




К основным кузнечным операциям относятся осадка, протяжка, прошивка, рубка, гибка и скручивание. С помощью этих операций формоизменяют заготовку в процессе ковки.
Осадка - это кузнечная операция, в результате которой увеличивается площадь поперечного сечения заготовки за счет уменьшения ее длины (рис.1).

Рис. 1. Схема осадки
Заготовку диаметром D заг, и высотой H заг,деформируют параллельно ее оси. После осадки диаметрзаготовки увеличивается до D мах, а боковая поверхность становится бочкообразной вследствие действия контактных сил трения t. При этом высота заготовки уменьшается на величину D Н.
Осадку применяют перед прошивкой для выравнивания торцов, уменьшения высоты прошиваемых заготовок, для получения поковок с относительно большими площадями поперечного сечения (фланцев, дисков шестерен и т.д.).
При осадке на боковой поверхности цилиндрической заготовки наблюдается бочкообразование.
Абсолютная величина бочкообразности определяется по формуле:
Dd = D мах - D т (1)
где D мах -максимальный диаметр осаженного образца, мм;
D тв(тн) - диаметр торца осаженного образца, мм;
D т =(D тв + D тн)/ 2 (2)
D т - средний диаметр торцов осаженного образца, мм.
Относительная величина бочкообразности цилиндрического образца определяется по формуле:
d0 = Dd / D т (3)
Основными факторами, характеризующими процесс осадки, являются степень деформации eпри осадке и величина осадки q:
e = (H-H 1 ) / H = D H / H × 100% (4)
q= H / H 1 = F 1 / F (5)
где F и F 1 - площади поперечного сечения заготовки до и после осадки.
Протяжкой называют кузнечную операцию, при которой увеличивают длину исходной заготовки при одновременном уменьшении площади ее поперечного сечения (рис.2). Она является основной формоизменяющей операцией при изготовлении гладких, ступенчатых и коленчатых валов,шатунов, цилиндров, колец и других деталей.
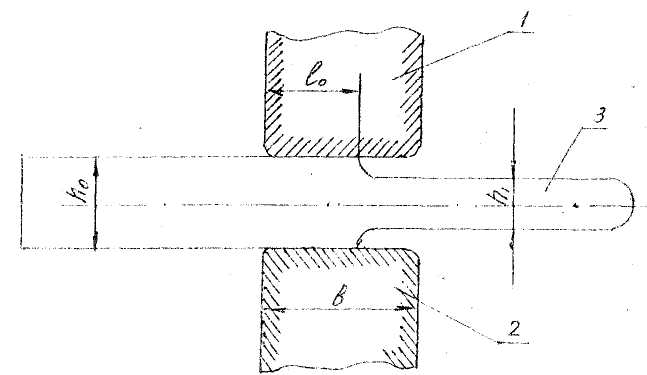
Рис.2. Схема протяжки: 1 - верхний боек; 2 - нижний боек;
3 - обжимаемая заготовка
Прошивка - кузнечная операция, посредством которой в заготовке получают сквозные или глухие полости (углубления) за счет вытеснения материала (рис.3). Заготовку прошивают с помощью инструментов прошивней. При ковке на молотах отверстия диаметром до 230 мм прошивают сплошными прошивнями; для получения отверстий диаметром 400- 710 мм и более используют пустотелые прошивни. Схема прошивки сквозного отверстия сплошным прошивнем представлена на рис.3.
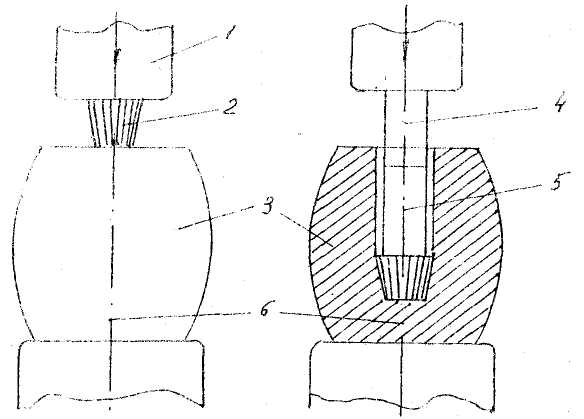
Рис. 3. Схема прошивки: 1 - верхний боек; 2 - основной прошивень;
3 – заготовка;4 и 5 – надставки; 6 - прибыльная сторона слитка
Отрубкой называют полное отделение части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента. Разделение заготовки на части по незамкнутому контуру называют разрубкой (рис. 4). Отрубают с помощью топоров различных форм.
Гибка - кузнечная операция, посредством которой образуют или изменяют углы между частями заготовки или придают ей изогнутую форму. Гибку применяют как основную операцию для получения изделий типа угольников, кронштейнов, крюков, хомутов и других изделий.
Скручивание - это кузнечная операция, с помощью которой часть заготовки поворачивается вокруг продольной оси. Скручивание применяет при ковке многоколенных коленчатых валов, крупных сверл, бурильных инструментов и тому подобных деталей.
Оборудование для ковки
Ковку подразделяют на ручную и машинную. При ручной ковке использует кувалды и наковальни с набором инструмента (гладилок, обсечек, клещей и т.д.). Ручную ковку применяют также для ремонтных целей и гибочных работ.
При машинной ковке различных поковок применяют пневматические молоты (рис.5) и гидравлические прессы. Молот – это машина, придающая нагретому металлу форму путем удара, а пресс изменяет форму заготовки постепенно, оказывая на нее давление.
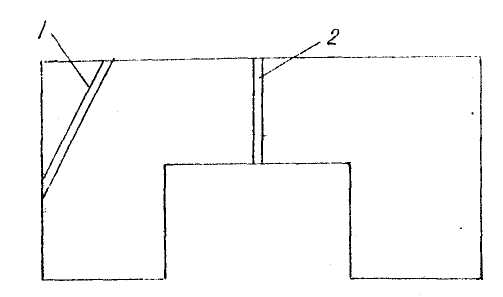

