




Қазіргі заманғы домна пештерінде онда материалдың болу ұзақтығы 4 - 6 сағат, ал газдар - шамамен 3 - 12 секунд. Балқытудың жоғарғы көрсеткіштері газдардың пеш қимасы бойымен жақсы таралуы кезінде алынуы мүмкін.
Тек осы жағдайда газдар максималь дәрежеде материалдарға физикалық жылу бере алады және олардың тотықсыздану қабілеті толығымен қолданылуы мүмкін. Белгілі болғандай, пеш қимасы бойымен газ ағынының таралымы газ өтетін шикіқұрам діңгегінің қарсыласуына тәуелді болады.
Газдардың әрқашан аумақта шикіқұраммен аз қарсыласа қозғалатынын ескере отырып, оны жүктеу үрдісінде пеш қимасы бойымен агломераттың коксқа қарағанда газөткізгіштігі аз екенін есепке ала агломерат пен коксты белгілі бір қатынаста тарата отырып, реттеуге болады. Егер мұны жасамайтын болсақ, онда газдардың негізгі бөлігі шикіқұраммен аз қарсыласа отырып қозғалады да, пештен жоғарғы температурада шығып кетеді, яғни жылу энергиясын толық қолданбайды және тотықсыздану қабілеті толықтай орындалмайды. Мұнымен қоса газдың шикіқұраммен жоғарғы қарсыласуы туындаған кезде газ аз енетін болады, сондықтан шикіқұрам аз қыздырылып, нашар тотықсызданады, бұл пештің төмеңгі жағынан қосымша энергия көзін, яғни кокс шығынын арттыруды талап етеді.
Жүктеу кезінде ең алдымен келесіні есепке алады: үрлеу пешке қабырғалардан келеді, тегіс қабырғалардың газбен қарсыласуы шикіқұрам көлеміне қарағанда төмен болады, осыған байланысты газдар қабырғада қозғалуға ұмтылады. Сондықтан, қабырғаларда газөткізгіш агломераттан аз қалыңдықтың болуы, ал центрінде кокс қалыңдығынан қалыңырақ болуы қабылданған, бұл газ ағынының центрге қарай таралуына мүмкіндік береді. Пеш бойымен де материалдар бірегей орналасуы керек.
Екі конусты сеппелі аппараты бар пештерде шикіқұрамды пешке жекелей бөліктеп енгізеді. Жүктеу бірнеше скипті құрайды (көбінесе төрт, ал кейде үш, төрт, алты) және кенді бөліктен (негізінен агломераттан) және шикіқұрамды есептеудегі қатынаспен алынатын кокстан тұрады. Жүктеу біріккен, бөлшекті және ажыратылған болуы мүмкін, біріншісінде оған енетін барлық агломерат пен кокс скиптері кіші конусті айналдырмай жіберу арқылы үлкен конусқа жинақталады, одан кейін пешке бір үлкен конусты жібере отырып, жүктелінеді (оны белгілеу мысалы: ААКt); екіншісінде агломератты үлкен конусты бір рет түсіру арқылы жүктейді, ал коксты - екінші ретте (ААtККt) және үшіншісінде беріліс екі қабылдағышпен жүзеге асады, бірақ әрқайсысында кокс та, агломерат та болады (ААК, ККАt). Берілген белгілеулерде t белгісі үлкен конустың жіберілуін, А - агломерат скипін, К - кокс скипін білдіреді. (Берілісті жинау реті мен колошник бойымен берілістердің таралуы сеппелі аппаратты суреттеуде жоғарыда келтірілген).
Мойындық қимасы бойымен агломерат пен кокстың таралымын басқару үшін келесілер қолданылады: үлкен конустағы агломерат пен кокс скиптері жинағының реттілігін өзгерту, бөлек және ажыратылған берілістерді қолдану, беріліс массасын өзгерту, мойындықтағы сеппе деңгейін сатылы өзгерту, пешке берілісті жүктеу кезінде үлкен конусты толық емес түсіру, мойындық қабырғаларында қозғалмалы плиталарды қондыру.
