повышается точность
обработки.
Технологическая карта
Технологическая карта — это документ, содержащий необходимые сведения, инструкции для персонала, выполняющего некий технологический процесс или техническое обслуживание объекта.
Технологическая карта (ТК) должна отвечать на вопросы:
1. Какие операции необходимо выполнять
2. В какой последовательности выполняются операции
3. С какой периодичностью необходимо выполнять операции (при повторении операции более одного раза)
4. Сколько уходит времени на выполнение каждой операции
5. Результат выполнения каждой операции
6. Какие необходимы инструменты и материалы для выполнения операции.
Технологические карты разрабатываются в случае:
1. Высокой сложности выполняемых операций;
2. Наличие спорных элементов в операциях, неоднозначностей;
3. При необходимости определения трудозатрат на эксплуатацию объекта.
Как правило, ТК составляется для каждого объекта отдельно и оформляется в виде таблицы. В одной ТК могут быть учтены различные, но схожие модели объектов. Технологическая карта составляется техническими службами предприятия и утверждается руководителем предприятия (главным инженером, главным агрономом).
 |

