




Стоимость формовки будет тем меньше, чем шире используются
правильные методы конструирования отливки, принимающие во внимания требования практики литья с применением ХТС.
С одной стороны эти примеры очевидны, но для технологии ХТС они представляют необходимость Приведённые ниже примеры показывают, насколько это важно и одновременно просто применять правильные профили в конструкциях отливок для облегчения процесса снятия литейной формы [4].
На рис.2.2.,А представлен профиль нетехнологичной отливки, имеющий поднутрение относительно плоскости разъема, а на рис2.2, В – показана технологичная конструкция.
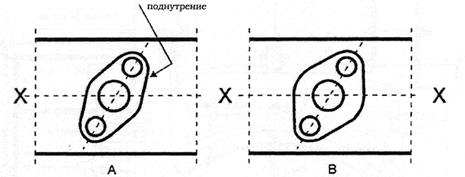
Рис. 2.2- Видоизменение профиля выступа с целью устранения поднутрения и обеспечения возможности снятия формы
На рис.2.3.,А поднутренные части должны заформовываться с отъёмными частями на модели, которые извлекаются из формы после того, как будет удалена основная модель. Изменения профиля отливки, показанные на Рис.2.2.,В, упрощают конструкцию модели и облегчают операцию протяжки.
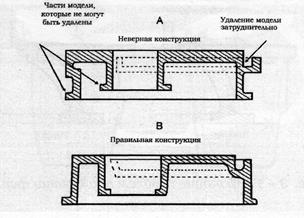
Рис. 2.3 - Упрощение опорной плиты формы для обеспечения протяжки модели.
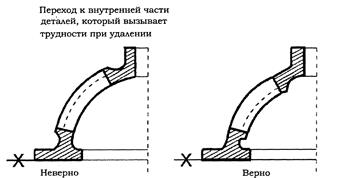
Рис. 2.4. Устранение проблем при снятии формы
Поднутрённые части, выполненные на наружной поверхности для уменьшения теплового узла, были перенесены на внутреннюю поверхность, выполняемую стержнем, при этом профиль отливки существенно не изменился.
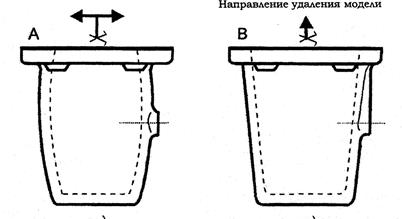
Рис.2.5 Изменение конструкции для упрощения снятия модели
Профиль, показанный на рис. 2.4., А можно формовать только горизонтально, но при этом требуется консольный стержень, который требует большого уравновешивающего стержневого знака, для устойчивого положения стержня в форме, при установке и при воздействии выталкивающей силы, если только не применяются жеребейки. Это означало бы увеличение количества формовочной смеси для заполнения опоки большого размера.
Решение рис. 2.4.,В более технологично и его следует придерживаться, несмотря на то, что в 95% случаях стараются располагать отливку большим размером в плоскости разъема, т.к. оно позволяет производить отливку и извлекать модель вертикально, т.е. в направлении, показанном стрелкой. Это второе решение также уменьшает риск появления включений в отливке под действием флотационных сил.
Рис. 2.6, это пример технологического выступа. При формовке в сырую или всухую этот выступ может быть выполнен с использованием отъёмной части или песчаной вставки. При использовании технологии формовки с применением ХТС выступ должен быть изготовлен путём формовки со стержнем (см. а), либо путём изменения конструкции за счет удлинения выступа до фланца (см. в). Для отливки без фланца (см. с) бонку необходимо удлинить, то есть вывести на разъем (см. d).
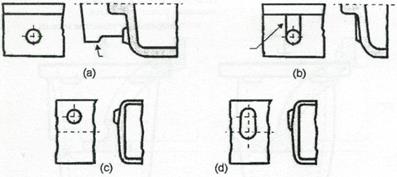
Рис.2.6. Изменение конструкции отливки с расположением относительно плоскости разъема, препятствующего снятию формы.
