




Для сматывания в бунты горячей проволоки (вернее, катанки) диаметром 6—10 мм и круглой стали диаметром 10—25 мм за последними клетями проволочных и мелкосортных станов устанавливают моталки двух типов: с вращающимся или с неподвижным бунтом.
Из-за больших вращающихся и неуравновешенных масс (бунт, барабан п т. д.) моталки первого типа применяют для сматывания проволоки при скоростях только до 10 м/с. Преимущество их в том что, кроме проволоки и круглой стали, на них можно сматывать и мелкие профили квадратного сечения.
На рис. IX. 11 показана проволочная моталка с неподвижным бунтом, установленная на непрерывном проволочном стане. Моталка предназначена для сматывания проволоки диаметром 5—10 мм. Масса бунта 200—500 кг. Пустотелый вал моталки 4 приводится через зубчатую передачу; к концу этого вала прикреплен конус 2, вращающийся вместе с валом (на некоторых моталках вместо конической применена цилиндрическая зубчатая передача). Проволока из последней клети стана проходит по трубке 3 внутри полого вала 4 и поступает на конус 2, с помощью которого она витками укладывается вокруг вертикальных пальцев /. Бунт проволоки при этом будет находиться в горизонтальном положении на плите 5. По окончании сматывания проволоки пальцы опускаются при помощи рычажного механизма, а бунт сталкивается на транспортер.
Преимуществом моталки этого типа является то, что бунт не вращается и сматывание проволоки может происходить при любой скорости ее подачи. Например, на современных непрерывных проволочных станах проволока выходит из последней клети стана и поступает в моталку со скоростью 25—50 м/с. Кроме того, сбрасывание готового бунта осуществляется на ходу без остановки при- вода моталки, что позволяет через несколько секунд подавать в моталку новую проволоку.
Следует отметить, что при сматывании в бунт происходит скручивание проката на 360° (на длине xtD, где D — диаметр витка проволоки) за каждый оборот приводного вала 4. Это скручивание не имеет существенного значения при сматывании горячей катанки круглого сечения, так как профиль ее при этом не изменится, а касательные напряжения в материале катанки будут незначительны. Однако в отличие от моталки с вращающимся бунтом и тангенциальной подачей металла на моталке с неподвижным бунтом нельзя сматывать простые мелкосортные профили не круглого сечения (например, овальную или квадратную катанку), так как при скручивании на 360° профиль их будет искажен.
Прокатка мелкосортных профилей на современных непрерывных и полунепрерывных станах осуществляется при меньшей скорости (15—?0 м/с) по сравнению со скоростью прокатки катанки на непрерывных проволочных станах (>50 м/с). Поэтому для сматывания в бунты простых мелкосортных профилей (круга, квадрата) применяют моталки первого типа, т. е. с вращающимся бунтом и тангенциальной пола чей металла.
19. МАШИНЫ И АГРЕГАТЫ ЗАЧИСТКИ СЛИТКОВ И ПРОКАТА
Сплошная обдирка слитков и заготовок является самым надежным способом удаления первичных дефектов на поверхности и осуществляется: а) на токарных станках обычной (для круглых слитков и заготовок) и специальной конструкции с подвижными по контуру суппортами (для квадратных и прямоугольных слитков); б) на продольно-строгальных стайках; в) на фрезерных станках обычного типа (усиленной конструкции). Операции а—в выполняются с холодным металлом на станках, установленных в специальных отделениях прокатного цеха; г) на термофрезерных станках при помощи фрезерных головок специальной конструкции, имеющих вставные режущие зубья для одновременного фрезерования (зачистки) грани и боковой кромки слитка (заготовки). д) на машинах огневой зачистки (МОЗ). Этот способ является весьма эффективным при зачистке блюмов, слябов и заготовок в горячем состоянии е) на станках при помощи абразивных кругов; этот способ является малопроизводительным, однако он широко применяется при зачистке заготовок и готового проката. При сплошной зачистке на механических станках (токарных, строгальных, фрезерных, абразивных) потери металла в стружку весьма значительны и составляют 5—15 %; эти способы применяют только для зачистки легированных сталей, к качеству готового проката которых предъявляются высокие требования.
Для слитков, слябов и заготовок из обычных углеродистых сталей применяют горячую огневую и термофрезерную поточные зачистки как наиболее экономичные (отходы 1,5—3 %) и высокопроизводительные.
Машины огневой зачистки горячих блюмов и слябов
Перед дальнейшей прокаткой блюмов (слябов) с их поверхности необходимо удалить эти дефекты, что осуществляется двумя способами:
2) зачисткой поверхности холодных блюмов и слябов на складе: ручными авто1енпыми резаками
3) зачисткой поверхности горячих блюмов (слябоп) сразу же после окончания прокатки их на блюминге (слябише), т. е. в потеке движения металла по рольгангу между станом и ножницами. Эта операция полностью механизирована и частично автоматизирована и поэтому получила за последние годы широкое применение на блюмингах (слябингах).
Агрегаты абразивной зачистки слябов из коррозионностойкой (нержавеющей) стали
С целью повышения качества поверхности полосы на непрерывном широкополосовом стане применяемые для горячей прокатки слябы из коррозионностойкой (нержавеющей) стали перед их нагревом в печах подвергают зачистке различными способами: строжкой или фрезерованием на станках, огневой и абразивной обработкой на специальных установках.
Машины зачистки толстых листов
Для выборочной и сплошной зачистки поверхности толстых листов (удаления плен, мелких трещин и других).
20. МАШИНЫ И МЕХАНИЗМЫ КЛЕЙМЕНИЯ И МАРКИРОВКИ ПРОКАТА
Для клеймения блюмов, заготовок, сортового проката и толстых листов применяют клеймовочные машины и механизмы, называемые клеймителем.При помощи сменных клейм, содержащих буквенные литеры и цифровые знаки, на прокат наносится (выдавливается) условное обозначение завода-изготовителя, марки стали, номера плавки и т. д., что необходимо для хранения металла на складе и отправки его для дальнейшей обработки или потребителю.
На тонком листовом прокате нане.сение клейм выдавливанием соответствующих знаков не допускается: в этом случае листы маркируют, т. е., пользуясь трафаретами, на их поверхность наносят краской соответствующие обозначения.
Механизированные устройства для маркировки листов называют маркировочными машинами или маркировщиками.
Клеймители блюмов и слябов
Ставить клеймо на блюмы и слябы можно либо на их боковой поверхности, либо на торцах. При хранении блюмов и слябов в штабелях на складе удобнее всего торцовые клейма, так как их легко обнаружить визуально. Поэтому клеймение в торец распространено наиболее широко.
Нанесение клейм на раскаленный металл — весьма тяжелая операция, поэтому за последние годы для ее выполнения установлены маятниковые механизированные клеймители различной конструкции, которые можно разделить на три вида: а) клеймители с периодической ручной заменой клейм; б) клеймители с механизированной заменой клейм оператором; в) полностью автоматизированные клеймители.
Машины клеймения обрезков блюмов и слябов
Так как отходы (обрезки) от головной и хвостовой частей блюмов и слябов составляют 10—15 % массы прокатанного металла, то разделение (сортировка) их по маркам стали перед отправкой в сталеплавильный цех на переплавку представляет сложную и трудоемкую операцию.
На блюминге операция клеймения не только механизирована, но и автоматизирована. С этой целью перед ножницами над рольгангом установлен дисковый клеймитель (рис. Х.б), который непрерывно наносит клейма на поверхность движущихся по рольгангу блюмов (слябов) на некоторой определенной длине их головной и хвостовой частей (до разрезки на ножницах на мерные длины
Клеймители рельсов и крупносортных профилей
Для клеймения рельсов и крупносортного проката (балок, швеллеров, угловой стали и т. д.) применяют клеймовочно-накатные машины с пневматическим прижимом клеймовочных дисков к движущемуся профилю. Эти машины называют также штемпельными машинами или просто клеймовщиками.
