




Все методы вибродиагностики являются вероятностными и характеризуются двумя основными показателями:
- вероятностью ложной тревоги;
- вероятностью пропуска дефекта.
На рис. 63 представлены типовые распределения плотности вероятности р(Х) значений одного из диагностических параметров Х для бездефектного (а) узла, узла со средним дефектом (б) и узла с недопустимым для дальнейшей эксплуатации дефектом (в).
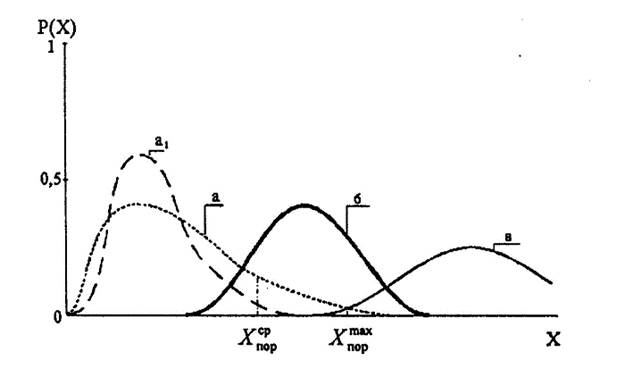
Рис. 63. Типовые распределения плотности вероятности величины диагностических параметров.
На практике чаще всего закон распределения плотности вероятности любого
диагностического параметра бездефектного узла близок к нормальному закону:
ро (Х) = (1/Ö2 psох)ехр - {(Х – ` Хо)2/2s2ох }, (18)
где ` Хо - среднее значение параметра; sох – его среднеквадратическое отклонение.
На рис. 63 (а1) пунктиром показано распределение параметра бездефектных узлов, которые диагностируются в специальных условиях, обеспечиваемых пользователем, т.е. одинаковые нагрузки и частоты вращения, идентичные точки контроля, специально подготовленные места установки датчиков вибрации.
Выбор пороговых величин для каждого из диагностических параметров, разделяющих множества состояний узла на подмножества бездефектных состояний, состояний со средними и сильными дефектами, определяет вероятность как пропуска дефекта, так и ложной тревоги.
Под вероятностью ложной тревоги понимается величина интеграла, определяющего вероятность отнесения бездефектного узла к подмножеству узлов со средними и сильными дефектами.
Под вероятностью пропуска дефекта понимается величина интеграла, где
р1 (Х) – плотность вероятности диагностического параметра при наличии дефекта.
Близкие по форме к приведенным на рис. 63 распределения имеют место и для всей совокупности диагностических параметров, которые используются в любой диагностической системе, а именно они определяют качество этой системы. В этом случае чем дальше по оси Х отстоят вершины распределений для бездефектных узлов (а) и узлов с опасными дефектами (в) и чем уже эти распределения, т.е. чем меньше величина среднеквадратичного отклонения, тем выше качество диагностической системы.
. Анализ многочисленных исследований показывает, что пороговый параметр не должен быть выше средних значений параметров у бездефектных узлов на 10 дБ (в 3 раза) для средних дефектов и на 20 дБ (10 раз) для опасных дефектов.
Для контроля состояния роторного оборудовании на каждом из возможных этапов его эксплуатации, определяемом глубиной развития дефектов, используют разные методы виброакустической диагностики. Эти методы базируются на анализе особенностей формирования и распространения вибрации оборудования в разных частотных диапазонах и имеют различную чувствительность обнаружения разных по виду и величине дефектов.
На первом этапе эксплуатации оборудования, когда идёт приработка его элементов, необходимо в основном выявлять скрытые дефекты их изготовления и дефекты, которые возникают при монтаже оборудования на месте эксплуатации.
На втором этапе бездефектной эксплуатации оборудования, когда происходит естественный износ его элементов, стоит задача определения начала третьего этапа, т.е. появления зарождающихся дефектов.
На третьем этапе, когда появляются отдельные дефекты, многие из которых в процессе дальнейшей работы могут уменьшаться и даже исчезать, стоят задачи определения момента появления необратимых дефектов и момента появления «цепочки» быстро развивающихся дефектов, после появления которой необходим постоянный контроль за вибрацией оборудовании или его остановка для выполнения ремонтных работ.
На четвёртом этапе быстрого развития «цепочки» дефектов с последующим отказом оборудования обычно решаются вопросы аварийной защиты оборудования и в ряде случаев задача прогноза остаточного ресурса оборудования. Для этого используются методы и средства вибрационного и защитного мониторинга.
Контроль состояния и диагностики являются частью профилактического обслуживания оборудования. На рис. 64 представлена структурная схема организации контроля состояния оборудования и диагностики как части профилактического обслуживания.
