




“ехнологические задачи прокатного производства.
“ехнологические задачи в прокатном производстве напоминают по своей направленности и методам решени€ задачи ковки и штамповки.
»нженеру Ц технологу приходитс€ решать вопросы расчета формоизменени€, чтобы обеспечить издели€м нужную форму и точность; определить силу деформации, необходимую дл€ прокатки, чтобы правильно назначить величину деформации за пропуск или выбрать соответствующий прокатный стан; прокатка сопровождаетс€ порой разрушением металла, поэтому приходитс€ решать вопросы об оптимальной технологии прокатки, обеспечивающей соответствующую производительность и качество продукции.
Ёлементы теории продольной прокатки.
ѕродольна€ прокатка полосы может осуществл€тьс€ только при определенных соотношени€х параметров полосы и валков.
ƒл€ того, чтобы произошел захват полосы валками, то есть полоса получила определенное ускорение и начала деформироватьс€, необходимо чтобы в начальный момент соприкосновени€ полосы и валков силы способствовали продвижению полосы через валки.
 |
ƒолжно выполн€тьс€, по крайней мере, условие

или
 (2.1)
(2.1)
«десь обозначено: р Ц давление на валок;  Ц сила трени€, прин€та€ по улону.
Ц сила трени€, прин€та€ по улону.
≈сли воспользоватьс€ определением угла трени€ 
 ,
,
то условие (2.1) примет вид
 , (2.1а)
, (2.1а)
то есть дл€ осуществлени€ захвата необходимо, чтобы угол захвата был меньше угла трени€.
”гол захвата  €вл€етс€ одним из важнейших параметров, определ€ющих производительность прокатки.
€вл€етс€ одним из важнейших параметров, определ€ющих производительность прокатки.
ѕрокатка служит дл€ уменьшени€ толщины полосы  . „ем выше допустимый угол захвата , тем большее обжатие можно совершить за один пропуск полосы через валки.
. „ем выше допустимый угол захвата , тем большее обжатие можно совершить за один пропуск полосы через валки.
Ќа обжимных станах (блюмингах и сл€бингах) примен€ют валки с насеченной, с рифлЄной или наваренной поверхностью, что увеличивает угол трени€ и позвол€ет иметь на этих станах высокие обжати€

ќднако, не во всех случа€х возможно применение валков с грубой поверхностью. ¬ чистовых прокатных клет€х формируетс€ поверхность готового профил€. ¬ысокие требовани€ предъ€вл€ютс€ к качеству поверхности холоднокатаных листов, поэтому приходитс€ примен€ть валки шлифованные, а прокатку вести со смазкой. ”глы охвата при этом имеют весьма малую величину (3 - 4  ).
).
”словие (2.1) или (2.1а) отличаетс€ предельной простотой. ќднако оно не дает возможности учесть во всей полноте услови€, в которых протекает процесс заполнени€ очага деформации и перехода к установившейс€ стадии прокатки.
Ѕолее полна€ теори€ захвата полосы рассматривает услови€ взаимодействи€ полосы и валков не только в первоначальный момент их соприкосновени€, но и в ходе всего процесса заполнени€ очага деформации.
ѕри этом особый интерес представл€ет кинематика взаимодействи€ полосы и валков, то есть соотношение между скорост€ми полосы и валков, которым определ€ютс€ услови€ трени€ на поверхности контакта металла с валком.
ѕомимо кинематических условий на контактной поверхности важную роль в процессе заполнени€ очага деформации металлом играет характер формоизменени€ переднего конца полосы при движении его вдоль очага деформации, а также силовые факторы Ц трение, сопротивление деформации, инерционные усили€. »нерционные силы вли€ют наибольшим образом в начальный момент захвата.
|
|
|
 |
 |
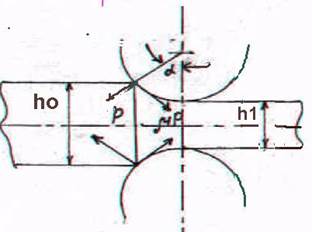
ƒопустим, захват металла произошел. ѕередний конец полосы, приобрета€ по толщине размер  , вышел из валков. Ќачалась стади€ установившейс€ прокатки. ѕознакомимс€ с параметрами геометрического очага деформации ABC≈. Ќапишем условие посто€нства объема полосы:
, вышел из валков. Ќачалась стади€ установившейс€ прокатки. ѕознакомимс€ с параметрами геометрического очага деформации ABC≈. Ќапишем условие посто€нства объема полосы:
 =
= 
или
 (2.2)
(2.2)
ќбычно обозначают
 ;
;  ;
; 
оэффициенты  ,
,  соответственно называют относительным обжатием, относительным уширением и относительным удлинением. »ногда
соответственно называют относительным обжатием, относительным уширением и относительным удлинением. »ногда  и
и  называют коэффициентом уширени€ и коэффициентом удлинени€.
называют коэффициентом уширени€ и коэффициентом удлинени€.
оэффициент выт€жки  за один проход обычно находитс€ в пределах 1.1 Ц 1.6 и в некоторых специальных случа€х доходит до 2.5 Ц 4.
за один проход обычно находитс€ в пределах 1.1 Ц 1.6 и в некоторых специальных случа€х доходит до 2.5 Ц 4.
»ногда деформации полосы выражаютс€ в логарифмическом виде  ,
,  . ”словие посто€нства объЄма (2.2) в этом случае можно записать
. ”словие посто€нства объЄма (2.2) в этом случае можно записать
 =
=  (2.2а)
(2.2а)
÷ентральный угол можно вычислить по формуле