Шикіқұрам таралымын осы әдістерді қолдана отырып реттеуде сеппелі материалдарды енгізудің келесі белгілі заңдылықтарын есепке алады:
- үлкен конустан келіп түсетін материалдар мойындықта жота бойымен тік орналасады;
- жота қабырғаларда орналасқанда бір, ал қабырғалардан алынғанда екі сырғымаға (скат) ие болады;
- шикіқұрам құлаған орында көп мөлшерде ұнтақ материал жинақталады, ал ірі кесектер айтарлықтай шамада жотаның табанында жиналады, сондықтан да жота аумағында шикіқұрамның газөткізгіштігі төмен болады. Осы кезде ұнтақтың негізгі бөлігі агломерат болып есептеледі;
- жотаның орналасуына мойындықтағы сеппе деңгейіне тәуелді болады, сеппенің деңгейі H1 - ден H3 - ке төмендегенде жота мойындық қабырғаларына жақындайды;
- жотаның орналасуы үлкен конус пен мойындық қабырғасы арасындағы саңылауға да тәуелді болады, саңылау кіші болғанда жота қабырғада, ал үлкен болғанда қабырғадан тыс орналасады;
- шынайы еңіс (естественный откос) бұрышы еркін орналастыру кезінде жоғарыдан құлап келе жатқан кокста агломератпен салыстырғанда кіші болады, сондықтан үлкен конус себу кезінде пеш қабырғасында агломераттың қалың қабаты, ал ортасында кокстың қалың қабаты пайда болады;
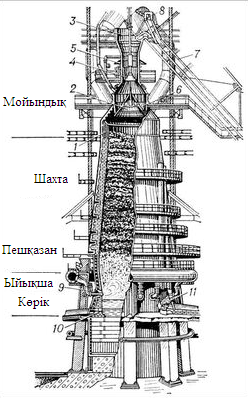
Сурет 5.1 - Домна пеші:
1 - мойындықтың қорғаныс сегменттері; 2 - үлкен конус; 3 - қабылдау воронкасы; 4 - кіші конус; 5 - шикіқұрам таратқыш; 6 - үлкен конус воронкасы;
7 - көлбеу көпір; 8 - скип; 9 - ауа фурмасы; 10 - шойын ағынөзегі; 11 - қож ағынөзегі
- осындай еңіс бұрыштарының айырмашылығына орай беріліс массасын азайту пеш ортасында агломерат қабаты қалыңдығының кемуіне алып келеді және аумақ ортасында агломератсыз жақсы газөткізгіштікті қалыптастыруға мүмкіндік береді;
- үлкен конусты толық емес түсіру материал жоталарының мойындық қабырғаларына қарай орналасуына және ұнтақтың көп мөлшерінің периферияға түсуіне мүмкіндік туғызады;
- беріліс үлкен конустан жүргізілгенде оның төмеңгі бөлігі қабырғада жанады, бұл кезде центрге берілістің соңғы бөлігі түсірілетін жота түзіледі, яғни пеш центріне негізінен үлкен конусқа соңынан жүктелген скип материалдары түсіп отырады. Сәйкесінше, ААКК агломератпен беріліс кезінде пеш центріне көп мөлшерде кокс, ал кері бағытта KKAAt берілген кезде көп мөлшерде агломерат беріледі.
Жүктеу ретін кері ауыстыру мойындық қимасы бойымен материалды таратуда күшті әрекетті болып есептеледі және өте қажетті амал ретінде қолданылады, материалдардың таралуына KAKAt, AKKAt типті аралық реттіліктегі жүктеу түрлері жатады.