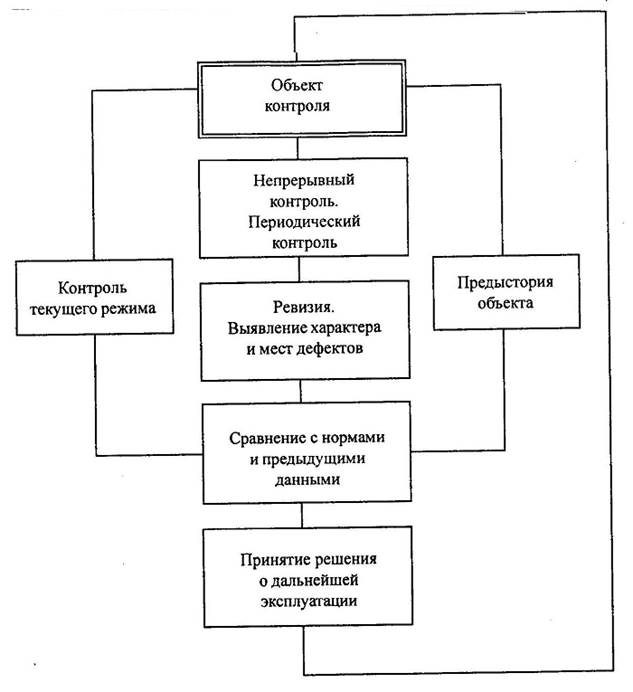
Рис. 64. Структура контроля и диагностики оборудования.
Основные функции системы диагностирования генераторов:
1) контроль режимов оборудования с фиксацией отклонений от нормальных режимов;
2) определение технического состояния генератора и его ресурса;
3) выдача оперативной информации для дежурного персонала;
4) корректировка объемов ремонтных работ по данным блока тестового диагностирования.
Система обслуживает руководящий состав ТЭС, ИТР электрического цеха и цеха тепловой автоматики, старший оперативный и ремонтный персонал.
В 1997 – 1999 годах головные образцы автоматизированной системы контроля и диагностики генераторов (АСКДГ) «Нептун» установлены на ТЭЦ-20,
ТЭЦ -23 «Мосэнерго» и на Минской ТЭЦ – 5. В основу построения АСКДГ «Нептун» положены следующие принципы:
- открытые международные стандарты и технологии на всех уровнях системы, которые позволяют получать быстрые и безошибочные решения поставленных задач и свободно интегрировать «Нептун» в другие автоматизированные системы;
- инструментальные средства технологического программирования, которые обеспечивают участие в создании рабочих прикладных программ специалистов нужного профиля, быструю отладку программ в ходе пусконаладочных работ и свободную смену версий программ при каких-либо изменениях на объекте при эксплуатации;
- распределение вычислительных ресурсов системы, которые обеспечивают прием сигналов в промышленных условиях, обработку данных в реальном времени и контроль сложного технологического объекта по большой совокупности разнородных, но взаимосвязанных параметров;
- модульность построения системы, которая обеспечивает гибкость конструирования и структурного конфигурирования для каждого проекта при оптимальном соотношении сложность/стоимость;
- унификация и стандартизация программных и аппаратных средств, которые позволяют в значительной части комплектовать систему «Нептун» отработанными и надежными покупными программными продуктами и изделиями авторитетных производителей.
Система «Нептун» выполняет функции эксплуатационного контроля и диагностики турбогенераторов и их вспомогательных систем по тепловым, технологическим, электрическим и вибрационным параметров. Система используется с любыми типами турбогенераторов с вододородно-водяным (ТВВ, ТВФ), воздушным (ТЗФП) и полностью водяным (ТЗВ) охлаждением. Система может устанавливаться как на реконструируемых, так и на вновь вводимых энергоблоках. Возможно использование системы контроля и диагностики гидрогенераторов с доработкой диагностических алгоритмов.
Система «Нептун» выполняет следующие контрольные функции:
- контроль теплового состояния генератора, в том числе ротора;
- контроль технологических параметров;
- контроль электрических параметров, формирование диаграммы мощности;
- контроль уровня вибрации основных элементов конструкции генератора;
- контроль состояния щёточно-контактного аппарата;
- контроль подстуловой изоляции;
- контроль изоляции обмотки статора и обмотки возбуждения;
- отображение контролируемых параметров на видеомониторе;
- регистрация и архивирование контролируемых параметров;
- регистрация аварийных событий по дискретным и электрическим параметрам;
- сигнализация о предаварийных и аварийных ситуациях;
- формирование и печать протоколов и отчетов;
- передача информации в АСУ ТП энергоблока.
Система «Нептун» выполняет следующие функции диагностики:
1. Статор генератора:
- определение ухудшения проходимости обмотки статора и её отдельных стержней;
- определение ослабления крепления лобовых частей обмотки;
- определение ослабления крепления корпуса генератора к фундаменту;
- определение ухудшения сопротивления изоляции обмотки статора.