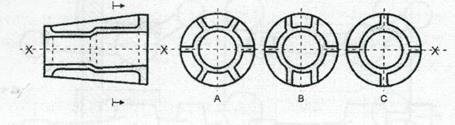
Рис. 2.7. Изменение ориентации перегородок, обеспечивающий извлечение модели из формы.
В случае, если модель крупная или среднего размера, перегородки, показанные на рис.2.7.,А могут выполняться путём использования отъёмных частей на модели. Если они имеют правильный уклон и соответствующее расталкивание, их можно извлечь из формы, при условии, что она слегка пластична по сравнению с формой из сухой или из сырой формовочной смеси.
Это практически невозможно в случае с литейной формой по технологии формовки с применением ХТС, которая требует, чтобы перегородки были установлены в стержневом ящике. На рис. В и С показаны экономичные варианты, которые можно использовать при любом виде формовки. Следует изменить ориентацию перегородок с А на В или С.
|
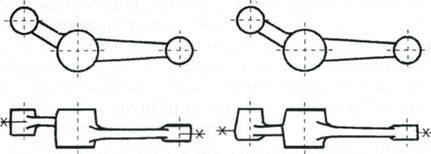
А В
Рис. 2.8. Замена смещенного соединения соединением, проходящим в той же плоскости. А –не технологическая конструкция; В- технологическая конструкция.
При формовке по варианту А плоскость разъема будет ступенчатая с подрезкой. Такой вид формовки невозможен при формовке с применением ХТС, если только не используется стержень. Предлагается изменить конструкцию, как показано на В.
Опочно-модельная оснастка
Производитель модельной оснастки и технолог литейщик должны находиться в тесном взаимодействии с тем, чтобы учитывать требования, присущие конкретному процессу литья но особенно это актуально для требований, предъявляемых к процессам формовки с применением ХТС.
Во первых требования по прочности модели, для формовки с применением ХТС более низкие, чем для традиционной формовки с использованием песчано-глинистых смесей. Это обуславливается свойствами формовочной смеси и тем фактом, что эта система не требует такого сильного уплотнения, как традиционный метод. Во вторых более лёгкие конструкции модельно опочной оснастки позволяют снизить себестоимость больших трудозатрат, необходимых для изготовления моделей по традиционному способу формовки. Например, можно использовать мягкую древесину, оставляя твёрдую древесину только для тех частей, которые подвергаются механическому напряжению во время протяжки модели из формы.
Ниже приводится технологическая оснастка, применяемая в индивидуальном и мелкосерийном производствах.
Опоки
Традиционные формовочные материалы требуют высокого давления прессования для обеспечения тесного прилегания к модели. Это означает, что необходимо использовать неразъёмные и закрытые опоки. Это создаёт проблемы при протяжке модели, а во время технического обслуживания. Система формовки с применением ХТС уменьшает эти проблемы в том смысле, что в настоящее время в большинстве случаев используются безопочные литейные формы, которые незначительно больше, чем сами модели.
Уплотнение литейной формы должно быть тщательным и равномерным, с максимальным использованием свойств текучести смеси песка со смолой. Окрашивание поверхности литейной формы способствует повышению точности размеров отливки.
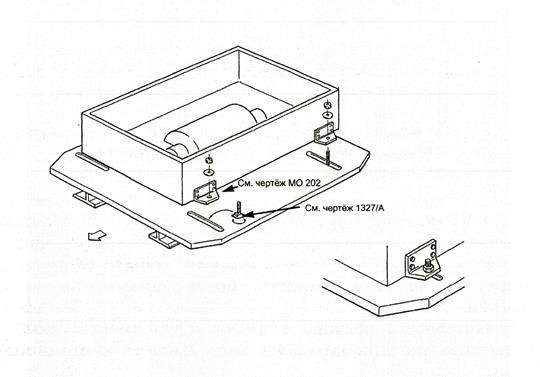
Рис.2.9. Модельный комплект в сборе, включающий: модель с элементами литниковой системы опоки к модельной плите, опока, модельная плита, элементы крепежа
Модели
Низкая податливость формовочной смеси требует для моделей из ХТС отсутствия поднутрений, которые вызывают затруднения на этапе снятия формы с модели, что непременно повредило бы литейную форму. Поэтому при проектировании следует закладывать достаточные величины литейных уклонов, для обеспечения свободного удаление модели из формы.