21. машины укладки и обвязки проката
После разрезки на мерные длины (6—12 м) и правки сортовой прокат укладывают (пакетируют) в пачки, обвязывают проволокой или узкой лентой и мостовым краном транспортируют на склад или непосредственно в железнодорожные открытые сверху вагоны для отправки потребителю.
Простые профили — круг, квадрат, мелкие уголки обычно укладывают в круглые пачки. Фасонные профили — балки, швеллеры, крупные уголки и т. п. укладывают в прямоугольные пачки. При укладке в пачки пакет должен быть плотным, с ровными торцами.
Для укладки сортового проката в поточных линиях сортовых станов устанавливают специальные машины — укладчики.
Машины обвязки и пакетирования бунтов
Для отправки потребителю бунты горячекатаной проволоки (катанки) и круглой стали должны быть плотно обвязаны по сечению в двух-четырех местах проволокой диаметром 3—6 мм. С этой целью за моталками в линии каждого транспортера устанавливают одну или две бунтовязальные машины для одновременной плотной обвязки бунта в двух диаметральных сечениях.
На рис. Х.13 показана бунтовязальная машина для катанки конструкции ВНИИметмаша. Эта машина может быть также использована для обвязки круглых пачек простых сортовых профилей (круг, квадрат) мерной длины (6—12 м), уложенных в карманы. Для пакетирования бунтов проволоки (катанки) и круглой стали применяют пакетировщики (рис. Х.14).
Машины обвязки пачек сортового металла
На рис. Х.15 представлена машина обвязки пачек мелкосортного проката конструкции Укргипромеза и ПО «Иркутсктяжмаша». Прутки (профили) длиной 5—10 м укладывают (краном или рольгангом) в карманы, состоящие из трех (четырех, пяти) неподвижных открытых сверху стоек 1\ концы прутков выравнивают по торцу пачки при помощи упора.
Машины укладки листов
Для укладки листов в стопы и съема их из стопы применяют укладчики и раскладчики различной конструкции. На рис. Х.16 показан реечный листоукладчик толстых листов конструкции УЗТМ. На рис. Х.17, а представлены листоукладчики конструкции ВНИИметмаша.
Машины обвязки и упаковки рулонов и пачек листов
Для предохранения от повреждения наружного витка полосы при транспортировке рулона и сохранения плотности витков рулона необходимо обвязывать рулон тонкой узкой лентой (толщиной 0,5—0,8, шириной 20—30 мм). Обвязку рулонов осуществляют: а) вручную, путем скрепления концов узкой ленты пряжкой-замком; б) ручными устройствами аргоно-дуговой или контактной точечной электросварки концов ленты (или конца полосы к предыдущему витку на узких рулонах); в) при помощи специальных механизированных устройств.
22.АГРЕГАТЫ ТРАВЛЕНИЯ И ПОКРЫТИЯ ПОЛОСЫ
1. АГРЕГАТЫ ТРАВЛЕНИЯ ПОЛОСЫ
Удаление окалины с поверхности горячекатаной полосы из углеродистой стали осуществляют в непрерывных травильных агрегатах, где окалина химически растворяется в кислотных растворах.
Травление горячекатаных полос из легированной стали (кремнистой динамной и трансформаторной, хромистой и хромоникеле- вой коррозионной и др.) имеет свои особенности. При разматывании рулонов на полосе из этих сталей образуются поперечные изломы, поэтому для повышения пластических свойств (уменьшения изломов) перед травлением такие полосы необходимо подвергать термической обработке (отжигу — для кремнистых сталей и закалке после нагрева до 1050 °С — для коррозионностойких сталей). На горячекатаной и термически обработанной полосе образуется плотная и плотно соединенная с основным металлом окалина, состоящая из оксидов легирующих элементов.
Такую окалину весьма трудно травить в растворе серной кислоты, поэтому применяют специальные растворы, содержащие соляную и азотную кислоты или соли (селитру, поваренную соль).
Для полосы из коррозионностойкой стали широко применяют травление в непрерывных линиях, содержащих (кроме кислотных ванн) ванны с расплавом щелочи (70 % NaOH) и селитры (30 % NaN03) при температурах 400—500 °С. Полоса сначала проходит через этот расплав, окалина становится рыхлой и легко растворимой в последующих ваннах с кислотными растворами (с серной и смеси серной и азотной кислот).
За последние годы получает широкое применение травление полосы в растворе соляной кислоты (вместо травления в растворе серной кислоты).
На практике выявлены следующие преимущества травления в соляной кислоте: лучшее качество поверхности после травления, уменьшение потерь металла при травлении на 25 %; снижение стоимости травления (соляная кислота дешевле серной); повышение интенсивности растворения окалины в 1,6—2 раза. Так, при температуре раствора 80—90 °С и концентрации серной кислоты 15—20 % и соляной 5—15 % продолжительность травления в растворе серной кислоты составляет около 60—70 с, а в растворе соляной кислоты около 30—40 с (в зависимости от состояния окалины на поверхности полосы). Благодаря интенсивности процесса травления в растворе соляной кислоты скорость прохождения полосы в ваннах травления и производительность непрерывной линии травления повышаются в 1,5—2 раза.
Для ускорения процесса травления применяют перемешивание раствора в ванне (ультразвуком).
Травление горячекатаной углеродистой полосы осуществляют в непрерывных агрегатах (линиях) двух типов: башенных (вертикальных) и горизонтальных (как травление в серной кислоте).
23. агрегаты цинкования и алюминирования полосы
Покрытие поверхности стальных листов цинком (цинкование) является самым распространенным видом защиты металла от коррозии. Оцинкованные листы можно подвергать гибке, штамповке, сварке, поэтому их широко применяют во всех отраслях народного хозяйства при изготовлении изделий общего назначения (посуда, холодильники), строительстве (кровельный лист), сельском хозяйстве (трубы для орошения полей), машиностроении (приборы, панели, гнутые профили). Для повышения коррозионной стойкости во многих случаях оцинкованные листы покрывают лакокрасками (полимерами).
Современным способом производства оцинкованных листов является непрерывное цинкование движущейся рулонной полосы с последующей выдачей готовой продукции в виде рулонов (определенной массы) или листов. Поштучное цинкование листов — операция малопроизводительная, и ее применяют иногда только на устаревших установках.
Современными агрегатами непрерывного цинкования являются агрегаты горячего цинкования движущейся полосы в ванне с расплавленным цинком н электролитического цинкования.
Исходным материалом для цинкования служит холоднокатаная полоса толщиной 0,3—1,5 мм в рулонах, поступающих непосредственно со станов холодной прокатки (минуя агрегаты электролитической очистки и отжига). Обезжиривание (очистка от прокатной смазки) и отжиг полосы осуществляют в самом агрегате цинкования.
24. агрегаты лужения жести
Лужение жести осуществляют двумя способами: 1) горячим, при погружении в расплавленное олово; 2) электролитическим при прохождении полосы в электролитических ваннах между оловянными электродами, находящимися в сернокислом или щелочном электролите.
Горячее лужение применяют для листов (карточек) и узкой полосы: оно позволяет наносить относительно толстое покрытие оловом (3—5 мкм), необходимое для белой жести, предназначенной для хранения (консервирования) наиболее агрессивных пищевых продуктов (рыбы, компотов, томатов). Расход олова составляет 15—20 кг/т, скорость лужения 0,2—0,3 м/с, производительность агрегата 10—15 тыс. т/год.
Электролитическое лужение в непрерывных агрегатах позволяет наносить на поверхность полосы весьма тонкий слой олова (0,5—1,5 мкм) при расходе олова 5—8 кг/т. Электролитически луженую жесть применяют в кондитерской, химической и нефтяной промышленности, а также в качестве тары для неагрессивных консервов (мяса, зеленого горошка); скорость полосы при лужении 5—10 м/с. Производительность современного агрегата электролитического лужения составляет 140—160 тыс. т/год, т. е. в 10—15 раз выше, чем агрегата горячего лужения, поэтому электролитический способ является весьма перспективным.