2. Ротор генератора и цепи возбуждения:
- определение ухудшения состояния изоляции цепей возбуждения;
- определение электрического, механического и теплового небалансов;
- определение витковых замыканий в обмотке возбуждения;
- диагностика состояния щёточно-контактного аппарата.
3. Система охлаждения генератора:
- определение снижения расхода охладителя в цепях охлаждения статора;
- определение снижения расхода дистиллята в обмотке ротора;
- определение появления утечек в цепях охлаждения статора и ротора внутри корпуса;
- определение нарушения работы насосов в контурах охлаждения;
- определение ухудшения качества дистиллята.
4. Система смазки подшипников генератора:
- определение нарушения маслоснабжения.
5. Подшипник генератора:
- определение ослабления и повреждения крепления вкладышей;
- определение ухудшения изоляции подшипника генератора.
При необходимости система может выполнять некоторые функции автоматического управления и регулирования (например, автоматическое регулирование подачи охладителя).
Система имеет модульное построение как аппаратных средств, так и программного обеспечения, что позволяет производить поставку системы с любым сочетанием измерительных каналов и реализуемых функций контроля и диагностики.
Система может эксплуатироваться самостоятельно или в составе АСУ ТП станции.
Система состоит из двух основных частей:
- подсистема сбора и обработки технологических и электрических параметров (СОТП);
- станции оперативного контроля (СтОК).
Конструктивно СтОК может быть выполнена в виде удаленного рабочего места на базе персонального компьютера или встроена в шкаф СОТП в виде пульта, выполненного на базе панельного промышленного компьютера. Программное обеспечение СтОК представляет собой рабочее приложение SCADA “InTouch” под Windows.
СОТП представляет собой приборный шкаф промышленного исполнения размерами 600х600х2100 (ШхГхВ) одно- или двух стороннего
обслуживания со степенью защиты IP54 (рис. 65).
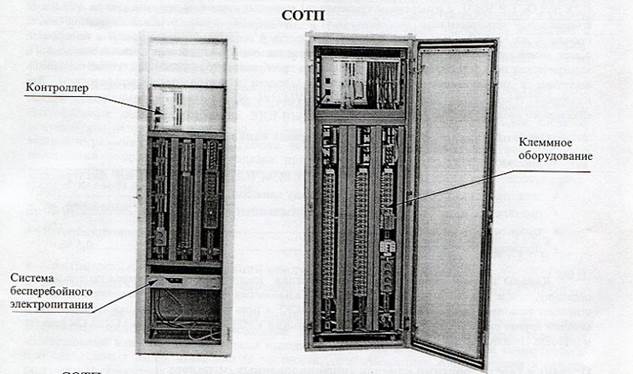
Рис. 68. Приборный шкаф СОТП.
Возможен вариант поставки СОТП для размещения на площадке генератора (местный щит), что значительно снижает затраты на монтаже кабелей. В шкафу размещаются контроллер, система бесперебойного электропитания СОТП, панельный компьютер СтОК (при встроенном варианте исполнения) и клеммное оборудование. Связь контроллера СОТП с компьютером СтОК выполняется по протоколу MODBUS или PROFIBUS на основе интерфейса RS-232 или RS-485 при максимальной длине связи 1200 м.
Обеспечение надежной эксплуатации роторов турбин, а также трубопроводов пара и воды, в первую очередь определяется выбором методов контроля, которые позволяют получить достоверную информацию о состоянии металла.
На основе опыта эксплуатации и данных исследований можно сформировать основные требования к методам дефектоскопического контроля, которые изложены в таблице 9
Таблица 9.
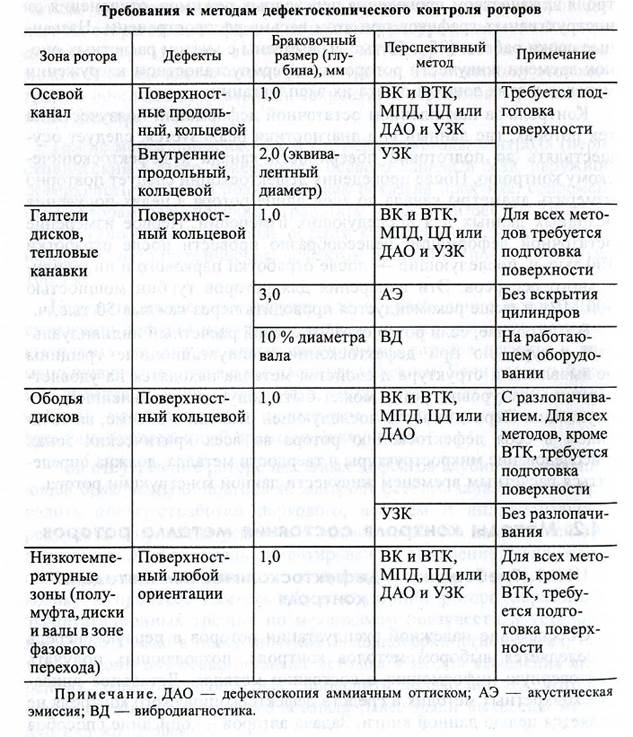
Для каждой зоны ротора существуют свои специфические требования к методам контроля. Порядок контроля и его методы изложены в РД 34.17.440-96. Наиболее опасные дефекты, выявляемые в области осевого канала – это дефекты, ориентированные вдоль оси ротора (исходные металлургические дефекты, трещины, образовавшиеся под действием центробежных сил по механизму ползучести). Кольцевые дефекты могут появляться в исключительных случаях. Применительно к осевому каналу ротора разработана методика и аппаратура вихретокового контроля (ВТК) УралВТИ, которые в течение последних лет постоянно совершенствуются. На рис. 66 представлена аппаратура для ВТК осевых каналов роторов.