Технология изготовления модели должна обеспечивать отсутствие перемещений «сегментов», вкладышей и соединительных деталей, вследствие коробления или увлажнения древесины, либо вследствие транспортировки.
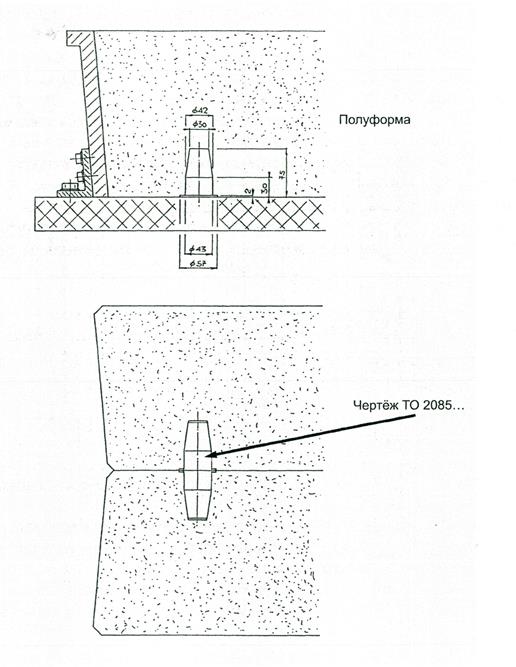
Рис. 2.10. Форма в сборе а-готовая полуформа с отформованным центрирующим отверстием; б- форма сцентрированная при сборке по штырям, выполненным из стержневой смеси
По рекомендациям фирмы ИМФ литейные уклоны должны соответствовать значениям в таблице
На внутренние поверхности литейные уклоны имеют большие значения. При этом следует учитывать равномерность толщин стенок отливок.
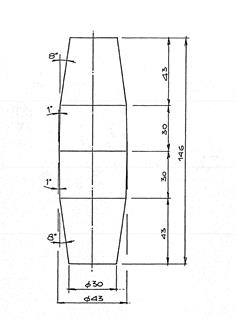
Рис. 2.11. Сборочный стержневой штырь
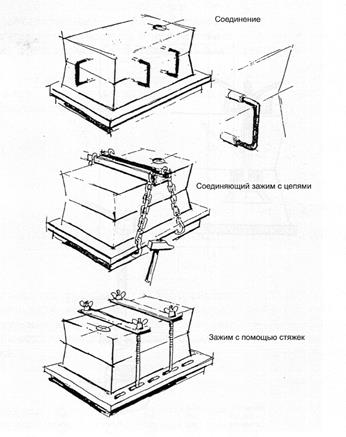
Рис. 2.12. Варианты устройств для крепления полуформ:
а- соединение с помощью скобы, б- соединение зажим с цепями, в- зажим с помощью стяжек.
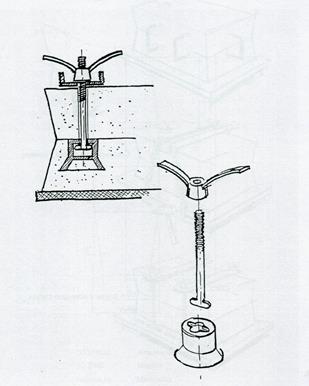
Рис.2.13. Зажим с помощью стяжек
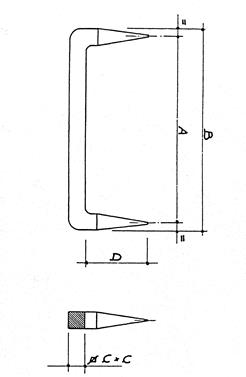
Рис. 2.14. Зажимы для небольших литейных форм
Важными факторами, влияющими на величину уклона являются: качество разделительных составов и вибрация модельных
Значения литейных уклонов для ХТС
Таблица 2.1
| Высота формообразующей поверхности | Литейные уклоны (град) | ||
| стандарт | минимум | ||
| до 5 | |||
| св. 5 | до 10 | 6 30 | |
| св.10 | до18 | ||
| св.18 | до 30 | ||
| св.30 | до 50 | ||
| св. 50 | до 120 | 1 30 | |
| св. 120 | до 250 | 1 30 | |
| св. 250 | до 500 | 0 45 | |
| св. 500 | по согласованию |
плит при протяжке. Особенно важна чистота обработки поверхности модели, как в отношении изготовления, так и её покраски. Все углы должны быть хорошо обработаны по радиусу, а модель должна быть очень прочно прикреплена к плите для предотвращения проникновения песка между плитой и моделью.