Жалпы пеш қимасы бойымен материал таралымын екі конусты аппарат көмегімен реттеу күрделі және үздіксіз жүргізілуі керек. Соңғы жылдары кейбір пештерде мойындық қабырғаларына горизонталь жазықтықпен орналастыруға және олардың көлбеу бұрыштарын өзгертуге мүмкіндік беретін қозғалмалы плиталар орнатылған. Плитаға түсетін шикіқұрам кесектері көрінеді және плита қалпын өзгерте отырып, шикіқұрам мойындықтың берілген аумағына бағыттауға болады.
Конуссыз жүктелетін құрылғылы пештерде шикіқұрамды пешке кезекпен ашылып отыратын екі шлюзды бункерлер арқылы енгізеді, ал бункерлерге оны белгілі бір аралықта агломерат пен кокс үлестері салынған көлбеу ленталы конвейерлермен жеткізіледі. Бір бункерге кокс немесе агломерат бөлігі лентадан келіп түседі, бункерден бөлікті оны жүктеу кезінде (60 - 140с) вертикаль ось бойымен ондаған айналым жасайтын көлбеу айналмалы науа бойымен пеш мойындығына енгізеді.
Жүктеудің бұл әдісін сипаттау үшін көбінесе «беріліс» термині емес, жүктеу циклі ұғымы қолданылады. Жүктеу циклі - бұл қайталанып белгілі бір ретпен орналастырылып отыратын шикіқұрам материалдарының үлестерінің жиынтығы. Үлестердің максималь масссасы себу құрылғысының шлюзді бункер (50 - 80м3) көлемімен анықталады. Циклдағы үлестер саны 5 - 7 - ден 14 - ке дейін өзгеруі мүмкін.
Айналмалы науаны қолдану мен оның көлбеу бұрышын шлюзді бункерден материалдың әр үлесін жүктеген сайын өзгертіп отыру материалдың мойындық бойымен кең ауқымда таралып отыруына және агломерат пен кокс қабаттарының қалыңдығын олардың біртекті орналастырылып, газ ағынының тиімді қолданылу деңгейіне қол жеткізе отырып реттеуге мүмкіндік береді.
Домна пешіндегі шикіқұрамның газөткізгіштігі мен шикіқұрам және газ арасындағы жылу алмасу мен химиялық үрдістер қалай жақсы өтетіндігі жөнінде белгілі бір мәлімдеме жасау үшін температура мен қима бойындағы газ құрамы жөніндегі мәліметтерді білген жөн. Газдардағы СО2 мөлшерінің жоғары болуы мен төмен температура пештегі химиялық және жылу алмасу үрдістерінің толыққандылығын көрсетеді. Пештің қарқынды және үнемді жұмысы үшін перифериядағы СО2 мөлшері мен пеш осьі бойындағы мөлшер біршама төмен, ал қабырғадан 1 - 2м қашықтықта жоғары болуы ұсынылады.
Жаңа пештерде температураны бақылау мен пеш қимасы бойымен газдардың жинақталуын қадағалау үшін қаптама мен футеревка арқылы енгізілетін шикіқұрам деңгейінде және шикіқұрам көлемінде оның деңгейінен 1,5 - тен 7 - 12м - ге дейінгі төмен арақашықтықта перифериядан пеш центріне қарай периодты түрде алмасып отыратын зондтар қолданылады. Барлық пештерде мойындықтағы сеппе деңгейін бақылайды, пеш күмбезіндегі саңылау арқылы өткізілген тігінен орналасатын штангалар - екі зонд көмегімен бақылау жалпыға бірдей қабылданған. Жұмыс кезінде зондтың төмеңгі ақыры шикіқұраммен бірге біртіндеп түсе отырып, шикіқұрам бетінде орналасады, зондтар шикіқұрам деңгейінің өзгерісін бейнелейтін бақылау - өлшеу құрылғыларымен байланысқан, үлкен конустан шикіқұрамды енгізген кезде зондтарды көтереді. Қазірде шикіқұрам деңгейін сеппе бетіне инфрақызыл, микротолқынды және басқа да барлаушыларды енгізу көмегімен беттеспей өлшеу әдістері қоланылысқа енгізіліп келе жатыр.