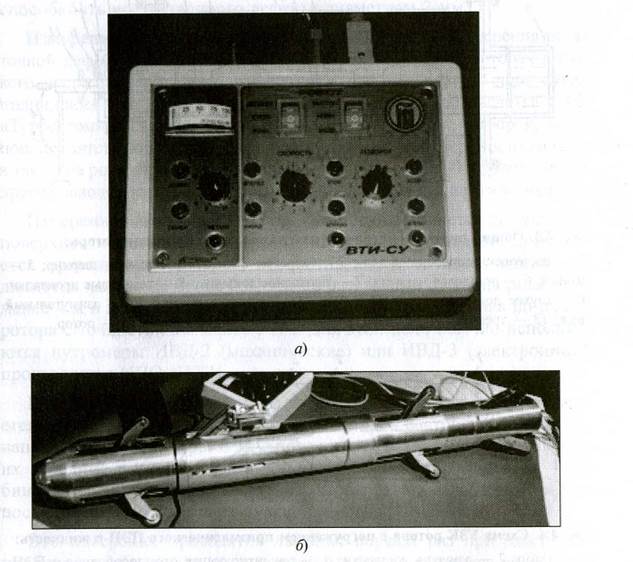
Рис. 66. Вихретоковый дефектоскоп ВТИ-СУ (а) и самодвижущийся комплекс-робот с комплектом датчиков (б)
Недостатком комплекса является отсутствие возможности изучения дефекта во время контроля и наличие кабельной связи. Результаты контроля анализируются только после завершения сканирования и расшифровки накопленных в компьютере данных.
В настоящее время действуют два утвержденных альтернативных метода ультразвукового контроля (УЗК) ротора со стороны осевого канала (РД 34.17.440-96): контактный и иммерсионный. Ввод ультразвука в металл может осуществляться иммерсионным и контактным методом. При иммерсионным методе пьезоэлектрический преобразователь (ПЭП) погружают в контактную жидкость, которая заполняет осевой канал ротора. Этот метод УЗК реализуется с помощью специального координатного механизма, схема которого представлена на рис. 67.
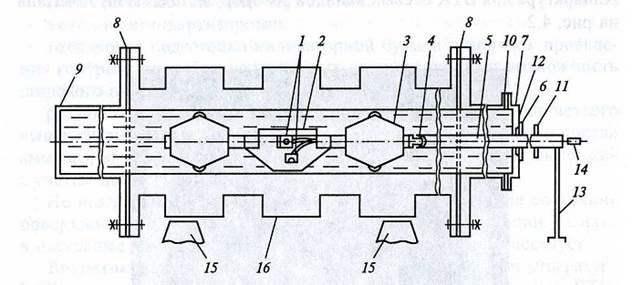
Рис. 67. Общий вид устройства для ультразвукового контроля ротора:
1- пьезоэлектропреобразователь; 2- каретка; 3- центратор; 4- шарнир;
5- штанга; 6- резиновая манжета; 7- проходное донышко; 8- резиновые прокладки; 9- глухое донышко; 10- патрубок; 11- рукоятка подачи;
12- азимутальный диск; 13- тренога; 14- кабель к дефектоскопам; 15- опоры; 16- ротор.
Контактный метод (рис. 68) реализуют с помощью призматических ПЭП, перемещаемых в канале ротора с помощью ориентирующей рамки и легкой трубы диаметром 18-25 мм.
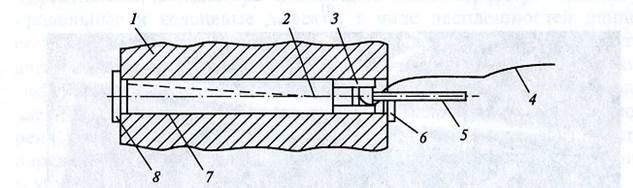
Рис. 68. Схема УЗК ротора с погружением призматического ПЭП в жидкость:
1- ротор; 2- уровень жидкости; 3- ориентирующее приспособление с ПЭП;
4- высокочастотный кабель; 5- штанга; 6- пробка с окном; 7- поверхность канала; 8- пробка.