Отъёмные части для поднутрений должны быть очень хорошо закреплены, т.к. они могут перемещаться во время процесса уплотнения формовочной смеси и образовывать так называемые «теневые» зоны, которые не позволяют формовочной смеси легко уплотняться. Кроме того, при работе стыки этих частей могут легко затвердеть, и тогда они станут точками удержания формы.
Исходя из этого, предпочтительно, чтобы части конструкции, которые образуют поднутрения, выполнялись стержнями, если для устранения проблемы не может быть изменена конструкция детали.
Процесс формовки с применением ХТС особенно пригоден для использования с одноразовыми литейными моделями, изготовленными из пенополистирола, при условии, что нужно только лёгкое уплотнение формовочной смеси, которое не окажет
 воздействия на модель. Следует напомнить, что использование металлических моделей и плит может замедлить отверждение смолы, если они находятся в холодном состоянии, вследствие их более высокой теплопроводности по сравнению с деревом. Также следует помнить, что деревянные промодели, используемые для изготовления металлических моделей, должны быть сконструированы таким образом, чтобы компенсировать двойную усадку. Если используются модели из смолы, важно проверять, совместимы ли они как с разделительным составом, так и со смолами, применяемыми в литейной форме.
воздействия на модель. Следует напомнить, что использование металлических моделей и плит может замедлить отверждение смолы, если они находятся в холодном состоянии, вследствие их более высокой теплопроводности по сравнению с деревом. Также следует помнить, что деревянные промодели, используемые для изготовления металлических моделей, должны быть сконструированы таким образом, чтобы компенсировать двойную усадку. Если используются модели из смолы, важно проверять, совместимы ли они как с разделительным составом, так и со смолами, применяемыми в литейной форме.
Части деревянных моделей, которые возможно будут подвергаться сильному износу или которые являются довольно хрупкими, могут либо изготавливаться из металла, либо их конструкция должна быть такова, чтобы их можно было легко заменить.
Модели, устанавливаемые на плиты, должны быть хорошо закреплены на опорной плите. Рекомендуются модельные плиты из фанеры, т.к. они лёгкие и удерживают систему в жёстком состоянии при снятии формы с модели. Кроме того, в случае длительного хранения они значительно уменьшают вероятность деформации модели.
Естественно, могут также применяться и другие системы крепления.
Технология формовки с применением ХТС обеспечивает возможность изготовления отливок по чертежам с очень жёсткими допусками. В результате может повыситься себестоимость модели примерно на 30%. Эти дополнительные издержки позже возмещаются во время механической обработки благодаря уменьшению припуска на обработку.
2.4. Современные «NO BAKE» процессы. Технологические особенности.
Первой основной технологической особенностью ХТС для технологий «NO BAKE» является наличие краткого периода живучести смесей. В этот период должны быть выполнены технологические операции - засыпка смеси в опоку или стержневой ящик и уплотнение. Этот период для смесей разного типа регулируется в интервале от 3-5 до 40-50 мин., путем изменения содержания катализатора.
