




Подналадочные измерительные системы используются для бесцентрово-шлифовальных станков. Их задачей является повышение точности обработки деталей путём компенсации погрешностей, связанных с тепловыми деформациями узлов станка и износом шлифовальных кругов за счёт периодической подналадки шлифовальной бабки.
На рисунке 2.4 показан график изменения размеров обработанных деталей при подналадке.
Рисунок 2.4 – График изменения размеров детали при подналадке
В случае, если доминирующей погрешностью обработки будет износ шлифовального круга, то начальная настройка станка должна обеспечивать размеры деталей, соответствующие нижней границе поля допуска.
Для получения размеров деталей в пределах поля допуска Td начальная наладка станка производится таким образом, чтобы линия 1–1 отстояла от нижней границы поля допуска не менее, чем на 3σ (σ – средняя квадратическая погрешность обработки).
По мере износа круга размеры деталей постепенно увеличиваются и приближаются к верхней границе поля допуска. Смещение усреднённых значений размеров деталей характеризуется линией 2-2. Линия 3-3, характеризующая настройку команды на подналадку, расположена на 3σ ниже верхней границы поля допуска. Кривая 4 показывает суммарное распределение погрешностей размеров деталей.
Процесс подналадки осуществляется следующим образом. По мере износа инструмента центр группирования размеров обработанных деталей перемещается по линии 2-2, приближаясь к границе подналадки (линия 3-3). При выходе размера какой-либо детали за линию настройки, соответствующей границе подналадки, измерительный преобразователь срабатывает и формируется команда на подналадку, в результате выполнения которой шлифовальная бабка перемещается на величину А. Центр группирования размеров смещается вниз на эту же величину, затем по мере износа круга перемещается по направлению к линии настройки до появления детали с размером, при котором срабатывает измерительный преобразователь, и так далее. В современных бесцентрово-шлифовальных станках минимальная величина импульса составляет 1-2 мкм.
Для исключения выдачи ложной команды на подналадку станка, данная команда выдаётся не по первой детали с предельным размером, а только в случае последовательного прохождения нескольких деталей с предельным размером.
На рисунке 2.5 показана схема бесцентрово-шлифовального автомата, оснащённого подналадочным устройством. Автомат включает в себя устройство транспортирования заготовок 1, позицию обработки 2, измерительную позицию 3, отсчётно-командное устройство 4, транспортёр обработанных деталей 5, гидроцилиндр схвата 6, гидроцилиндр горизонтального перемещения схвата 7, гидроцилиндр вертикального перемещения схвата 8, шлифовальные бабки 9, исполнительный механизм, состоящий из винтовой передачи 10, червячной передачи 11, храпового колеса 12, собачки 13 и электромагнита 14.

Рисунок 2.5 – Схема подналадчика к безцентрово-шлифовальному автомату
Порядок работы безцентрово-шлифовального автомата с подналадочным устройством следующий. В соответствии с заданным циклом гидропривод манипулятора осуществляет последовательное перемещение детали от устройства транспортирования заготовок 1 на позицию обработки 2, а затем на измерительную позицию 3 и транспортёр 5 обработанных деталей. По результатам измерения диаметров деталей на позиции 3 отчётно-командное устройство 4 определяет необходимость подналадки станка формирует управляющую команду в виде электрического сигнала, который подаётся на электромагнит 14 исполнительного механизма. Сердечник электромагнита перемещает собачку 13, которая поворачивает храповое колесо 12 и червяк передачи 11 на угол φ. Угловое перемещение червячного колеса преобразуется в линейное перемещение шлифовальной бабки посредством винтовой передачи 10. Величина подналадки А шлифовальной бабки определяется общим передаточным отношением исполнительного механизма и числом срабатывания электромагнита 14.
Конструктивная схема измерительного устройства подналадчика показана на рисунке 2.6.
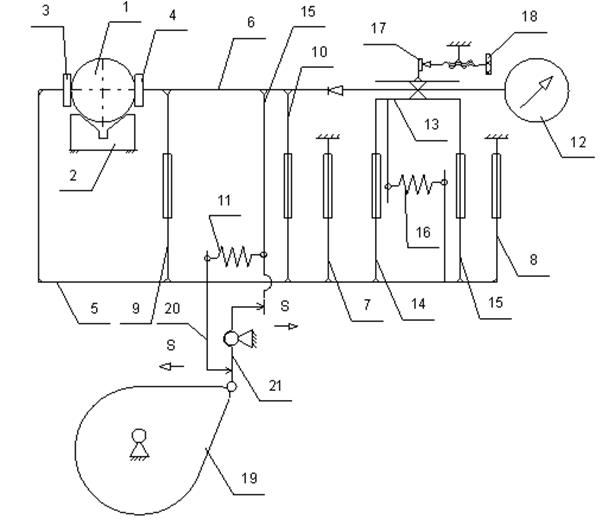
Рисунок 2.6 – Схема измерительного устройства подналадчика
Контролируемая деталь 1 базируется в призме 2. С поверхностью детали контактируют измерительные наконечники 3 и 4, закреплённые на подвижных каретках 5 и 6. Каретка 5 подвешена на прямых плоских пружинах 7 и 8, образующих пружинный параллелограмм, а каретка 6 на плоских пружинах 9 и 10, которые закреплены на каретке 5. Усилие прижима измерительных наконечников к поверхности детали создаётся пружиной 11. Измерительный преобразователь 12 закреплён на каретке 13, установленной на плоских пружинах 14 и 15. Цилиндрическая винтовая пружина 16 служит для силового замыкания упора 17 подвижной каретки 13 и винта 18, с помощью которого осуществляется настройка измерительного преобразователя 12.
Кулачок 19, стойка 20 и двуплечий рычаг 21 служат для арретирования измерительных наконечников 3 и 4 при замене контролируемой детали 1.

