




ѕроцессы обслуживани€ и ремонта гребных винтов в первую очередь завис€т от материала изготовлени€ гребного винта. ќсновные материалы:
- марганцовистые латуни;
- алюминиево-никелевые бронзы;
- марганцово-алюминиевые бронзы;
- нержавеющие стали.
¬се марганцовистые латуни склонны к коррозионному растрескиванию. оррозионное растрескивание Ч это предельный случай коррозии под напр€жением, который представ≠л€ет собой полное разрушение металла в результате одновременного воздействи€ на него раст€гивающих напр€жений и агрессивной среды Ч морской воды и даже воздуха. –аст€гивающие напр€жени€ в лопаст€х гребных винтов возникают от нагрева при заварке пороков и трещин, при нагреве дл€ правки лопастей, из-за неравномерного нагрева ступиц при монтаже и демонтаже гребных винтов. ƒл€ коррозионного растрескивани€ обычно необходимы раст€гиваю≠щие напр€жени€, приближающиес€ к пределу текучести. ” марган≠цовистых латуней разрушени€ наступают при меньших напр€же≠ни€х и про€вл€ютс€ через определенный срок. ѕо эксперимен≠тальным данным при нагреве ступицы дл€ монтажа гребного винта на вал кислородно-ацетиленовыми или кислородно-пропановыми горелками напр€жени€ в лопасти достигают 140 ћѕа. ѕосле такого нагрева ступицы гребного винта через 10Ч12 дней в корневых сечени€х лопасти по€в€тс€ микротре≠щины, вызванные раст€гивающими напр€жени€ми, образовавшими≠с€ после нагрева. “рещина под вли€нием агрессивной среды будет увеличиватьс€. ƒальнейшее развитие трещины из-за циклических напр€жений, возникающих при эксплуатации, приведет к обрыву лопасти в корневых сечени€х. ѕоэтому не допускаетс€ монтаж и демонтаж гребных винтов из любых материалов путем неравномерного нагрева ступиц открытым пламенем.
јлюминиево- никелевые бронзы практически не склонны к кор≠розионному растрескиванию. ќднако они в диапазоне температур  — склонны к повышению хрупкости. ¬ этом диапазоне при нагреве относительное удлинение уменьшаетс€ практически до нул€. Ќагрев лопасти, например, дл€ правки имеющегос€ загиба в диапазоне этих температур, а затем приложение ударной нагрузки неминуемо приведет к облому выправл€емого участка лопасти.
— склонны к повышению хрупкости. ¬ этом диапазоне при нагреве относительное удлинение уменьшаетс€ практически до нул€. Ќагрев лопасти, например, дл€ правки имеющегос€ загиба в диапазоне этих температур, а затем приложение ударной нагрузки неминуемо приведет к облому выправл€емого участка лопасти.
ќсмотр гребных винтов в эксплуатации рекомендуетс€ производить не реже одного раза в течение 6 мес. ¬о избежание кавитационной эрозии необходимо осуществл€ть правку даже самых незначительных погибов лопастей.
|

|
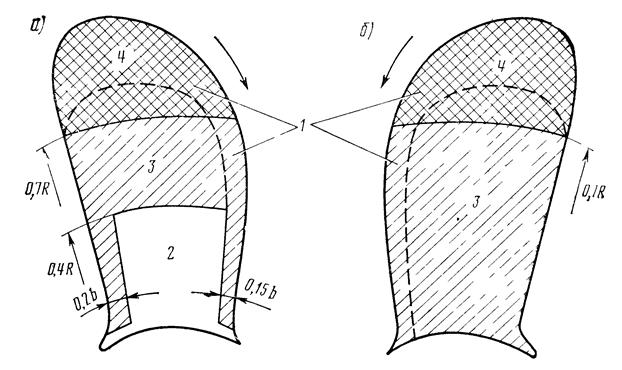
“ребовани€ к гребным винтам, наход€щимс€ в эксплуатации, дифференцируютс€ применительно к трем зонам ј, ¬, —. ¬ зоне ј исправление любых дефектов допускаетс€ только механическим способом в пределах допусков по √ќ—“ 8054Ч81. ¬ зонах ¬ и — допускаетс€ исправление дефектов сваркой. ¬ зоне ¬ обща€ поверхность дефектов должна занимать не более 20% поверхности одной стороны лопасти, максимальный единичный дефект по площади должен быть не более 10% одной сто≠роны лопасти. «она — не имеет ограничений.
“рещины, вы€вленные в порту, в котором нельз€ произвести ремонт, должны обследоватьс€ дл€ вы€влени€ их прот€женности и глубины до здорового материала. ѕри глубине трещин, не превышающих 2% толщины лопасти, трещины удал€ют шлифованием. Ѕолее глубокие трещины засверливают по концам на глубину, превышающую на 5 мм глубину трещин, сквозные трещины засверливают насквозь. ¬ сверлени€ став€т заглушки, а кра€ зачеканивают.
|
|
|
ƒо окончательного ремонта частота вращени€ гребного винта снижаетс€ до значени€