Второй особенностью является время набора манипуляторной прочности, т.е. прочности, достаточной для бездефектного извлечений моделей из формы или стержневого ящика и последующих операций(окраска, транспортировка и т.д.). Как правило, это время составляет для мелких и средних форм и стержней 10-20мин., для крупных-20-60 мин.
Наибольшее распространение из «NO BAKE» процессов получили фуран-процесс и α-Set –процесс. Лидирующее положение за рубежом занимает фуран-процесс [5].
Современные фурановые смолы содержат около 0,1% свободного формальдегида. Чем выше цена смолы, тем ниже содержание формальдегида. Содержание фурилового спирта в связующем может составлять от 55 до 100%, при этом содержание азота в связующем находится в пределах от 8,6 до 0%, а расход связующего -0,7-1,6%.
Фенольные смолы, характерные для α-Set –процесса с кислотными катализатрами имеют более низкие показатели прочности, что требует большего содержания связующего. Низкое содержание свободного формальдегида и свободного фенола в фенольных смолах обеспечивает малые выделения (ниже требуемых норм на 25%).
Синтетические смолы.
Синтетические смолы представляют собой группу искусственно полученных органических соединений, физические и химические характеристики которых схожи с характеристиками природных смол. Они образуются путем уплотнения двух или нескольких более простых соединений для образования одной молекулы, обычно с удалением воды. Типичными реакциями являются такие реакции, при которых либо фенол, либо мочевина уплотняются с формальдегидом для получения фенольных смол. Процесс полимеризации этих смол и их последующее отверждение для связывания кварцевого песка в жесткую форму, способную противостоять давлению заливаемого расплава.
В настоящее время используются следующие виды синтетических смол:
-смолы кислотного кислотного отверждения
Фенольные смолы типа резола;
Образуются в результате полимеризации фенола и формальдегида. Смола обладает Образованный резол полимеризуется при добавлении кислотного катализатора в процессе литья. Смола (полимер) не содержит азота, обладает превосходными механическими свойствами и термостойкостью.
Фурановые смолы;
Фурановая смола образуется в результате полимеризации (отверждения) фурфурилового спирта, она растворяется в воде и имеет малую вязкость. Чтобы фурфуриловый спирт можно было использовать в качестве связующего, он подвергается реакции с фенолом, мочнвиной или формальдегидом.
Имеется три группы:
-без азота,используются главным образом для отливок из стали и медных сплавов;
-с низким содержанием азота (от 0,1 до 2%), используется для отливок чугуна с шаровидным графитом;
- со средним содержанием азота(более 2%), для обычного чугуна и алюминиевых сплавов.
Фенол-фурановые смолы с содержанием азота и без него.
Образуется в результате полимеризации (отверждения) фенола и фуранового спирта. Эти смолы не содержат азота и обладают высокой термостойкостью.
Фенольная смола типа резола с высоким содержанием гидрата щелочи.
Смолы с уретановой связью
Образуется путем реакции полиизоционатов с полибензилфениловым эфиром(резолом) и добавлением пиридина или амина в качестве катализатора. Резол вступает в реакцию с изоционатом и образует полиуретан. Поэтому смола называется полиуретановой.
Трехкомпонентный состав.
Смола, изоционат и катализатор поставляют отдельно и добавляют в смеситель через три отдельных насоса –дозатора, рис.2.15.
Данный состав является одним из наиболее широки используемых составов, поскольку обеспечивает очень гибкиециклы формовки. Поэтому, он дает возможностьудовлетворения широкого спектора требований:
-различные модели
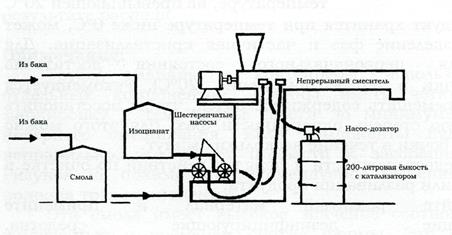
Рис. 2.15. Установка для полиуретановой системы с применением ХТС, показывающая отдельное хранение и подачу трех компонентов
-различные виды сплавов
-различные производственные циклы от формовки до заливки
-климатические изменения
Основные компоненты смол
Далее обратим внимание на компоненты, используемые в составе смол, наиболее широко применяемых в литейном деле:
Фурфуриловый спирт
Фурфуриловый спирт это органическое соединение «гетероциклического ароматического» типа.