Для создания акустического контакта ПЭП с металлом ротора применяют дегазированные жидкости (водопроводную воду или минеральное масло). Оба метода служат для выявления дефектов, ориентированных как в продольном, так и поперечном направлении и расположенных на расстоянии до 80 мм от поверхности канала.
Недостатками этих комплексов являются наличие кабелей, штанг которые необходимо уплотнять для исключения течей воды или масла.
Современные разработки на основе компьютерной техники и беспроводной связи позволяют реализовать комплекс структурная схема которого представлена на рис. 69.
Рис. 69. Схема системы ультразвукового мониторинга и диагностики ротора турбины.
Ультразвуковой контроль ротора производится с целью обнаружения внутренних дефектов. Многолетняя статистика показывает, что ручной ультразвуковой контроль не обеспечивает выявление всех недопустимых дефектов. При этом он имеет малую производительность и не позволяет получить результаты контроля в виде масштабных дефектограмм. Применение вихретокового контроля гарантирует выявление поверхностных и подповерхностных дефектов на глубинах до 5 мм.
Решить проблему может применение автоматизированного ультразвукового и вихретокового контроля с обработкой информации и регистрацией дефектов на ЭВМ. Конструктивно установка выполнена в виде пыле – влагозащищенного (IP65) приборного моноблока (400х320х200), размещенного на свободном участке станины (площадки) турбины и механизмом сканирования, с блоком преобразователей.
Основное назначение установки – мониторинг и диагностика ротора и лопаток. Предлагаемая система мониторинга и диагностики в отличие от известных аналогов обеспечивает более полный контроль, это позволяет:
h Оценить качество роторов и лопаток (при входном контроле и в процессе эксплуатации);
h Осуществить первичную паспортизацию роторов и рабочих лопаток;
h Повысить производительность контроля;
h Повысить вероятность обнаружения недопустимых дефектов за счёт применения различных преобразователей;
h Осуществлять мониторинг за развитием дефектов в процессе эксплуатации.
Ультразвуковой мониторинг и диагностика роторов и лопаток производится 3-мя каналами. Прямой совмещенный преобразователь (ПЭП) предназначен для обнаружения объемных и плоскостных дефектов ориентированных перпендикулярно образующей. Наклонные преобразователи предназначены для обнаружения объемных и вертикально ориентированных дефектов в прокатных валках на глубину до ½ диаметра. Данная комплектация позволяет производить 100% контроль объема роторов и рабочих лопаток.
Установка снабжена каналом вихретокового контроля для обнаружения поверхностных и подповерхностных дефектов. Применяются многоэлементные преобразователи, что обеспечивает 100% контроль поверхности роторов и лопаток с большой чувствительностью. Результаты контроля обрабатываются программой визуализации, и могут совмещаться с результатами ультразвукового контроля. Вихретоковый канал позволяет обнаруживать поверхностные дефекты и обеспечивает оценку их глубины в диапазоне от 0,3мм до 5мм. На рис.70 показан экран установки в процессе контроля.
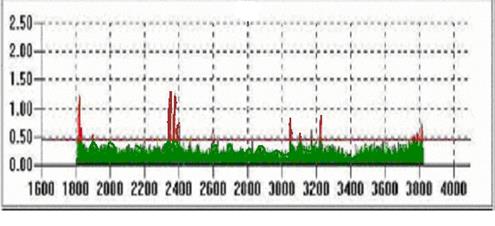
Рис.70. Экран установки во время контроля поверхностных дефектов.
Конструктивно аппаратура представляет собой моноблок с большим (12”) цветным сенсорным дисплеем, размещенным на свободном месте станка. Учитывая, что оператором может быть слесарь - ремонтник, управление установкой предельно упрощено. Удобный русскоязычный интерфейс облегчает процесс контроля. Необходимо на сенсорном дисплее правильно выбрать тип и номер ротора или лопатки, а программа сама подберет оптимальные условия контроля и автоматически подведет датчики к контролируемому ротору или лопатке.
Все программное обеспечение размещено в электронном блоке. Это обеспечивает скоростную обработку информации, и анализ её в реальном режиме времени.
На дисплее выводится эскиз ротора или лопатки с перемещающимся в реальном времени изображением акустического блока. Система обеспечивает определение, также отображение глубин, размеров и координат поверхностных и внутренних дефектов. Это позволяет оператору обоснованно решать вопрос о глубине залегания дефектов в роторе или лопатке.
Компьютерная система собирает информацию от ультразвуковых и вихретоковых преобразователей, а также датчиков позиционирования.
Программное обеспечение на персональном компьютере, расположенном в отдельном помещении, работает под WINDOWS и на основе полученных данных строится объемная модель ротора или лопатки. Это позволяет более детально исследовать результаты контроля. Программа визуализации позволяет вращать объемную модель ротора или лопатки в трёх измерениях. На рис.71 показан пример построения трехмерной модели внутреннего дефекта.