1864 жылы Пьер Мартен пеште ең алғаш болат балқытуды жүргізді. Ол өз құрылымында және толықтай ғасыр бойы әлемде болаттың көп мөлшері мартендік пештерде балқытылған. Өндірістің бұл әдісі өзінің әмбебаптылығымен байланысты – олардың алынуы болаттың әр маркасын даярлау үшін сұйық пен қатты металдың кез келген қатынасында әр түрлі шойын типтерін қолдана отырып және бұрыңғы бақылау мен талдау кезінде мүмкін болады. Ал қазіргі таңда мартендік пештерден әлем металлургтарының барлығы бас тартты, тек ТМД елдерінде мартендік өндіріс үлесі шамамен 30% - ды құрайды (әлем бойынша бұл 3%), ТМД елдерінде мартендік пештер қолданыстан жайлап шығарылуда, оның ішінде, Ресейде 2010 жылы мартендік болаттар үлесі 10% - дан аспайды деп күтілуде.
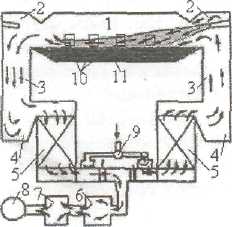
Сурет 5.2 - Мартен құрылғысы
Мартендік пеш (5.2 - ші сурет) шағылдырғыш құрылғы болып саналады. Пеш кешені келесідей негізгі элементтерден тұрады: жұмыс кеңістігі (1), басы (2), тік каналдары (3), қож шығарғыштар (4), регенераторлар (5), борова, алынатын клапандар, ошақ - утилизатор (6), газ тазалағыш (7), бу құбыры (8), желдеткіш (9). Пештің жұмыс кеңістігі алдыңғы және артқы қабырғалармен шектелеген, жоғарыдан – енгізбемен, төменнен – оттықпен, тігінен – басшалармен. Алдыңғы қабырғада шихтаны жүктеу мен шойынды құюға арналған білікті терезелер (10) орналасқан, артқы бөлігінің төменіңде – болат шығару саңылаулары орналасқан (11). Пеш футеревкасын әр түрлі етіп жасайды: арматуралы – шамоттан, олардың және болат корпус арасында - жылу оқшаулағыш қабат, жұмысшы қабат болады – балқыту сипатына қарай - динас немесе магнезиттен жасалады, ал жұмысшы қабат бетінде сәйкес балқыма болады (құм немесе магнезитті ұнтақ). Мартендік әдіспен болат өндіру негізгі пештерде жүзеге асқан болатын. Пеш енгізбесін жылуға төзімді магнезит хромитті немесе динансты кірпіштен жасайды. Басшалар арқылы отын мен ауа беріледі. Ванна үстімен газ қозғалысының бағытын периодты өзгерте отырып, жану өнімдерін жояды. Жұмысшы кеңістігі басшадан тік каналдар арқылы және қож шығарғыштар регенератормен жалғанған. Регенераторлар мартендік пештердің негізгі міндетті элементі болып саналады, онсыз қажетті температураға қол жеткізу және балқыған түрдегі болат алу мүмкін емес. Қож шығарғыштар ірі шаңдарды шөктіре отырып, шығарылатын газдарды бірніші ретті тазалауға арналған. Регенераторлардан соң бу газдары бу құбырына түседі, немесе ауаға жіберілмес бұрын газды тазалаудан өтеді. Түтін құбыры газды байланыс қақтығысын қамтамасыз ететін ауырлыққа қабілетті болу керек. Сондықтан ірі мартендердің түтін құбыры 100м болады.
