




1 -форма с бортом
2- закладная деталь (пластина с анкерами)
3-струпцина
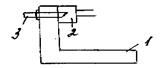 Крепление болтовой детали с помощью шпильки:
Крепление болтовой детали с помощью шпильки:
1 -форма с бортом
2- закладная деталь (пластина с анкерами)
3-шпилька
 Изготовление объёмных элементов. Всборочное отделение поступают плоские сетки, каркасы, монтажные петли, отдельные стержни и из них монтируются объёмные каркасы. Используют установки: СМЖ-286А, СМЖ-54Б. Вертикальная двусторонняя установка СМЖ-286А имеет две вертикально расположенные сварные рамы, на каждой из которых находятся направляющие для размещения подвижной площадки с установлеными на ней кондукторами для сборки каркасов. Кондуктор может перемещаться по вертикали и горизонтали. Работать необходимо в спецодежде и защитных очках. Установка должна быть заземлена и рабочие при сборке каркасов должны стоять на деревянном стеллаже или резиновом коврике
Изготовление объёмных элементов. Всборочное отделение поступают плоские сетки, каркасы, монтажные петли, отдельные стержни и из них монтируются объёмные каркасы. Используют установки: СМЖ-286А, СМЖ-54Б. Вертикальная двусторонняя установка СМЖ-286А имеет две вертикально расположенные сварные рамы, на каждой из которых находятся направляющие для размещения подвижной площадки с установлеными на ней кондукторами для сборки каркасов. Кондуктор может перемещаться по вертикали и горизонтали. Работать необходимо в спецодежде и защитных очках. Установка должна быть заземлена и рабочие при сборке каркасов должны стоять на деревянном стеллаже или резиновом коврике
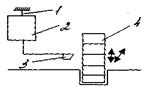
Установка СМЖ-286А.
1 -монорельс
2-сварочная машина
3-сварочные клещи соединены с 2 при помощи гибкого кабеля
4-кондуктор передвигается горизонтально и вертикально
 СМЖ-54Б предназначен для каркасов меньших размеров.
СМЖ-54Б предназначен для каркасов меньших размеров.
1 -трансформатор
2-сварочные клещи
3-кондуктор, вращающийся вокруг оси
Существуют спец машины для сварки объёмных каркасов трубчатых изделий (труб, опор ЛЭП колонн и тд).
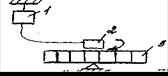
 СМЖ- 117А
СМЖ- 117А
1 -приводная планшайба
2-подвижная планшайба
3-продольные стержни
4-спиральная арматура
5-сварочно-навивочный аппарат перемещается вдоль каркаса по рельсам 7
6-бухта с проволокой
В настоящее время есть установки для армирования стеновых панелей.
Устанавливается рамка, на неё крепятся стержни, манипулятор навивает на них арматуру, выполняет ≈ 50% армат-ных работ.
 |
Лазерная сварка. Современный вид, осуществляется путём сплавления материала с помощью лазерного луча, который создаётся специальным квантовым генератором. Сваривают детали разной толщины. Преимущества: 1 не нужны электроды, 2 луч распространяется на любом расстоянии, 3 сварка детали осуществляется в недоступных для электрода местах. Используется жёсткий режим сварки, что повышает производительность труда; меньший расход энергии.
Иногда применяется ручная дуговая сварка. Соединение в тавр:
(рис). 1- пластина
2- стержень
В пластине высверливается отверстие по диаметру стержня. В него вставляется стержень и приваривается вверху и внизу по периметру стержня.
10. Формование бетонных и железобетонных изделий:
- определение понятия «формование конструкций»;
- что включает в себя процесс формования изделий?
- формы для изготовления бетонных и железобетонных изделий (привести схемы), требования к ним, классификация форм, наиболее эффективные конструкции форм и их роль в обеспечении качества железобетонных изделий;
- подготовка форм к производству (чистка и смазка форм, виды смазок и наиболее эффективные их них, способы приготовления и нанесения смазки, требования к смазке форм). Привести схемы.
Формование - предание формовочной смеси необходимой формы с заданными размерами и допусками с требуемым эстетическим видом и поверхностью, обеспечение бетонной смеси заданной плотности и однородности с минимальными затратами энергии. Это основная технологическая операция при изготовлении ЖБИ, которая в основном определяет тип, мощность предприятия и все ТЭП производства.
Формование - это примерно 3/5 стоимости всей обработки изделий, при этом процессе сосредоточено более 30% трудовых ресурсов и используется основная часть трудовых фондов предприятия. От того, как правильно выбран способ формования, зависит эффективность производства.
Процесс формования включает:
- подготовку форм (чистка, смазка, сборка форм);
- установка, укладка арматуры в форму, в том числе и напрягаемой;
- укладка и уплотнение бетонной смеси;
- отделка изделий в процессе их изготовления;
- распалубка изделий после приобретения бетоном необходимой прочности.