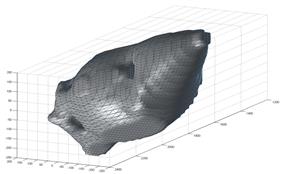
Рис.71. Пример трехмерной визуализации результатов ультразвукового контроля.
В программе имеется возможность получения любого сечения в радиальной плоскости. Можно выделить и измерить площадь зоны с дефектами. Все сечения и ракурсы опасных дефектов сохраняются в виде закладок и содержатся вместе с файлами результатов контроля. В файлах результатов контроля хранится вся информация обо всех обнаруженных дефектах (размеры, координаты), номер лопатки или ротора, дата и время контроля и т.п.
Система позиционирования состоит из абсолютных датчиков вращения и поперечного перемещения. Абсолютная система координат позволяет в случае сбоев в работе станка или его непредвиденной остановки, возобновлять контроль с места последней остановки станка. Для повышения точности измерений датчики координат нуждаются в сопряжении с механизмами привода станка. С этой целью датчик угла поворота валка вмонтирован под кожухом станка и через зубчатое зацепление связан с вращением шпинделя. Датчик горизонтального смещения находится на суппорте и непосредственно через зубчатое зацепление связан с приводом суппорта станка. Информация с датчиков с использованием беспроводных технологий передаётся в электронный блок. Зубчатое зацепление позволяет предотвращать проскальзывание и увеличить точность измерений. Система позиционирования обеспечивает точность определения координат ±5мм.
Механизм сканирования предназначен для фиксации блока преобразователей на поверхности лопатки или ротора. Он крепится на свободном месте станины турбины. Механизм сканирования состоит из электропривода с линейным перемещением и блока преобразователей (рис.72). В блоке преобразователей установлены ультразвуковые и вихретоковые преобразователи.
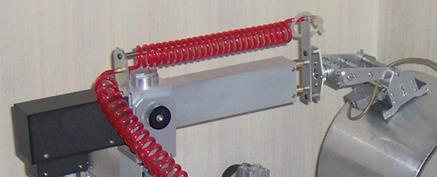
Рис.72. Внешний вид механизма сканирования
После окончания контроля привод автоматически уводится в нерабочее положение. В нерабочем состоянии электропривод уводит блок преобразователей от валка или оправки. Тем самым обеспечивается нормальная погрузка и разгрузка станка. Обеспечивается выдвижение на расстояние до 500мм. Механизм сканирования обеспечивает линейную скорость сканирования до 1,5 м/сек.
Для связи установки с рабочим местом оператора или центральным компьютером используется беспроводная сеть. Это позволяет сократить время контроля и получать результаты сразу после проведения мониторинга и диагностики.
Состав поставляемой установки:
1. Персональный компьютер с цветным монитором 17", клавиатурой и оптической мышью.
2. Лазерный принтер.
3. Аппаратный моноблок с 4 канальным процессорным дефектоскопом в герметичном корпусе (IP 65) и 12" цветным сенсорным дисплеем.
4. WINDOWS совместимая программа 3-х мерной визуализации и хранения результатов контроля.
5. Система позиционирования положения преобразователей по углу и дальности на поверхности лопатки и ротора с беспроводной передачей данных от датчиков координат.
6. Механизм сканирования с электроприводом и системой аварийного отвода.
7. Акустический блок с ультразвуковыми преобразователями
8. Локальная беспроводная сеть с радиусом действия до 50 метров для передачи результатов контроля в камеральное помещение.
9. Система подачи и очистки контактной жидкости.
10. Образцы для настройки чувствительности дефектоскопов.
11. Документация
Разработанный роботизированный самодвижущий диагностический комплекс снабжен беспроводной связью для передачи информации в компьютер. Общий вид комплекса представлен на рис. 73, электронный блок управления и передачи измерений которого представлен на рис.74.

Рис. 73 Самодвижущий диагностический комплекс.
Рис.74. Электронный блок управления и передачи измерений.
Самодвижущий комплекс может снабжаться: видеокамерой для визуального обследования; вихретоковый блок; блоком с ПЭП; блока для контроля координат дефектов и т.д. Таким образом, на самодвижущий роботизированный платформе возможно создание универсального роботизированного диагностического комплекса для роторов турбин и магистральных трубопроводов пара и воды.
Диагностика котлоагрегата
Впервые в практике котлостроения на Таганрогском котельном заводе (ТКЗ)
ОАО «Красный котельщик» разработана автоматизированная система технической диагностики котлов – Диагност ТКЗ, сокращенно – АСТДК «Диагност ТКЗ».
АСТКД построена на использовании главным образом традиционных программно-технических средств. Структура АСТКД представлена на рис.75.

