




ХАРАКТЕРИСТИКА ПЕТЛИТЕЛЕЙ И ЧЕЛНОКОВ
Петлители, применяемые для переплетения ниток цепных стежков различаются по своей конструкции и характеру движения:

1 Функции, выполняемые петлителями:
1 – захват петли-напуска нитки иглы
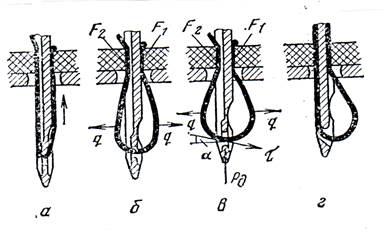

2 – расширение петли-напуска;
3 – обвод петли-напуска вокруг оси, среза материала (501 тип стежка) или выдавливателя (103 тип стежка):


– проведение в петлю-напуск своей нитки (504 тип стежка) или
– перенос петли-напуска под новый прокол иглы;
4 – сброс петли-напуска игольной нити;
5 – затягивание стежка.
Классификация челноков
Существует большое разнообразие конструкций челночных механизмов. Условно их можно классифицировать:
по расположению:
· расположенные в вертикальной плоскости – ось вращения горизон-тальна (97-А кл.; 1820 кл.; бытовые машины);
· расположенные в горизонтальной плоскости, ось вращения вертикаль-на (двухигольные машины).
по форме:
· цилиндрические (бытовые машины);
· круговые, совершающие колебательные движения;
· чашеообразные, равномерно вращающиеся.
по виду вращения:
· поступательно движущиеся
Недостаток – большая траектория хода, что ограничивает частоту вращения главного вала машины;
· колеблющиеся или качающиеся с возвратно-поворотным движением вокруг неподвижной оси ( 220 кл.)
Недостатки – ухудшение динамических характеристик машины (шум, вибрация); большое расширение петли;
Достоинство – простота обвода петли и свободный выход ее из челночного комплекта.
· вращающиеся
Недостаток –сложность обвода петли.
Достоинства – обеспечивает высокую частоту вращения главного вала машины и улучшены динамические характеристики по сравнению с колеблющимся челноком.
· Вращающийся челнок 1(рисунок 4) укреплен на конце челночного вала. Челнок вращается против часовой стрелки вокруг шпуледержателя 2, который соприкасается с челноком ободком 3 в направляющем пазу челнока.
При вращении челнока шпуледержатель не вращается, так как этому препятствует установочный палец 4, который свободно входит во впадину шпуледержателя, а сам палец крепится под платформой машины.
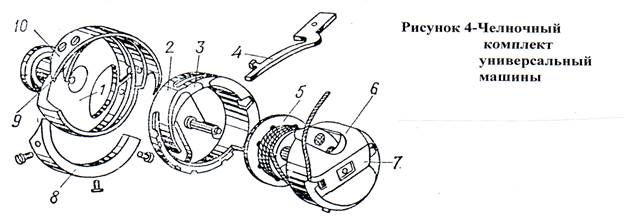
На стержень шпуледержателя надевается шпульный колпачок 6 со шпулькой 5 и запирается защелкой 7.
Носик челнока 9 имеет форму клина, сверху которого располагается пластина 10, необходимая для предотвращения наматывания нитки на поверхность челнока.
Вращающиеся челноки бывают с передаточным отношением 1:1; 1:2; 1:3 (то есть за один оборот главного вала челнок совершает 1,2 или 3 оборота вокруг оси в процессе образования стежка). Наилучший вариант – последний.
по конструкции шпули:
· центральношпульные – ось шпули совпадает с осью челнока;
· нецентральношпульные – ось шпули смещена относительно оси челнока в сторону его вращения.
3Захват петли – напуска носиком челнока
Для захвата петли- напуска важно, чтобы носик челнока своевременно и как можно ближе подходил к игле (зазор должен составлять всего 0,1÷0,2мм), в то же время не должно быть трения между иглой и челноком.. Например, в машине с качающимся челноком при подъеме иглы на 2,5 мм носик челнока должен пройти путь 3,5÷4мм, а в машине с вращающимся челноком путь до 7мм.
Зигзагообразные строчки в разных швейных машинах образуются двумя способами:
1 – за счет отклонения материала под иглой (в закрепочных и пуговичных полуавтоматах);
2 – за счет отклонения иглы или иглы вместе с петлителем.