или

ѕроекци€ дуги захвата ј¬ на направление прокатки носит название длины очага деформации или длины контактной поверхности и вычисл€етс€ по формуле

или, пренебрега€ величиной  по сравнению с величиной
по сравнению с величиной  , по приближенной и нашедшей наибольшее распространение формуле
, по приближенной и нашедшей наибольшее распространение формуле
 (2.4)
(2.4)
„асто ввод€т пон€тие о средней ширине и средней высоте очага деформации
 (2.5)
(2.5)
ƒл€ характеристики геометрических соотношений в очаге деформации примен€ют безразмерные величины
 ,
,
в которых  и h вычисл€ют по формулам (2.4) и (2.5).
и h вычисл€ют по формулам (2.4) и (2.5).
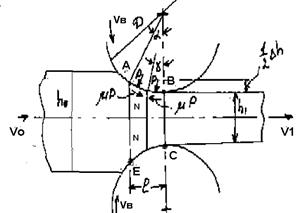
–ассмотрим соотношение скоростей металла полосы и валков на дуге захвата ј¬.
—корость валка на дуге ј¬ остаетс€ посто€нной. —корость полосы вдоль очага деформации нарастет от  до
до  . ѕричем в некотором сечении скорости валка и полосы станов€тс€ равными друг другу.
. ѕричем в некотором сечении скорости валка и полосы станов€тс€ равными друг другу.
 |
Ёто сечение полосы называетс€ критическим, центральный угол, соответствующий этому сечению, обозначают  (предыдущий рисунок) и называют критическим (или нейтральным) углом.
(предыдущий рисунок) и называют критическим (или нейтральным) углом.
„асть дуги ј¬, на которой скорость металла меньше скорости валков, называют зоной отставани€, втора€ часть дуги, где металл движетс€ с большей скоростью, чем валки, называют зоной опережени€.
ќпережение S характеризуетс€ удельной разностью скорости полосы на выходе и окружной скоростb валков  и выражаетс€ в процентах
и выражаетс€ в процентах
 (2.6)
(2.6)
¬ыведем формулу расчета опережени€. ќпережение Ц важный кинематический параметр, который, например, учитываетс€ при настройке станов непрерывной прокатки дл€ того, чтобы согласовать скорости вращени€ валков по клет€м.
—делаем допущение, что скорость металла  в некотором сечении не зависит от координат ” и Z Ц это так называема€ гипотеза плоских сечений.
в некотором сечении не зависит от координат ” и Z Ц это так называема€ гипотеза плоских сечений.
Ѕудем считать, что на всей дуге ј¬ (предыдущий рисунок) имеет место скольжение деформируемого металла по поверхности валков, нет зоны прилипани€. Ёти услови€ довольно точно соблюдаютс€ при прокатке листов и лент. ƒалее, будем считать, что справедлив закон трени€ улона.
Ќапишем условие посто€нства расхода дл€ сечени€ выхода из валков, площадь которого  , и критического сечени€
, и критического сечени€  (предыдущий рисунок)
(предыдущий рисунок)

или
 ,
,
где  - высота (толщина) и ширина полосы в нейтральном сечении.
- высота (толщина) и ширина полосы в нейтральном сечении.
|
|
|
»з последнего соотношени€ вытекает

ќбычно критический угол меньше  , в зоне опережени€ полоса получает малое обжатие и ещЄ меньше отличаютс€ между собой
, в зоне опережени€ полоса получает малое обжатие и ещЄ меньше отличаютс€ между собой  и
и  .
.
»так, если пренебречь уширением, что вполне справедливо при прокатке ленты или листа, то
 (2.7)
(2.7)
ќбжатие полосы между нейтральным сечением и сечением выхода
 ,
,
отсюда высота полосы в нейтральном сечении NN (предыдущий рисунок)
 (2.8)
(2.8)
—ледовательно, опережение (2.6) с учетом (2.7) и (2.8) можно представить следующей формулой
 (2.9)
(2.9)
Ёта формула показывает, что опережение растет с ростом угла , диаметра валков D=2R и уменьшением высоты полосы .
ћногочисленные исследовани€ показывают, что качественное и количественное совпадение результатов опыта и расчета по формуле (2.9) можно признать удовлетворительным, если речь идет о прокатке достаточно тонких полос и лент.
¬ формулу (2.9) входит критический угол. ќпределим его из услови€ равновеси€ сил, действующих в очаге деформации (предпоследний рисунок)
ѕроектиру€ все силы, приложенные от валков к прокатываемой полосе, на ось прокатки ’ и приравнива€ их к нулю, получаем
 ,
,
или прин€в в первом приближении р=const вдоль дуги ј¬

ќтсюда после простых преобразований получим

≈сли углы и малы, то можно прин€ть

и из последнего выражени€ получим простую приближенную формулу
 (2.10)
(2.10)
»з последнего равенства следует, что с ростом коэффициента трени€ угол и, св€занное с ним формулой (2.9) опрежение, возрастают.
«ависимость от имеет экстремум, которому соответствует

ѕрин€в в формуле (2.10) =0, получим значение углов захвата, при которых опережение равно нулю
 и
и 
ѕоследнее показывает, что после того, как осуществилс€ захват, очаг деформации приобретает большой резерв сил, способствующих прокатке.
ѕредельный угол в установившейс€ стадии в два раза больше начального угла захвата. ƒл€ увеличени€ производительности прокатного стана известна рекомендаци€ осуществл€ть некоторое сближение валков после того, как произошел захват полосы валками. ѕри сближении валков увеличиваетс€ угол и растЄт обжатие.