√де  - номинальна€ частота вращени€, об\мин;
- номинальна€ частота вращени€, об\мин;
 - длина трещины, мм; b - ширина лопасти в месте трещины, мм;
- длина трещины, мм; b - ширина лопасти в месте трещины, мм;
=0.7 - дл€ зоны ј в районе вход€щей кромки;
=0.8 - дл€ выход€щих кромок зоны ј и вход€щих кромок зоны ¬;
=0.9 - дл€ выход€щих кромок зоны ¬;
=1.0 - дл€ зоны —.
¬ случае поломки лопасти в качестве временной меры следует удалить (если возможно) противоположную лопасть во избежание дисбаланса греб≠ного винта и вибрации валопровода. —ледует по возможности избе≠гать применени€ сварочных работ дл€ устранени€ дефектов. ¬ частности, трещины на поверхности ступицы устран€ютс€ путем шлифовани€ до здорового металла. ƒопустима€ без заварки глу≠бина трещины в ступице не должна превышать

где  - наружный диаметр ступицы, мм;
- наружный диаметр ступицы, мм;  - внутренний диаметр ступицы, мм.
- внутренний диаметр ступицы, мм.
¬ зоне ј и ¬ все дефекты глубиной не более  или 2 мм (что больше) необходимо удал€ть шлифованием.
или 2 мм (что больше) необходимо удал€ть шлифованием.
√лубина заварки не должна превышать  мм. ќпераци€ шлифовани€ должна производитьс€ при умеренном давлении инструмента. ∆елательно примен€ть дл€ этой цели высокоскоростной шлифовальный инструмент. ¬се дефекты следует сгладить, переходы к сошлифованному углублению выполнить как можно плавнее. ѕравить лопасти желательно в гор€чем состо€нии статической нагрузкой без ударов.
мм. ќпераци€ шлифовани€ должна производитьс€ при умеренном давлении инструмента. ∆елательно примен€ть дл€ этой цели высокоскоростной шлифовальный инструмент. ¬се дефекты следует сгладить, переходы к сошлифованному углублению выполнить как можно плавнее. ѕравить лопасти желательно в гор€чем состо€нии статической нагрузкой без ударов.
“емпература нагрева латуни Ч 500Ч600∞—, алюминиево-никелевой бронзы Ч 700Ч900∞—, марганцово-алюминиевой бронзы Ч-700Ч800∞—. онтроль температуры в процессе правки об€зателен. ќсобенно он важен дл€ алюминиево-никелевых бронз.
—варку, заварку, наплавку целесообразно производить с местным предварительным подогревом исправл€емого участка. ƒл€ алюминиево-никелевых бронз температура подогрева не должна превышать 150∞—, дл€ других латуней и бронз - не более 250∞—.
ѕосле заварки или правки лопастей, изготовленных из матери≠алов, склонных к коррозионному растрескиванию, необходимо про≠изводить термическую обработку в форме отжига при следующих температурах: дл€ латуней Ч 350Ч400∞ —; дл€ бронз Ч 500Ч550∞ —. “ермическа€ обработка состоит в отжиге, повышение температуры при нагреве должно происходить равномерно со скоростью не бо≠лее 200∞— в час. ¬рем€ выдержки гребных винтов при температуре отжига зависит от габаритных размеров винтов. ƒл€ гребных винтов диаметром более 2,0 и до 4,5 м включи≠тельно врем€ выдержки составл€ет не менее 3 ч, диаметром более 4,5 м и до 7,0 м включительно Ч не менее 5 ч, диаметром более 7,0 м Ч не менее 6 ч. ќхлаждение должно производитьс€ равномерно до температу≠ры 150Ч180∞ — со скоростью не более 50∞— в час.
ѕри отсутствии печей дл€ отжига должна примен€тьс€ местна€ термическа€ обработка. ¬ этих случа€х используютс€ различные способы нагрева, так же как и при нагреве лопастей дл€ гор€чей правки.
√ребные винты, изготовленные из сплавов на медной основе, категорически запрещаетс€ окрашивать. ѕри окраске кормового подзора корпуса судна в доке необходимо прин€ть меры, предот≠вращающие попадание краски на поверхность винта. Ѕрызги краски окажутс€ источником питтинговой коррозии. ѕри каждой возможности не реже одного раза в год необходимо производить очи≠стку и шлифование лопастей.
|
|
|
”странение коррозионного и эрозионного воздействи€ морской среды может быть обеспечено применением электрохимической катодной или протекторной защиты
ѕротектирующее действие на гребной винт оказывает стальной корпус судна, оборудованный местной протекторной защитой. ƒл€ этой защиты могут быть использованы протекторы из алюминиевых сплавов. ќкраска корпусов су≠дов коррозионно-стойкими покрыти€ми обеспечивает надежную электрическую изол€цию стального корпуса, но создает услови€ дл€ коррозии гребного винта, особенно на ходу судна. Ќа ходу гребной вал обычно Ђвсплываетї, т, е. самоизолируетс€ масл€ной пленкой от корпуса. Ќаличие по€вившегос€ сопротивлени€ между валом и корпусом судна приводит к резкому снижению тока, проход€щего к гребному винту. ¬ св€зи с этим дл€ надежной противокоррозионной защиты гребных винтов должен быть создан электрический контакт между валом и корпусом, который обеспечиваетс€ контактно-щеточными устройствами.