На рис. XI.7 представлена схема непрерывного агрегата электролитического лужения жести. Как и всякий непрерывныйагрегат, агрегат электролитического лужения состоит из трех секций: входной (до первого накопителя), средней технологической и выходной.
Со стеллажа перед агрегатом рулоны массой 15—25 т холоднокатаной полосы толщиной 0,15—0,5, шириной до 1300 мм при помощи тележек 1 с гидроприводом подают и устанавливают на барабаны разматывателей 2. Конец полосы от рулона подается роликами 3 или 4 к гильотинным ножницам 5, обрезают и на электросварочной машине 6 сваривают с концом полосы предыдущего рулона. Далее полоса при помощи подающих роликов 7 поступает в петлевой накопитель 8 (две — три петли по 50—60 м), предназначенный для безостановочной работы средней технологической секции в период сварки концов полос (20—30 с). Последующее движение полосы в средней технологической секции (от натяжных роликов 9) осуществляется тянущими роликами 17. Полоса очищается от остатков прокатной смазки в ваннах 10 электролитического обезжиривания и травления, промывается в щеточно- моющей машине 11 и проходит через ванны 12 электролитического лужения, улавливания избытка электролита, промывки и сушки. При помощи роликового устройства 13 маркируется та сторона полосы, на которой покрытие оловом более тонкое (если это требуется). Покрытие оплавляется на участке токоподводящих контактных роликов 14 с целью ликвации пор и получения ровной и блестящей поверхности. В ваннах 15 осуществляется пассивация полосы хромовой кислотой для повышения коррозионной стойкости оловянного покрытия; после промывки и сушки полоса проходит через камеру 16 смазки пальмовым или хлопковым маслом в электростатическом поле.
Подающими роликами 18 полоса подается к моталкам 20\ при наматывании рулона определенной массы полосу разрезают
гильотинными ножницами 19. При выдаче готовой продукции не в рулонах, а в листах полоса, минуя моталки, разрезается на карточки летучими ножницами 22. Карточки (листы мерной длины) по транспортерам 23 направляются к укладчикам 24, где их укладывают (по сортам) и упаковывают в пачки. Хвостовая часть линии резки полосы на карточки может работать самостоятельно, если рулоны готовой полосы со стеллажей подаются на разматы- ватель 21.
25. агрегаты плакирования полосы полимерными материалами
Плакированные стальные и алюминиевые полосы и листы характеризуются высокими коррозионной стойкостью, звуко- поглощаемостью, электроизоляцией и хорошим внешним видом (цветное покрытие с тиснением рисунков). Такие полосы не требуют ухода при эксплуатации (мойки, чистки и т. п.). Их применяют для отделки автомобилей, автобусов, вагонов, жилых и конторских помещений, мебели, телевизоров, радиоприемников и т. п. Плакированные листы можно сваривать, вальцевать и подвергать штамповке с вытяжкой.
Технологический процесс плакирования состоит из следующих основных операций: обезжиривания и химической обработки полосы, нанесения клея и нагрева, покрытия пленкой (изготовляемой химическими заводами), прокатки полосы с пленкой при температуре 160—180 °С при давлении до 0,5 МПа и охлаждения.
Плакирование полосы осуществляют в непрерывных агрегатах, аналогичных агрегатам лужения и цинкования, при скорости до 2 м/с.
На рис. XI.8 представлена схема непрерывного агрегата конструкции ВНИИметмаша и УЗТМ, установленного на комбинате «Запорожсталь».
Агрегат предназначен для покрытия полихлорвиниловой пленкой стальной (08пс) холоднокатаной полосы толщиной 0,4—1 и шириной 500—1000 мм в рулонах массой до 10 т. Полосу покрывают пластмассовой пленкой толщиной до 0,3 мм, разматываемой из рулона массой до 500 кг.
26.АГРЕГАТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И УСКОРЕННОГО ОХЛАЖДЕНИЯ ПРОКАТА
Термическая обработка прокатных изделий из углеродистых и низколегированных сталей приводит к существенному повышению их механических свойств. При термическом упрочнении прокатные изделия, нагретые до температуры выше верхней критической точки, интенсивно охлаждают водой. Если изделия охлаждают с прокатного нагрева непосредственно после деформации металла в прокатном стане, то осуществляется процесс высокотемпературной термомеханической обработки. При этом упрочнение, возникающее в результате пластической деформации аустенита в прокатных валках, суммируется с упрочнением, обусловленным быстрым охлаждением стали. При высокотемпературной термомеханической обработке, как правило, повышаются прочность, пластичность и ударная вязкость стали. Если же прокат охлаждают после отдельного (повторного) нагрева, то осуществляется обычная упрочняющая термическая обработка. Эффекта дополнительного упрочнения и увеличения пластичности в этом случае не наблюдается.
Современное развитие процессов термического упрочнения в прокатных цехах металлургических предприятий основано на создании:
1) линий и систем для ускоренного охлаждения полупродукта и горячекатаной готовой продукции в потоке прокатных станов; 2) непрерывных агрегатов для термической обработки горяче- и холоднокатаной готовой прокатной продукции с отдельного нагрева в термических отделениях прокатных цехов, в состав которых в ряде случаев входят средства по очистке поверхностей проката и нанесения на них защитных покрытии; 3) непрерывных агрегатов и линий для термомеханической обработки горячекатаной и холоднокатаной готовой прокатной продукции в потоке прокатных станов; 4) специализированного оборудования для размотки и смотки, правки и резки и других операций отделки термически упрочненного проката; 5) способов и режимов сварки термически упрочненного проката без разупрочнения в зонах сварного шва и термического влияния.
Наиболее рациональным способом осуществления упрочняющей термической обработки прокатных изделий является их интенсивное охлаждение непосредственно на выходе из прокатного стана. В ряде случаев кроме этого охлаждения проводят предварительное подстуживание металла в процессе прокатки между предпоследним и последним пропусками через стан, а также и между другими пропусками металла в стане. Особенно удобно такое охлаждение осуществлять на непрерывных прокатных станах.
К числу преимуществ термического упрочнения с прокатного нагрева по сравнению с термической обработкой с отдельного нагрева следует отнести: 1) исключение затрат на сооружение и эксплуатацию нагревательных печей в результате использования внутреннего тепла прокатной продукции; 2)сокращение потерь металла вследствие уменьшения окалинообразования после прокатки и его угара при последующем нагреве в печах; 3) получение качественной поверхности проката за счет ускоренного охлаждения непосредственно после прокатки; 4) получение более высоких механических свойств металла в результате использования эффекта термомеханического упрочнения. При этом также сокращается цикл термической обработки, уменьшаются производственные площади в потоке станов и на складах прокатных цехов, а также снижается себестоимость проката.
Охлаждающие устройства следует располагать в потоке прокатного стана в непосредственной близости к месту выхода прокатываемого профиля из последней чистовой клети. Они должны обеспечивать высокую скорость охлаждения прокатных изделий, что позволит полностью или частично предотвратить рекристаллизацию аустенита; кроме того, будет минимальная длина пути охлаждения проката. В охлаждающих устройствах должно обеспечиваться равномерное с одинаковой скоростью охлаждение всех элементов (массивных и тонких) прокатного профиля, что особенно важно для сложных (фасонных) профилей; в то же время это играет существенную роль и для профилей, имеющих большую поверхность (например, для листов большой ширины). Отверстия для подачи воды должны иметь большое сечение; при большом сечении отверстия не засоряются твердыми частицами, находящимися в воде при недостаточно тщательной ее фильтрации.
Наиболее целесообразной охлаждающей средой при упрочнении прокатных изделий является техническая вода. Применение других закалочных сред, например масла, сильно осложнит конструкцию охлаждающих устройств, повысит себестоимость обработки и ухудшит условия труда. Следует также отметить, что охлаждающие устройства должны иметь высокую производительность.