Он имеет цикл из четырёх атомов углерода и одного атома кислорода и образуется гидрогенизацией фурфурола с использованием серной кислоты. Фурфурол получают из рисовых отходов, отработанного сахарного тростника и т.п., то есть из любого дешёвого источника пентозосахаров (сахаров с пятью атомами углерода).
Реакция отверждения молекул фурфурилового спирта происходит посредством удаления воды и последующим освобождением точек, которые обеспечивают возможность образования цепи.
Образованный полимер выдерживает высокие температуры и, к тому же, является очень твёрдым. Это означает, что он также довольно хрупкий. В составах могут использоваться фенольные смолы и полимочевины. Для придания смолам специфические свойства используется фурфуриловый спирт.
Фурфуриловый спирт может использоваться также в качестве модификатора с другими основаниями смол для снижения уровня вязкости. Кроме того, он может использоваться в составах с фенолом или мочевиной для образования соответствующих комплексов смол.
Фурфуриловый спирт придаёт литейным формам способность дольше сохраняться, так как он замедляет процесс старения.
ФЕНОЛ
Фенол - это органическое соединение «ароматического карбоциклического» типа, которое может быть получено из бензола. Это циклическое соединение с циклом из шести атомов углерода. Фенол является кислым, так как атом водорода в группе ОН свободным.
Фенол очень токсичен и воздействует на животные ткани. Это - каустик, так как у него высокая потребность в воде.
Фенол является альтернативой фурфуриловому спирту. Когда фенол полимеризуется с формальдегидом, сначала образуется фенилметанол. При добавлении к формовочной смеси вместе с катализатором это соединение полимеризуется далее для образования нерастворимого соединения с высоким механическим и тепловым сопротивлением, при высвобождении воды при уплотнении. В сущности говоря, фенольные смолы делают литейные формы более устойчивыми к выбивке.
В специальных составах фенол вступает в реакцию с простым эфиром (при «щелочном процессе формовки с применением ХТС») и с полиизоцианатом (при «уретановом процессе формовки с применением ХТС»).
ФОРМАЛЬДЕГИД
Формальдегид - это «алифатическое» соединение с открытой цепью. Обычно он синтезируется путём частичного окисления метилового спирта воздухом в присутствии катализатора. Его можно было бы охарактеризовать как «химическую застёжку-молнию», так как он легко вступает в реакции с целью присоединения большего количества комплексных групп.
Формальдегид представляет собой растворимый в воде газ, который используется в виде водного раствора с концентрацией от 30 до 36% либо в виде своего твёрдого полимера (параформальдегида).
Обонятельный порог для этого вещества очень низок, поэтому его присутствие очень легко обнаруживается.
Формальдегид является очень ядовитым веществом, поэтому никогда не следует превышать его предельно допустимую концентрацию в воздухе производственных помещений.
Мочевина
Мочевина является исходным материалом для получения мочевинофенольных и мочевинофурановых смол.
Изоционаты
В процессе реакции катализации изоционаты полимеризуются с помощью фенольных смол дибензилоэфирного типа. При нормальной температуре изоционат представляет собой темно-коричневую вязкую жидкость с очень низким давлением паров.Изоционаты получают путем обработки формальдегидных коденсатов фосгеном.При процессе формовки с применением ХТС смола и изоционат добавляют в зависимости от заливаемого сплава.Обачно эти вещества берутся в соотношениях 1:1.
Полимеризация смол
Полимеризция – это процесс, при котором единичные, относительно небольшие молекулы, называемые мономерами, объединяются для образования крупных молекул, то есть соединений с большим молекулярном весом, называемых полимерами.
Смолы, применяемые в технологии изготовления отливок с ХТС, получают путем полимеризации выше отмеченных мономеров.
На рис. 2.16. схематично показано развитие реакции цепной полимеризации.