| Рис.4. Обрубка(1) и разрубка (2) | Рис.5. Кинематическая схема пневматического молота |
Поршень компрессорного цилиндра 1, приводимый в движение кривошипно-шатунным механизмом 2 от электродвигателя, сжимает,то снизу, то сверху находящийся в цилиндре воздух. Сжатый воздух из компрессорного цилиндра поступает в рабочий цилиндр 3, где попеременно то снизу, то сверху давит на рабочий поршень 4, выполненный заодно со штоком 5 и бабой 6, несущей верхний боек 7. Заготовка помещается на нижний боек 8, который крепится к шаб о ту 9.
С помощью управляющего устройства 10 (воздушные краны, действующие от педали 11) можно получать любое количество ударов.
ПРАКТИЧЕСКАЯ ЧАСТЬ
В работе используются цилиндрические образцы из свинца и стали с различной величиной отношения Н 0 / D 0.Осадка производится на испытательной гидравлической машине с различной степенью деформации.
Измерения производятся штангенциркулем. Инструмент ‑ плоские бойки с набором ограничительных прокладок.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
4.1. Штангенциркулем с точностью до 0,1 мм измерить размеры исходных образцов и вычислить их объем. В таблицу 1занести результаты измерений.
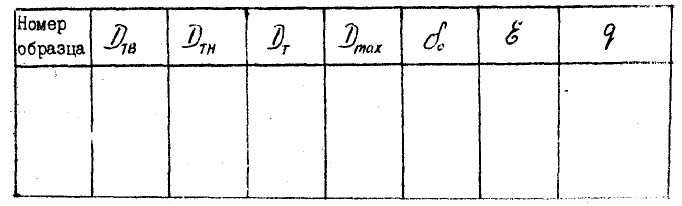
Таблица 1
Размеры исходных образцов

4.2. Произвести осадку образцов на прессе в 2 этапа. После каждогоэтапа производится измерение высоты Н, максимального диаметра D мах,диаметра верхнего торца D тв, диаметра нижнего торца D тн. Полученные результаты завесятся в таблицу 2.
Таблица 2
Размеры деформированных образцов
4.3. Определяются значения величины бочкообразностиdо,степень деформации при осадке eи величина осадки q.
4.4. Результаты измерений и вычислений занести в таблицу 2.