Охлаждающие устройства должны вписываться в габариты существующего стана или цеха там, где расстояние от чистовой клети до холодильника уже предопределено. Длина пути охлаждения может быть уменьшена путем интенсификации охлаждения. Прокатные изделия охлаждают в спокойной и проточной воде, струями воды, водо-воздушной и паро-воздушной смесями, прерывистым охлаждением или купанием (попеременным погружением изделия в воду и извлечением из нее).
Водоснабжение агрегатов для термического упрочнения проката обеспечивается в большинстве случаев благодаря так называемому оборотному циклу. Воду от взвешенных частиц, которые могут засорить охлаждающие устройства, очищают фильтрацией. Воду в охлаждающие устройства в зависимости от условий термического упрочнения подают под различным давлением. Расход воды изменяют в довольно широких пределах, определяемых формой и размерами изделий.
Конструкция охлаждающих устройств определяется в основном формой изделия. При термической обработке листов охлаждающие устройства располагают сверху и снизу изделия. Для тел цилиндрической формы применяют кольцевые спрейеры. Охлаждающие устройства должны быть ограждены; это устраняет опасность повреждений, которые могут причинить движущиеся прокатные изделия.
На металлургических заводах применяют следующие типы агрегатов и устройств для термического упрочнения: 1) агрегаты и линии для термической обработки рельсов; 2) агрегаты для термической обработки железнодорожных колес; 3) агрегаты и линии для термической обработки листов; 4) линии ускоренного охлаждения полос в потоке широкополосовых станов; 5) линии ускоренного охлаждения катанки в потоке проволочных станов; 6) устройства и линии для термического упрочнения арматурной стали и мелких фасонных профилей в потоке станов; 7) агрегаты для термической обработки труб.
26. агрегаты термической обработки рельсов
Рельсы подвергаются изнашиванию и значительным ударным нагрузкам; следовательно, они должны обладать повышенным временным сопротивлением и в то же время высокой ударной вязкостью. В наиболее тяжелых условиях работают концы рельсов в стыках. Часто повторяющиеся удары приводят к смятию и износу поверхности катания головки рельсов, что значительно уменьшает срок их службы.
Одним из эффективных способов повышения стойкости концов рельсов против износа и смятия является их закалка. В основном проводят закалку рельсов по всей длине. Поверхностная закалка головки рельсов по всей длине с печного нагрева: Схема расположения оборудования для термической обработки рельсов приведена на рис. XII.1.
Упрочняющую термическую обработку (закалку) рельсов проводят по следующей технологической схеме: после прокатки рельсы охлаждают на стеллажах до 500—300 °С, затем их загружают в печь с роликовым подом для нагрева под закалку — температура 820—850 °С, общая продолжительность нагрева 30— 45 мин; головку рельса закаливают в машине водой (35—50 °С) с применением многократного прерывистого охлаждения в течение 25—35 с; после закалки рельсы в горячем состоянии для умень шения кривизны подвергают изгибу в гибочной машине, затем охлаждают на стеллажах; после полного охлаждения рельсы правят в роликоправильной машине и штемпельном прессе и подвергают механической обработке (фрезеровке торцов и сверлению болтовых отверстий).
На рис. XI 1.3 показана машина для закалки головки рельсов. Машина представляет собой ряд из 22 роликовых клетей, расположенных в одну линию на расстоянии 1 м одна от другой. Рабочая длина машины 21 м. Нижние горизонтальные ролики клети неподвижны, а верхние могут перемещаться в вертикальной плоскости при помощи нажимного пружинного устройства; это позволяет закаливать рельсы разных типов (Р43, Р50 и Р65) с разной высотой. Вертикальные ролики служат для направления рельса во время его движения в горизонтальной плоскости.
Объемная закалка рельсов в масле
На Нижнетагильском металлургическом комбинате эксплуатируется отделение для термической обработки рельсов длиной 25 м методом объемной закалки в масле по технологии и на оборудова считана на охлаждение полос толщиной 1,5—12 и шириной до 1550 мм от температуры конца прокатки до температуры смотки 550—600 °С при скорости прокатки до 18 м/с. Общий расход воды на охлаждение полос сверху и снизу составляет 7500 м3/ч при давлении до 30 кПа. Общая длина линии равна 110 м при длине отводящего рольганга стана около 150 м.
27. агрегаты ускоренного охлаждения катанки и сортовых профилей
Одним из основных способов улучшения качества катанки при высоких скоростях прокатки является ее регулируемое и ускоренное охлаждение водой с прокатного нагрева. Ускоренное охлаждение позволяет уменьшить окалино- образование и обезуглероживание металла.Регулируемое и ускоренное охлаждение катанки с прокатного нагрева осуществляют водой при прохождении катанки нитью через направляющие трубы или в виде распушенного бунта души- рованием. При охлаждении катанки в направляющих трубах, располагаемых между последней рабочей клетью и моталкой, воду подают в секции охлаждающей линии по направлению движения, против него, а также перпендикулярно движению металла.На рис. XII. 12 показана одна из линий, в которой катанка охлаждается в трех секциях с трубами диаметром 25 мм, причем в первую секцию вода поступает по направлению' движения катанки, а во вторую и третью — перпендикулярно ее движению. Длина участка охлаждения составляет 6 м, давление воды 0,8 МПа. В результате ускоренного охлаждения катанки диаметром 5,5 мм из малоуглеродистой стали при длительности охлаждения 0,23 с и расходе воды 24 м3/ч ее температура понижается с 950 до 765 °С.При высоких скоростях прокатки и большой массе бунтов с целью обеспечения интенсивного и равномерного охлаждения катанки по всей длине наиболее целесообразно подвергать ее обработке в виде отдельных витков в распушенном виде (рис. XII.13).
28. прошивные станы
При обычной продольной прокатке валки вращаются в разные стороны: один — по часовой стрелке, а другой — против часовой стрелки, причем дефор-
мируемый металл перемещается перпендикулярно их бочкам. При винтовой прокатке валки вращаются в одном направлении (например, по часовой стрелке), придавая круглой заготовке вращательно-поступательное (винтовое) движение. Благодаря этому металл обжимается валками по сечению и удлиняется вдоль их бочки. Для осуществления винтовой прокатки оси рабочих валков устанавливают под некоторым углом по отношению к оси заготовки (рис. XIII. 1). Этот угол принято называть углом подачи р.
Установлено, что увеличение углов подачи позволяет повысить скорость прокатки практически пропорционально sin Р, улучшить качество гильз и труб по состоянию внутренней поверхности за счет повышения прошиваемости заготовок, существенно увеличить износостойкость инструмента, в первую очередь прошивных оправок, благодаря резкому сокращению времени его контакта с горячим металлом. Конструкции прошивных станов:
Прошивной стан (рис. XIII.4) с индивидуальным приводом рабочих валков состоит из главных электродвигателей универсальных шпинделей 2, рабочей клети 3 и оборудования входной 4 и выходной 5 сторон.
Широкое распространение - получила конструкция рабочей клети прошивного стана (рис. XIII.5), в которой механизм поворота 1 барабанов 2 позволяет плавно менять угОл наклона осей валков до 17°. Поворот барабанов осуществляется от электродвигателей через два червячных редуктора и ведущую шестерню 3, входящую в зацепление с зубчатым венцом 4, насаженным на барабан. Для смены валков необходимо развернуть барабаны так, чтобы валки оказались в вертикальном положении, после чего их легко извлечь через проем в крышке станины. В рабочем положении барабаны закрепляются механизмом сто- порения 5.
Упорно-регулировочный механизм {рис. XII 1.10) выполняет две задачи: восприятие осевого усилия металла на оправку и регулирование положения последней в очаге деформации.
В конструкции этого механизма осевые усилия прокатки воспринимают нажимные винты 1 с упорными гайками 2. Осевое регулирование каретки 4 с упорной головкой 5 также осуществляется через нажимные винты специальным механизмом, который перемещает каретку в направляющих станины 3.