При образовании зигзагообразных строчек путем отклонений только иглы осложняются условия захвата петли верхней нитки носиком челнока, так как игла при подъеме из крайнего нижнего положения на 2÷4мм на всех машинах при отклонении в обе стороны образует петлю нормальных размеров приблизительно на одном и том же уровне.
Чтобы обеспечить нормальный захват петли, носик челнок можно точно установить по положению иглы только при одном из двух ее проколов, на-пример, левом. Для захвата петли при правом проколе иглы носик челнока должен пройти дополнительный путь, равный приблизительно величине отклонения иглы, однако при этом к моменту подхода челнока к петле, игла будет находиться выше уровня образования нормальной петли. Это не-обходимо учитывать при проектировании машин зигзагообразного стежка.
В швейных полуавтоматах для обметывания петель зигзагообразной строчкой, в которых челночный и игольный валы расположены параллельно,
смещение носика челнока вдоль ушка иглы можно уменьшить за счет про-ектирования челнока, вращающегося в направлении, противоположном вращению игольного (главного) вала.
При образовании двухлинейной строчки с одной нижней ниткой носик челнока после захвата петли-напуска одной иглы, захватывает петлю-напуск другой иглы, находящейся к этому моменту выше первой. При этом важен точный расчет траектории движения челнока для образования качественного стежка.
4 Потеря прочности ниток от многократного истирания и раскручивания в процессе образования стежков
При захвате петли челнок расширяет ее и обводит вокруг половины шпульки. В этот момент в отверстие прокола проводится челноком 75% длины нитки, прошедшей через материал в процессе образования стежка. Длина нитки зависит от объема шпульки, системы и конструкции челнока.
Нитка по всей длине подвергается истиранию: в ушке иглы, в отверстии прокола материала, в ушке нитепритягивателя и т.д. Вместе с тем эта часть нитки постоянно обновляется, так как расходуется на образование стежка. На всей длине трущейся нитки она последовательно истирается “ n ” раз и выходит из зоны истирания небольшими частями, равными длине стежка l ст, величина которой зависит от вида стежка, толщины и вида материала, переплетения ниток в стежке. Число перетираний нитки изменяется в широких пределах, даже при работе на одной и той же швейной машине.
Например, для машины 1022 кл. при стачивании драпа (2÷3 слоя)
l ст =3мм; n =15÷20
бельевая ткань l ст=1,5÷2мм; n=50.
Таким образом “ n ” можно определить, как частное от деления длины трущейся нитки на l ст:

При этом потеря прочности нитки иглы в стачивающих машинах челночного стежка достигает в среднем 13-15% для различных машин (максимум до 40 %).
Снижение прочности ниток от истирания зависит и от направления крутки нити (рисунок 5).
Нить может иметь правую Z и левую S крутку.
Нитки крутки Z раскручиваются по часовой стрелке, а нитки S против часовой стрелки.

Во время движения нитки по желобкам иглы нить с одной стороны закручивается, а с другой раскручивается (после выхода из желобка).
Для большинства швейных машин рекомендуется применять нитки крутки Z, так как они меньше раскручиваются в рабочей зоне.
При этом в швейных машинах с вращающимся челноком нормальное переплетение ниток крутки Z получается при движении челнока против часовой стрелки и расположении длинного желобка иглы слева при выполнении строчки от работающего.
При выполнении строчки в обратном направлении получается переплетение с узлом, осложняющем затягивание стежков; строчка некрасивая, используется для закрепления концов строчек (рисунок 6).