Реакция начинается с положения (1), где показаны простые «мономеры». В положении (2) можно видеть, что образовались три длинные молекулы (полимеры), каждая в результате цепочной связи молекул мономеров. В положении (3) видно увеличение количества связанных в цепь молекул, а в положении (4) завершается преобразование мономеров в полимеры. Как указано выше, время реакций полимеризации и отверждения довольно значительное. Поэтому необходимо их ускорять и синхронизировать со стадиями формовочного процесса. Это достигается путём добавления катализаторов.
Старение смол
Как было отмечено литейные смолы получаются путём полимеризации (поли-уплотнения) органических соединений. Этот процесс останавливается, когда продукт реакции приобретает характеристики, задуманные составителем рецептуры, путем захолаживания массы. Однако, во время хранения смол процесс продолжает очень медленно идти до тех пор, пока литейная форма не будет использоваться. Это означает, что характеристики смолы постоянно и необратимо изменяются. Это также означает, что следует точно выполнять предписания поставщика мономера смолы, чтобы обеспечить хорошее состояние продукта реакции во время хранения. Контейнеры должны быть герметично закрыты, чтобы не допустить испарения растворителя и последующего изменения характеристик исходного материала. Кроме лабораторных испытаний,
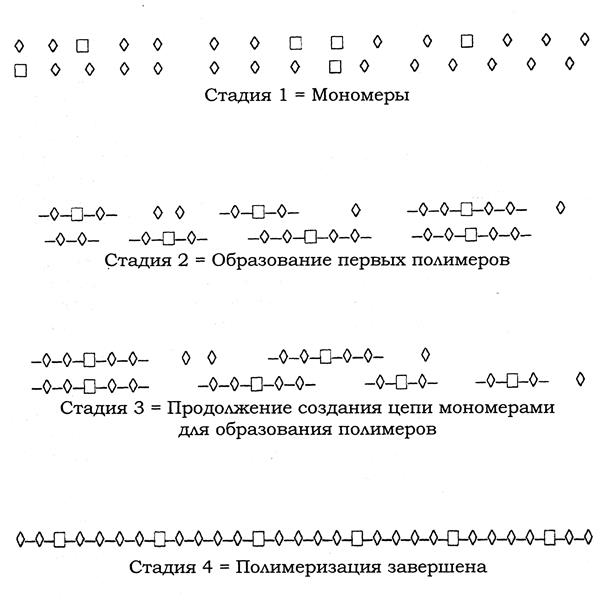
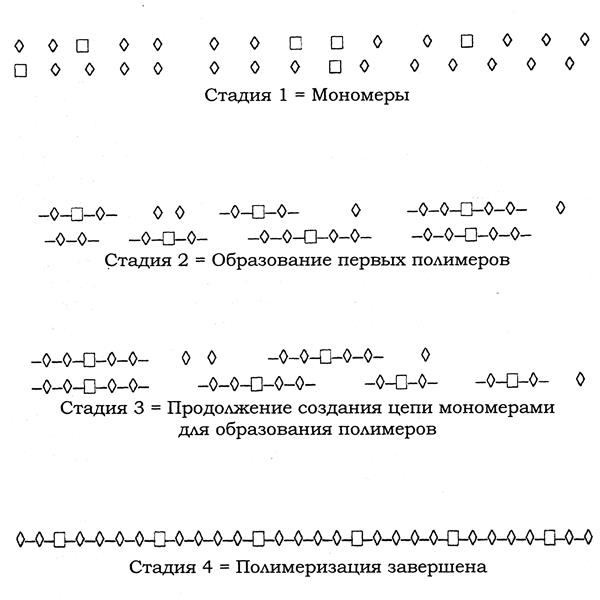
Рис.2.16.Схематичное представление протекания реакции полимеризации
для оценки пригодности исходного материала необходимо практическим способом измерить его плотность и выполнить пробную полимеризацию опытных образцов смеси; через 24 часа измеряется их сопротивление изгибу, и результаты свидетельствуют о качестве исходного материала.