29. АВТОМАТИЧЕСКИЕ СТАНЫ
Одним из наиболее распространенных способов раскатки гильз, полученных на прошивном стане, является продольная прокатка на автоматическом стане. Схема прокатки гильз на автоматическом стане представлена] на рис. XIII.11. Гильза прокатывается в черновую трубу в круглом калибре на неподвижной короткой оправке (/ и II) за два (реже три) прохода. После каждого прохода раскатанную гильзу возвращают на передний стол автомат- стана с помощью роликов обратнойНа величину крутящего момента при прокатке на автоматическом стане наибольшее влияние оказывает осевое усилие.
Конструкции автоматических станов
Автоматический стан имеет в своем составе рабочую двухвалковую клеть, главный привод, передний и задний столы. Рабочая клеть (рис. XIII.13) состоит из двух станин 1 закрытого или открытого типа, связанных между собой стяжными болтами и общей съемной крышкой. Рабочие валки 2 стана малых агрегатов установлены на роликовых подшипниках, а средних и больших — на текстолитовых вкладышах, размещенных в стальных подушках.
Регулирование положения верхнего валка по высоте осуществляется механизмом 3, включающим два нажимных винта, цилиндрический редуктор, червячные передачи и электродвигатель.
После первого и второго прохода черновая труба возвращается на передний стол роликами обратной передачи (см. рис. XIII. 11). Перед возвратом трубы верхний валок несколько приподнимается, а нижний ролик обратной передачи прижимает трубу к верхнему и последняя передается через увеличенный по высоте калибр на передний стол. Ролики приводятся от электродвигателя 5 через универсальные шпиндели 6 и цилиндрический редуктор 7.
Рабочие валки 2 приводятся во вращение от электродвигателя постоянного тока с регулируемым числом оборотов. Вращение валкам передается от электродвигателя через зубчатую муфту одноступенчатым цилиндрическим редуктором, на ведущем валу которого установлен маховик. От редуктора к шестеренной клети вращение передается через предохранительный шпиндель и соединительные муфты. На современных станах шестеренная клеть и рабочие валки соединены универсальными
шпинделями, прежде использовали менее совершенные трефовые муфты и шпиндели.
Передний стол служит для подачи гильзы в валки и кантовки ее после каждого прохода. Он выполнен в виде рамы, которую можно перемещать на катках вдоль рабочих валков. На столе установлен вводной желоб, который при перемещении стола может быть установлен перед требуемым калибром. Подача гильзы-трубы в калибр осуществляется с помощью пневматического толкателя с длинноходовым цилиндром и большим ходом штока.
Перемещение стола вдоль рабочих валков при переходе на прокатку труб другого размера осуществляется от электропривода с помощью реечно-зубчатой передачиВыдача прокатанных труб из желоба автоматического стана производится круговым выбрасывателем.
30. непрерывные трубопрокатные станы
Прокатка на непрерывном многоклетевом стане является одним из наиболее перспективных высокопроизводительных способов производства труб. Согласно схеме, приведенной на рис. XIII. 14, гильзу 1 раскатывают на длинной цилиндрической оправке 2 в семи или девяти двухвалковых клетях в черновую трубу 3, длина которой примерно в два раза больше, чем на автоматическом стане. Кинематические и деформационные условия непрерывной прокатки имеют много общего с прокаткой в автоматическом стане.
Конструкции непрерывных станов
Современный непрерывный стан состоит из семи—девяти двухвалковых рабочих клетей с индивидуальными приводами каждой из них и оборудования входной и выходной сторон. Для исключения операции кантовки трубы клети располагают под углом 90° относительно друг друга, благодаря чему металл поочередно деформируется различными участками калибра.
Известны две схемы взаимного расположения рабочих клетей. По первой схеме рабочие валки поочередно располагают в горизонтальном и вертикальном положениях. По второй схеме клети устанавливают под углом 45° к горизонту, а оси соседних пар валков — под углом 90° (рис. XIII.14, XIII.15). Вторая схема получила наибольшее распространение. Как видно на рис. XIII. 15, вращение рабочим валкам 1 передается через комбинированную шестеренную клеть 2 и шпиндельные соединения 3. Для повышения надежности и долговечности стана вместо коническо- цилиндрических редукторов применены цилиндрические передачи 4. В этом случае главные двигатели 5 стана располагают наклонно (рис. XIII. 15).
31. пилигримовые станы
Особенность пилигримовой прокатки состоит в том, что в отличие от непрерывного и автоматического станов деформация осуществляется в ручьях валков переменного радиуса на цилиндрическом дорне. Этот способ характеризуется высокими единичными обжатиями и значительными суммарными вытяжками (более 16), благодаря чему можно получать трубы высокого качества непосредственно из слитков.
Основы процесса пилигримовой прокатки
Очаг деформации пилигримового стана образуется двумя непрерывно вращающимися валками (один — по часовой стрелке, второй — против), как в обычном двухвалковом стане продольной прокатки. Отличие состоит в том, что валки имеют не цилиндрическую форму, а круглый калибр переменного радиуса и переменной ширины (рис. XIII. 16).
При непрерывном вращении валков калибр между ними будет непрерывно изменяться.: сначала он будет небольшим (на участке гребня), затем постепенно уменьшится (происходят раскатка гильзы и полировка трубы), а затем начнет увеличиваться (холостой участок, происходят подача и поворот гильзы). Это повторяется при каждом обороте валков, поэтому такой способ прокатки называется периодическим (пилигримовым).
Основные стадии процесса показаны на рис. XII 1.17. Они осуществляются в следующей последовательности. Когда калибр валков по диаметру становится максимальным, гильза своим передним концом (вместе с дорном) быстро задается в валки подающим аппаратом. При вращении валков их передние захватывающие гребни сближаются, захватывают металл в точке С (рис. XIII. 17, а) и начинается обжатие по диаметру и толщине стенки, в течение которого гильза с дорном перемещается вправо, а захваченный участок металла раскатывается на дорне влево. При дальнейшем повороте валков происходит сглаживание неровностей на поверхности образованной трубы на полирующем участке (рис. XIII.17, б, в). Затем раствор калибра валков становится максимальным и в этот момент подающий аппарат снова подает гильзу с дорном вперед и одновременно поворачивает их на 90° (рис. XIII.17, г). С начала процесса прокатки величина подачи гильзы постепенно увеличивается и становится постоянной в установившемся режиме прокатки. Обычно подача составляет 20—35 мм (для обжатия) и дополнительно 60—200 мм, соответствующие отходу гильзы с дорном назад за предыдущий пропуск называемое пилигримовой головкой.
Рабочая клеть состоит из двух массивных станин 1 закрытого типа, в проемах которых установлены подушки 2 рабочих валков 3. Валки вращаются в текстолитовых вкладышах, размещенных в подушках. Установка верхнего валка по высоте осуществляется при помощи нажимного устройства 4. включающего два винта с гайками, червячные редукторы и электродвигатель. Винты 5 упираются в предохранительные стаканы, установленные на подушках верхнего валка. Нижний валок регулируется но высоте прокладками, размещаемыми под подушками. Для уравновешивания и плотного прижатия подушек верхнего валка к нажимным винтам предусмотрен гидравлический цилиндр.
Привод пилигримового стана обычно включает шестеренную клеть, шпиндельное устройство с механизмом уравновешивания.
маховик и электродвигатель постоянного тока с регулируемым числом оборотов. Маховик служит для защиты двигателя от пиковых нагрузок, возникающих в процессе прокатки, и для накопления энергии при холостом ходе.
32. раскатные станы
Способ винтовой прокатки применяют не только для прошивки сплошных заготовок, но и раскатки гильзы. Процесс раскатки осуществляется в двух- или трехвалковых станах на длинной (плавающей) или на короткой (неподвижной) оправке. Этот способ используют также и для калибрования толстостенных труб без оправки. Основным преимуществом раскатки гильз в трехвалковых станах является получение труб со значительно меньшей разностенностыо по сравнению со способами горячей прокатки труб в круглых калибрах. Раскатку (риллингование) в двухвалковых станах применяют для уменьшения разностенности и улучшения поверхности тонкостенных труб.