Жоғары фосфорлы шойындарды өңдеу үшін цилиндрлік төмеңгі бөлікке ие және тігінен ажыратылатын айналмалы мартендік пештер қолданылған болатын, бұл қожды білікті терезелер арқылы көпретті айналдыруға мүмкіндік береді. Мұндай пештер құймалы цехтарда қолданылады, мұнда сұйық болатты жиі аз үлестермен беріп отыру керек болады.
Орташа мартендердің сыйымдылығы 125 - 300т, ал үлкен жүктілерде 900т болады. Мартендік балқытудың ерекшелігі оның металл ваннасына жылу мен оттегінің қож қабаты арқылы жоғарыдан берілуінде. Сондықтан, үрдістің керекті жылдамдығына ие болу үшін пеш ваннаның аз тереңдігінде (~ 1м) балқыған металдың үлкен бетке (0,5м2 / т) ие болады.
Пеш жұмысының қағидасы келесіге негізделген: шихтаны жүктегеннен кейін басшалардан отын (мазут, табиғи газ) регенераторда ~ 1200°С - қа дейін қыздырылған ауа желдеткіштен беріледі, бұл жалын температурасын туғызады - 1900°С. Тиімді жылу берілісі үшін жалын ваннамен жанасуы және оның бетімен өтуі керек. Жалын жылуы ваннадан шамамен 85% сәулеленумен, ал 15% - конвекциямен беріледі. Шыққан газ пештен басша арқылы пештің өзге аяғында 1500°С температурамен беріліп, жылудың негізгі бөлігі қарсы регенератордағы оттөзімді енгізбе арқылы беріледі. Регенератор «үрлеу арқылы» суыған соң және «газ арқылы» қыздырылған соң клапандарды ашады, мұның нәтижесінде газ ағынының бағыты қарама-қарсы өзгереді.
Мартендік үрдісте ваннаның ұзындығы мен тереңдігі бойынша температуралық біртексіздік пайда болады, бұл кезде қож температурасыәрқашан металл темперасынан жоғары болады. Температураның айшықталуына көміртегі қышқылданғанда түзілетін СО көпіршіктерінің есебінен ваннаның «қайнауы» мүмкіндік береді. Оттегі көзі болып үрленетін ауа, жану өнімдері (СО2, Н2О),сонымен қатар қосымша енгізілетін қатты тотықтырғыштар табылады. Керекті құрам мен металл тепмературасы орнағаннан кейін легирлеуші мен қышқылсыздандырғыштар қосу арқыл қайнауды тоқтатады.
Мартендік балқытудың жалпы ұзақтығы 6 сағаттан астам, жылудың қолданылу коэффициенті 50% - дан аз емес.
Шихтаның құрамына байланысты мартендік үрдіс екі түрлі болады: кенді-скрап және үрдіс-скрабы. Кең таралған скрап-кенді үрдіс кезінде шихтадағы сұйық шойын үлесі 60%-ды құрайды (скраптағы үлесі небәрі 30%), бұл қатты тотықтырғыштардың - кен, агломерат, шекемтастардың жоғары мөлшерін - шамамен 10%, сонымен қатар флюстердің жоғарғы шығнын қажет етеді. Скрап - үрдісте шихта негізін болат сынықтары құрайды, және тек металды ғана балқыту керек болады. Бұл үрдісті қышқыл футеревкада жүзеге асыруға мүмкіндік береді, ол газды және бейметалдық қоспалары бойынша таза болат алуға мүмкіндік береді. Ваннаның «қайнауы» үшін шихтаға арнайы карбюризаторлар - көміртек құрамды қоспалар қосады (қатты шойын, кокс және т.б.).
Соңында айта кетерлік жай, жақсы өңделген технологиялық үрдіске ие болуына қарамастан мартендік үрдіс барлық жағынан конвертерлі және электрлі болат балқыту өндірістерінен артта қалып отыр. Сондықтан, мартендік пештер және балқыту технологиялары пудлингті үрдістер секілді металлургия саласының тарих беттеріне жақынырақ.