Рис. 75. Структура АСТКД котла.
Её сфера действия охватывает собственно котлоагрегат, выпускаемый ТКЗ, и, в особенности, его высокотемпературные элементы, работающие под давлением.
АСТКД котла предназначена для целенаправленного контроля за техническим состоянием и надежностью как отдельных элементов котла, так и всего котлоагрегата в целом, а также для решения следующих задач:
- оперативного контроля над остаточным ресурсом металла наиболее повреждаемых элементов котла;
- информирования персонала о некоторых вероятных последствиях замеченных отклонений от штатных режимов;
- своевременного предупреждения персонала о замеченной интенсификации процесса снижения обобщенных характеристик долговечности;
- прогнозирования работы оборудования.
АСТКД вводится в работу при первом гидроиспытании и работает в течение всего срока службы котла.
Основные принципы построения АСТКД определены исходя из требований достоверности и снижения стоимости системы диагностики. В качестве единственного способа поиска фактических дефектов принят периодический на остановленном в период ремонта оборудовании с использованием визуального осмотра, дополняемого в случае необходимости ультразвуковой, капиллярной и магнитопорошковой дефектоскопией, а также исследованием вырезаемых образцов.
Для непрерывного оперативного контроля состояния котла используются только высоконадежные измерения. При этом решающую роль играют расчеты на ЭВМ максимальных напряжений и остаточного ресурса металла, дающие возможность предсказать с некоторой вероятностью наиболее опасные с этой точки зрения элементы. На рис. 76 представлена структурная схема оценки остаточного ресурса элементов котла.
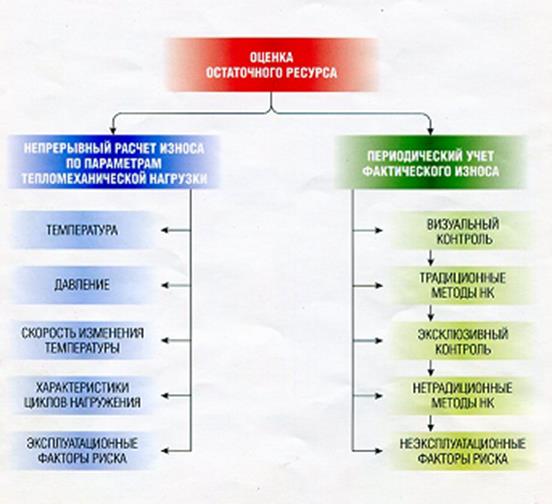
Рис. 76. Структурная схема оценки остаточного ресурса элементов котла.
Появление трещин в барабанах в процессе эксплуатации вызывается рядом причин. Основными причинами являются:
- высокий уровень действующих напряжений;
- большие температурные напряжения, которые возникают при пусках и остановах (особенно аварийных);
- коррозия;
- низкая деформационная способность материала барабана.
Трещины появляются на внутренней поверхности барабанов, чаще всего около водоопускных труб. Обычно трещины располагаются в пределах водяного объема, реже трещинами бывают повреждены все трубные отверстия. Около отверстий в барабанах возникает концентрация напряжений. На кромке отверстия по данным исследований максимальное напряжение превышало расчетное среднее в 4 раза.
В данной системе принят исключительно расчетный метод, который базируется на нормативных документах, используемых при создании котлов, проверенный всем ходом котлостроения и эксплуатацией оборудования. Он основан на оперативном контроле качества эксплуатации оборудования, включая контроль температурных режимов элементов пароводяного тракта котла, регистрации и анализе «выбегов», анализе интенсивности исчерпания ресурса и накопления ползучести.
Расчет напряжений в металле для выбранных элементов диагностика проводится для особых зон, в которых возникают максимальные концентрации напряжений. Такими зонами риска являются: узел приварки стояка к барабану, узел приварки штуцера к коллектору, гиб трубы.
Для характерных точек этих зон ведется постоянный контроль уровня напряжений и величины исчерпания ресурса. В расчетах учитываются результаты осмотров и ремонтов элементов, проведенные на остановленном оборудовании.
Объекты диагностики выбираются в зависимости от типа и назначения котла на основе многолетнего опыта изготовления и эксплуатации котлов ТКЗ в различных режимах связанных со следующими факторами:
- знанием технологических особенностей изготовления и заводских испытаний;
- данными о применяемых материалах, их заменах, теплофизических свойств;
- реальными режимами работы оборудования в пусковой и последующие периоды;
- докладами об авариях, ремонтах, реконструкциях;
- результатами расчетных и прямых исследований напряженного состояния элементов котла;
- данными о водно-химических режимах эксплуатации и их влиянии на котел.
В качестве объектов диагностики выбираются основные конструктивные модули и элементы котла, работающие под давлением и требующие особого контроля. Ряд основных объектов диагностирования представлен на рис. 77.