Основы процесса раскатки
По кинематике раскатные станы винтовой прокатки в основном аналогичны валковым прошивным станам. В трехвалковом стане каждый из трех равноудаленных друг от друга "и от оси прокатки валков вращается в одну сторону и повернут на угол подачи р. Благодаря этому гильза получает вращательно-поступательное (винтовое) движение. Оси валков наклонены также к оси прокатки и образуют угол 6, называемый углом раскатки. При положительном значении угла б расстояние от осей валков до оси прокатки в направлении движения деформируемого металла непрерывно возрастает, а при отрицательном уменьшается.
Специфической особенностью раскатного стана является наличие на валках деформирующего гребня, на котором происходит основная деформация трубы, составляющая 60—80 % от суммарной. Наличие гребня позволяет осуществлять деформацию трубы без существенного увеличения ее периметра.
Очаг деформации металла в трехвалковом раскатном стане для раскатки гильз и трубы на длинной подвижной оправке (рис. XIII.22) обычно состоит из нескольких участков: конуса захвата L гребня 2, раскатного или калибрующего конуса 3 и выходного конуса 4.
После осуществления захвата гильзы происходит уменьшение ее диаметра — редуцирование, а при дальнейшем продвижении металла — обжатие стенки гильзы. Основная деформация стенки осуществляется гребнем валков.
На раскатном участке очага деформации выравнивается толщина стенки, а на калибровочном уменьшается овализация и происходит скругление профиля.
Таким образом, в очаге деформации существуют две зоны: зона винтовой прокатки полого тела без оправки (редуцирования) и зона винтовой прокатки на оправке.
Условия деформации металла в этих зонах приближаются к условиям в аналогичных зонах прошивного стана. Можно допустить, что при редуцировании толстостенных труб схема деформации сходна со схемой прошивки сплошной заготовки.
На трехвалковых раскатных станах можно прокатывать только относительно толстостенные трубы с отношением D/s10—12.
Конструкции раскатных станов
В состав трехвалкового раскатного стана входят рабочая клеть, главный привод, состоящий из шестеренной клети, шпинделей, электродвигателя постоянного тока, и оборудование входной и выходной сторон.
33. редукционные и калибровочные станы
Редуцирование труб применяют почти на всех трубопрокатных агрегатах, а также при изготовлении труб сваркой. Этот способ прокатки рассчитан на получение труб малых размеров, производ- ство которых другими известными способами экономически нецелесообразно, а в некоторых случаях практически неосуществимо.
Редуцирование труб проводят на многоклетевых станах без применения оправки. Известно два способа редуцирования: с межклетевым натяжением и без натяжения. Широкое распространение получил первый способ, так как он позволяет наряду с уменьшением диаметра одновременно утонять стенку трубы, т. е. расширить сортамент готовой продукции. Второй способ (свободное редуцирование) используют при производстве относительно толстостенных труб и труб среднего сортамента (диаметром более 70 мм), когда уменьшить толщину стенки за счет натяжения становится затр уди итель н ым.
Конструкции калибровочных и редукционных станов
Калибровочные станы имеют в своем составе от трех до двенадцати рабочих клетей обычно двухвалкового типа. Клети устанавливают под углом 45° к горизонту и под углом 90е друг относительно друга, что улучшает условия деформации труб.
Современные калибровочные станы оборудованы, как правило, индивидуальным приводом валков (рис. XII 1.24). В этом случае стан состоит из рабочих клетей /, вращение валков в которых передается от электродвигателя 2 через комбинированный редуктор 3 и зубчатые шпиндельные соединения 4. Рабочие клети выполняются со станинами закрытого типа. В них рабочие валки размещены на подшипниках качения.
Число клетей в редукционных станах достигает 29. Существует несколько типов редукционных станов, отличающихся системой привода валков (групповой или индивидуальный), числом рабочих валков в клети (двух-, трех- и четырехвалковые) (рис. XIII.25) и расположением клетей (горизонтально-вертикальное или наклонное — под углом 90° друг к другу и под углом 45° к горизонту). Известно консольное и двухопорное крепление валков в клети.
Схема индивидуального привода редукционных станов аналогична приводу калибровочного стана, но групповой привод не применяется, поскольку он крайне затрудняет ведение процесса прокатки труб с натяжением.
35. трубопрокатные агрегаты с автоматическим станом
Трубопрокатные агрегаты (ТПА) с автоматическим станом предназначены для прокатки бесшовных труб из углеродистых, легированных и коррозионностойких сталей диаметром от 38 до 426 мм,толщиной стенки от 3,5 до 40 мм и длиной до 15 м. Такие трубы предназначены для трубопроводов, котельных и паропроводных установок нефтяной промышленности и бурения, машиностроения и т. п.
Эти агрегаты получили широкое распространение благодаря большой маневренности и универсальности в отношении сортамента прокатываемых труб, а также высокой производительности.
Технологический процесс на агрегате осуществляется в следующей последовательности. Заготовки передают на приемный рольганг загрузочной машины 1 и загружают в кольцевую нагревательную печь 2 для нагрева до 1180—1240 °С. Нагретую заготовку выгружают из печи и по рольгангу подают к пневматическому зацентровщнку 5, который ударом бойка на переднем ее торце наносит центровочное отверстие. Затем центрованная заготовка поступает в приемный желоб прошивного стана 7 и оттуда пневматическим вталкнвателем задается в валки стана, где она прошивается в гильзу. По наклонной решетке полученная гильза поступает на передний стол автоматического стана 14.
После промежуточного подогрева в печи до 1100 С гильзу прокатывают на короткой оправке в автоматическом стане в два (иногда три) прохода с кантовкой на 90° после первого прохода. После прокатки на автоматическом стане черновая труба роликами обратной передачи (см. рис. XIII. 11) возвращается на передний стол, откуда по наклонной решетке поступает к одному из обкатных станов 17. Конструкция рабочей клети этого стана аналогична прошивному стану.
Для окончательной калибровки и получения заданного наружного диаметра после обкатных станов трубу направляют в калибровочный стан 20 и далее на правильный стан и охладительные стеллажи.
Трубы, предназначенные для прокатки в редукционном стане, сбрасывают на наклонную решетку и, минуя калибровочный стан, они поступают в печь для подогрева, а затем — на редуцирование и далее на отделку.
34. трубопрокатные агрегаты с непрерывным станом
Прокатка труб на непрерывных станах является одним из наи-
более прогрессивных методов, позволяющим осуществить комплексную автоматизацию всех поточных технологических операций, достичь высокой производительности оборудования, получить трубы высокого качества.
Современные агрегаты с непрерывным станом предназначены для массового выпускагорячекатаных бесшовных труб диаметром 30—168 мм, получаемых из круглой заготовки.
Для производства труб всего сортамента применяют исходную круглую заготовку только одного диаметра (140 мм). Круглые штанги длиной 9—12 м проходят в три нитки по роликам в каждой из двух секционных печей 3 высокоскоростного нагрева, где они нагреваются до 1200—1250 °С. На делительных ножницах 4 нагретые заготовки режут на мерные длины 1,5— 3,0 м. Из каждой печи заготовки подают к ножницам попеременно из трех ниток нагрева.
Наряду с секционными печами для нагрева заготовок применяют кольцевые печи с вращающимся подом.
Далее заготовка зацентровывается с переднего торца ударом бойка пневматического зацентровщика и поступает по наклонным решеткам в приемный желоб прошивного стана 5.
Заготовки прошивают на водоохлаждаемой сферической оправке в гильзу только одного (постоянного) диаметра 141 мм при толщине стенки 14—19,5 мм и направляют на девятиклетевой непрерывный стан 6.
В непрерывном стане гильзы прокатывают на длинной плавающей оправке в черновые трубы диаметром 115 мм с толщиной стенки 3,0—8,0 мм. Скорость валков в последней клети 3,9— 6,0 м/с. На участке оправкоизвлекателя оправку извлекают из черновой трубы и передают в ванну для охлаждения и повторного использования для прокатки.
После обрезки заднего конца черновая труба поступает либо к однинадцатиклетевому калибровочному стану 13, либо к девят- надцатиклетевому редукционному стану 14.
Перед калибровочным станом черновая труба подогревается в проходной индукционной высокочастотной печи до 900—950 С. После прокатки на стане длина трубы достигает 40 м, наружный ее диаметр 68—108 и толщина стенки 3,0—8,0 мм. Расположенная за станом летучая дисковая пила режет трубы пополам и далее они передаются на холодильник.
Перед редукционным станом черновую трубу подогревают в проходной индукционной высокочастотной печи до 900—950 °С. Стан оборудован дифференциально-групповым приводом, включающим два электродвигателя постоянного тока мощностью 2900 кВт.
Из редукционного стана прокатанная труба выходит со скоростью 6—12 м/с; ее диаметр составляет 45—73 мм при толщине стенки 3.0—6.0 мм, а максимальная длина 135 м.
Расположенные за станом летучие ножницы режут трубу без ее остановки на части длиной 16—24 м. Далее трубы поступают на холодильник и затем в пролет отделки.
На этом участке трубы подвергают правке на трубоправильных машинах, разрезают на мерные длины
36. трубопрокатные агрегаты с пилигримовым станом
ТПА с пилигримовым станом (рис. XII 1.31) применяют для производства труб из слитков (реже — из катаной заготовки) многогранного сечения.
Агрегаты условно делят на малые, средние и большие. Последние две группы агрегатов получили наибольшее распространение. Благодаря использованию в качестве исходных заготовок слитков себестоимость труб сравнительно низкая, хотя по производительности эти агрегаты несколько уступают ТПА с автоматическим станом.
Рассмотрим технологический процесс производства труб на современном агрегате (см. рис. XIII.31). Подготовленные к прокатке слитки с волнистой поверхностью нагревают в одной из двух кольцевых печей до 1240—1280 °С и прошивают на горизонтальном прессе в толстостенные гильзы с донышком (стаканы), имеющим толщину не более 100 мм. Прошитый стакан в кольцевой подогревательной печи нагревается до 1220—1260 °С и затем подается в приемный желоб элонгатора, представляющего собой стан винтовой прокатки. Калибр стана образуется двумя рабочими валками и двумя профилированными линейками. Процесс прокатки стакана осуществляется на короткой оправке и в конце прокатки донышко стакана прошивается.
После выхода из элонгатора гильза поступает к установке для внестановой зарядки дорна, расположенной перед каждой из двух пилигримовых клетей.
На пилигриммовом стане осуществляется раскатка гильзы в трубу. После раскатки дорн извлекают из трубы и она поступает в секционную подогревательную печь перед калибровочным или редукционным станом, в которой нагревается до 1000— 1150°С. Далее трубы поступают на охладительный стол, а затем они правятся на семивалковых правильных машинах. Трубы из легированных сталей правят после термообработки.
37. ТРУБОПРОКАТНЫЕ агрегаты с раскатным станом
Особенность трубопрокатных агрегатов с трехвалковым раскатным станом состоит в том, что на всех переделах деформация металла осуществляется винтовой прокаткой. Применение трех- валковых раскатных станов дает возможность получать толстостенные трубы с точными размерами. Допуски на толщину стенки примерно в 2—2,5 раза меньше, чем для труб, полученных другими известными способами горячей прокатки, и составляют ±6 %.
Агрегаты с раскатным станом используют для производства подшипниковых труб высокой точности, что позволяет при механической обработке уменьшить отходы металла при изготовлении подшипниковых колец.
На этих агрегатах изготовляют трубы диаметром 40—200 мм и длиной до Юме толщиной стенки 4—50 мм.
Схема расположения ТПА с трехвалковым раскатным станом представлена на рис. XIII.32. Подготовка металла к прокатке, нагрев в кольцевой печи и прошивка заготовок ничем не отличаются от соответствующих операций на других агрегатах.
После прошивки гильза поступает на трехвалковый раскатной стан 7, где раскатывается в черновую трубу на длинной плавающей оправке. Затем труба поступает на двух- или трехвалковый калибровочный стан винтовой прокатки 10.
Поскольку величина деформации при калибровке труб сравнительно невелика, мощность привода на этих станах значительно ниже, чем на прошивных и раскатных.
Технологический процесс на этом агрегате осуществляется по следующей схеме.
Заготовки нагревают до 1250 С в двух кольцевых печах, центруют пневматическим зацентровщиком и прошивают в двухвалковом прошивном стане. Далее гильза направляется к трех- валковому раскатному стану. Раскатанная на длинной оправке труба поступает в печь с шагающими балками, где подогревается до 1000 °С. Трубы диаметром 70—140 мм проходят через двенадцатиклетевой редукционно-калибровочный стан для уменьшения диаметра трубы без натяжения. После редуцирования трубы подогревают в проходной индукционной печи до 960—1040 °С и подвергают калибровке по наружному диаметру в трехвалковом калибровочном стане.
Толстостенные трубы диаметром более 140 мм транспортируют через печи с шагающими балками без промежуточного подогрева и редуцирования к трехвалковому калибровочному стану.
В составе отделения холодной прокатки установлено шесть станов ХПТ-90 и один стан ХПТ-55, а также трубоотрезные и труборазрезные станки, инспекционный стол и машины для про- масливания труб.
38. агрегаты для прессования труб
Способ прессования нашел широкое применение при производстве труб из цветных металлов. Достоинством этого способа является возможность получения труб самой разнообразной конфигурации из легированных и труднодеформируемых сталей и сплавов, которые нельзя или весьма трудно получить обычными методами прокатки. Более того, прессованием получают биметаллические трубы. Недостатком способа являются его относительно небольшая производительность, повышенная разностенность труб и низкая стойкость рабочего инструмента, работающего в условиях высоких температур и значительных давлений.
Прессование стальных труб проводят на механических (кривошипных) вертикальных прессах и гидравлических прессах горизонтального и вертикального исполнения.
Механические прессы обычно используют для производства труб из углеродистой стали круглого сечения или несложных профилей.
Гидравлические прессы по конструкции сложнее механических, однако они имеют большие преимущества перед последними. Максимальная скорость прессования достигает 400 мм/с, что значительно выше, чем на механических прессах, и, что очень важно, она сохраняется неизменной в течение всего рабочего цикла. Это позволяет получать трубы из труднодеформируемых сталей и сплавов, что в сочетании с использованием стеклянных смазок обеспечивает высокое качество поверхности труб. Пределы регулирования усилий прессования, величины рабочего хода и скорости прессования значительно шире по сравнению с механическими прессами, что дает возможность использовать более массивные исходные заготовки и получать трубы большей длины.
После нагрева в индукционной печи заготовки смазывают жидким стеклом и прошивают в полую гильзу на первом вертикальном прессе (операция /, рис. XIII.33). Затем гильзы подогревают в соляной ванне, чтобы исключить образование окалины, покрывают порошковым или волокнистым стеклом и поочередно подают к горизонтальному гидравлическому прессу. Операции прессования гильзы в трубу осуществляются в последовательности, показанной на рис. XIII.33.
Прессованные трубы поступают на многоклетевой трехвалковый редукционный стан, обеспечивающий прокатку труб с межклетевым натяжением, равным 3—4,5 %. После редуцирования и правки трубы транспортируют на участок окончательной отделки.
39. СТАНЫ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ и ВОЛОЧЕНИЯ ТРУБ Станы ХПТ и ХПТР
Холодную прокатку труб осуществляют на станах периодической прокатки валкового (ХПТ) и роликового (ХПТР) типов.