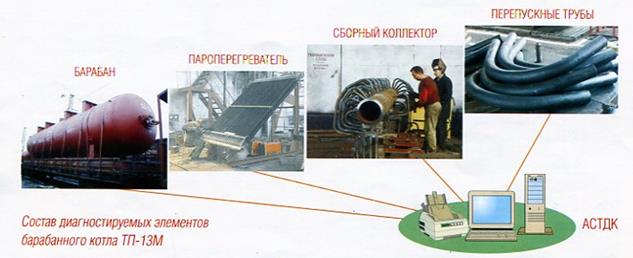
Рис. 77. Состав диагностируемых элементов барабанного котла ТП-13М.
Отдельно рассматриваются «низкотемпературные» и «высокотемпературные» элементы котла. Так же учитывается различие необогреваемых и обогреваемых элементов. Объекты диагностирования выбираются на основе многолетнего опыта изготовления и эксплуатации котлов ОАО ТКЗ «Красный котельщик» По объему контроля АСТДК охватывает весь котел. В качестве объектов АСТДК могут быть выбраны:
1. Низкотемпературные необогреваемые элементы: барабан; нижние и верхние коллекторы экрана топки; гнутые соединительные трубы циркуляционного контура диаметром более 100 мм; элементы встроенного узла, сепараторы, циклоны.
2. Высокотемпературные необогреваемые элементы: гнутые соединительные трубы диаметром более 76 мм; сборные коллекторы.
3. Высокотемпературные обогреваемые элементы: змеевики пароперегревателей.
Система строится по модульному принципу. Требуемая глубина диагностирования обеспечивается разбивкой на группы (узлы) и элементы котла. Структура АСТДК позволяет увеличивать количество объектов диагностирование по требованию Заказчика.
Система АСТКД в результате непрерывного измерения эксплуатационных параметров с учетом реальных конструктивных данных изготовленного котла подсчитывает статическую (от ползучести) и циклическую составляющие повреждаемости. Причем в составе циклических составляющих учитываются повреждения от следующих факторов:
- основного цикла;
- микроциклов, связанных со сбросами и подъемами нагрузки, работой защит и т.п.;
- пульсаций давлений и температур, особенно в процессе пусков из холодного состояния;
- гидравлических испытаний.
Составляющая накопления повреждаемости от ползучести подсчитывается как сумма повреждаемости в каждом диапазоне «высоких» температур в соответствии с нормами расчета на прочность, причем расчетная температура берется по результатам прямых измерений.
Циклическая составляющая находится как максимальное значение снижения ресурса для всех вариантов сочетаний «давление, температура, скорость изменения температуры» в районе каждого экстремума напряжений в каждом элементе. Расчет суммарной повреждаемости ведется по методу линейного суммирования. Остаточный ресурс подсчитывается как разница между остаточным ресурсом на момент, предшествовавший вычислению, и суммарной повреждаемостью от последнего цикла. На рис.78 представлена структурная схема математической модели расчета исчерпания остаточного ресурса выходного коллектора ккп -1
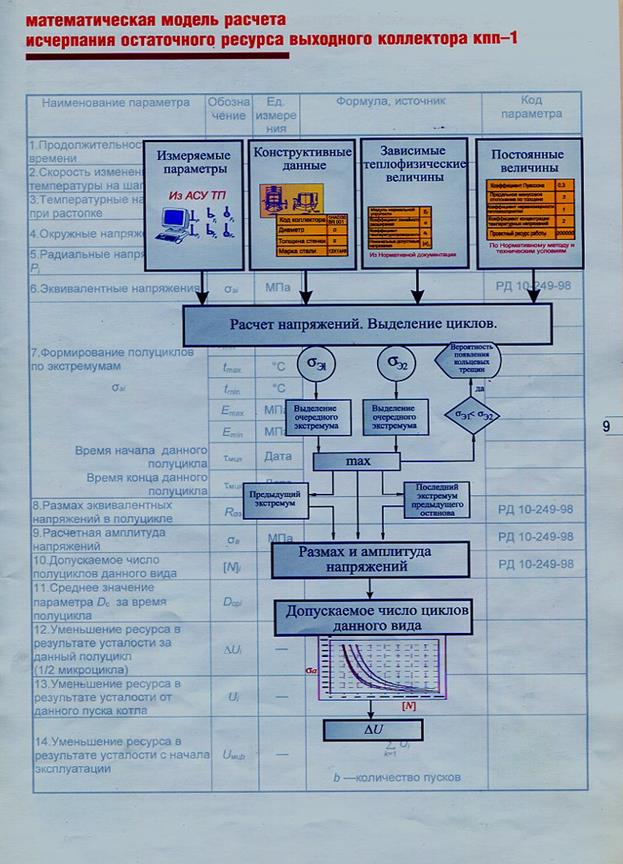
Рис. 78. Структурная схема математической модели расчета исчерпания остаточного ресурса.