По своей конструкции стан ХПТ представляет собой двухвалковый стан периодического действия, в котором рабочая клеть в процессе прокатки совершает возвратно-поступательное движение при помощи кривошипно-шатунного механизма.
Установленные на опорах клети рабочие валки посредством шестерен, насаженных на их шейки и входящих в зацепление с зубчатыми рейками на боковых стенках станины, совершают возвратно-поступательное движение и одновременно синхронно поворачиваются на некоторый угол вокруг своих осей. Переменный по ширине и глубине калибр валков формирует трубу на неподвижной конической оправке (рис. XIII.34). Подача и поворот заготовки осуществляются поворотно-подающпм механизмом.
Станы ХПТ классифицируются в основном по максимальному диаметру прокатываемых труб:
В составе станов ХПТ имеются следующие основные узлы: привод, рабочая клеть, кривошипно-шатунный механизм, распределительно-подающий механизм, механизм отвода гильзы, приемный стол и стол выдачи проката.
заготовки (диаметром D3 и с толщиной стенки 53) и рабочий конус 1 перемещается в направлении прокатки на расстояние т (рис. ХШ.35, а), при этом внутренняя поверхность рабочего конуса отходит от поверхности оправки 2, образуя зазор Д. Для свободного осуществления подачи и поворота трубы в крайнем заднем и переднем положениях клети калибровкой предусмотрены холостые участки с большой глубиной ручья — так называемые зевы.
При движении клети вперед происходит редуцирование рабочего конуса по диаметру до соприкосновения внутренней поверхности его с оправкой, после чего обжатие по диаметру сопровождается обжатием по стенке.
По мере движения клети вперед и поворота валков с рабочим ручьем переменного постепенно уменьшающего сечения происходит деформация металла и участок рабочего конуса, расположенный впереди калибров, движется в направлении перемещения клети (рис. X 111.35, б).
При этом увеличивается зазор между внутренней поверхностью рабочего конуса и оправкой на участках, расположенных перед калибрами.
В крайнем переднем положении рабочей клети (рис. XIII.35, в) происходит поворот прокатываемой заготовки вместе с оправкой на 60—90° и клеть начинает двигаться обратно.
В исходном положении рабочей клети (рис. ХШ.35, а) заканчивается прокатка участка трубы (диаметром DT и толщиной стенки 5Т), получаемого за цикл работы стана.
Особенности конструкций роликовых станов холодной прокатки труб
Стан ХПТР периодического действия предназначен для холодной прокатки труб с тонким и и особо тонкими стенками диаметром 4—120 мм. Техническая характеристика станов ХПТР приведена в табл. XIII.1.
Главная линия стана ХПТР (рис. XIII.43) состоит из рабочей клети /, приводного механизма 2, механизмов 3 подачи и пово
рота трубы, стола 4 для заготовок с механизмами их загрузки, смазочного оборудования, электрооборудования и др.
Рабочая клеть стана ХПТР (рис. ХШ.44) состоит из толстостенной втулки 1 с вмонтированными в ней опорными планками 2, по которым перекатываются рабочие ролики 3, удерживаемые сепаратором 4 со шпинделем 5. Шпиндель 5 закреплен в ползуне 6, скользящем вдоль направляющих втулки 1.
Станы ХПТР имеют следующие преимущества перед станами ХПТ: 1) значительно меньшие диаметры рабочих валков, что приводит к снижению усилий прокатки, а следовательно, и упругой деформации рабочей клети и валков; 2) простой рабочий инструмент (валки и направляющие планки) и небольшая его масса;
3) отсутствие тяжелонагруженных подшипников рабочих валков;
4) значительно меньшая масса рабочей каретки, что позволяет увеличить число ее ходов в минуту; 5) Минимальное скольжение металла в валках; 6) более полный охват деформируемого материала тремя роликами, что дает возможность прокатывать труд- нодеформируемые высоколегированные стали и сплавы; 7)-возможность прокатки особотонкостенных труб с толщиной стенки, равной 1/100—1/500 наружного диаметра готовой трубы.
39. ТРУБОВОЛОЧИЛЬНЫЕ СТАНЫ
Способ волочения труб получил широкое распространение благодаря высокой производительности, простоте оборудования и хорошему качеству получаемых труб. Холодному волочению подвергают бесшовные трубы (в некоторых случаях и сварные трубы) для уменьшения их диаметра и толщины стенки, а иногда только для уменьшения диаметра. Реже этот способ используют для увеличения диаметра (раздача трубы).
Деформирующим инструментом при волочении является волока, которую закрепляют неподвижно в упоре волочильного стана.
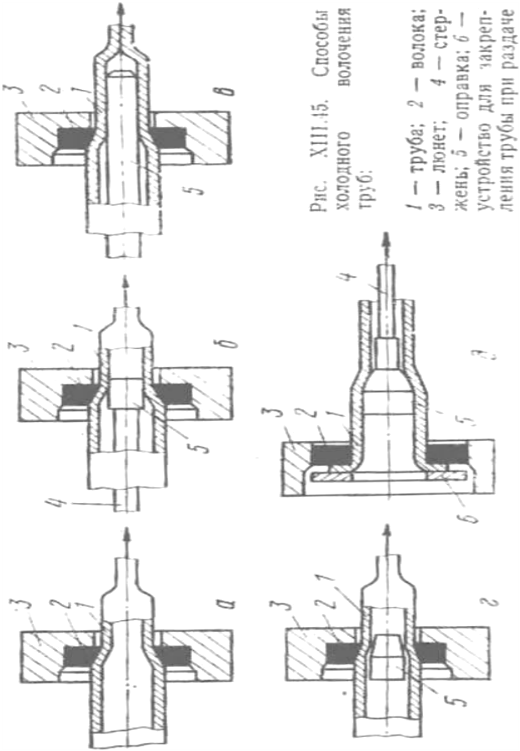
Известны пять способов волочения: без оправки, на длинной (подвижной) оправке, на короткой (неподвижной) оправке, на плавающей (самоустанавливающейся) оправке и с раздачей трубы на оправке. Некоторые из них схематично представлены на рис. XII 1.45.
Безоправочным волочением уменьшают тоаько диаметр трубы без изменения толщины стенки. Вытяжка за один проход 1,1 — 1,5 (рис. XIII.45, а).
Уменьшение диаметра и толщины стенки трубы достигают'волочением на короткой (неподвижной) оправке путем протяжки трубы через кольцевую щель между оправкой и волокой. Вытяжка за один проход 1,2—1,7; минимальный диаметр протягиваемых труб ограничен размерами оправки и равен 8—10 мм (рис. XIII.45, б).
Способом волочения на длинной (подвижной) оправке также достигают одновременное уменьшение диаметра и толщины стенки. Для этого труба вместе с длинной оправкой внутри протягивается через волоку. Вытяжка за один проход 1,4—2,1 (рис. XIII.45, в).
Для изготовления труб большой длины применяют волочение на плавающей (самоустанавливающейся) оправке с уменьшением диаметра и толщины стенки. Оправка удерживается в очаге деформации силами, действующими на нее. Вытяжка за один проход 1,2—1,8 (рис. XIII.45, г).
При изготовлении особотонкостенных труб применяют способ раздачи путем протягивания оправки большего диаметра через неподвижную трубу. Наружный диаметр трубы при этом увеличивается всего на 15—20 % в основном за счет некоторого сокращения длины трубы (рис. XII 1.45, д).
Труба, надетая на стержень с оправкой, предварительно подготовленным концом задается в волоку и захватывается клещами тележки, которая крюком входит в зацепление с «бесконечной» цепью и движется вместе с ней, протягивая трубу через волоку. Готовая труба сбрасывается в карман, тележка отключается и с большой скоростью с помощью специального механизма возвращается в исходное положение. Далее цикл повторяется
40.НЕПРЕРЫВНЫЕ АГРЕГАТЫ П

