




ѕоперечно Ц строгальные станки в основном предназначены дл€ обработки горизонтальных плоскостей. —трогание вертикальных плоскостей, пазов и канавок на них осуществл€ют вертикальной подачей суппорта. ѕри этом из-за большого вылета резца салазки суппорта несколько ослабл€ютс€,  а следовательно, снижаетс€ и жесткость креплени€ резца. ¬ертикальное перемещение суппорта в различных модел€х станков составл€ет 70...200 мм, следовательно, высота строгани€ вертикальных (боковых) плоскостей также ограничена, из-за чего рекомендуетс€ по возможности избегать обработки более или менее значительных по высоте вертикальных поверхностей и стремитьс€ устанавливать заготовки на столе так, чтобы строгаемые поверхности были расположены горизонтально.
а следовательно, снижаетс€ и жесткость креплени€ резца. ¬ертикальное перемещение суппорта в различных модел€х станков составл€ет 70...200 мм, следовательно, высота строгани€ вертикальных (боковых) плоскостей также ограничена, из-за чего рекомендуетс€ по возможности избегать обработки более или менее значительных по высоте вертикальных поверхностей и стремитьс€ устанавливать заготовки на столе так, чтобы строгаемые поверхности были расположены горизонтально.
ѕри строгании вертикальной плоскости заготовки устанавливают так, чтобы резец не задевал поверхности стола при последних проходах. Ёто достигаетс€ установкой обрабатываемой поверхности против “-образного паза стола на подкладках или в каком-либо другом приспособлении, обеспечивающем зазор между верхней поверхностью стола и заготовкой.
—уппорт став€т в нулевое положение, салазки поднимают вверх до отказа, а затем опускают на 5... 10 мм вниз, а откидную доску с резцом поворачивают до отказа верхним концом в сторону от обрабатываемой поверхности заготовки (головкой резца ближе к заготовке), затем поднимают стол так, чтобы зазор между резцом и заготовкой был около 5 мм. “ака€ наладка позволит прострогать вертикальную плоскость с высотой, несколько (до 5 мм) меньшей, чем длина перемещени€ верхних салазок суппорта.
¬ертикальные плоскости строгают проходными и подрезными резцами с пр€мыми и отогнутыми головками. √лавный угол в плане ф, достигаемый заточкой и установкой на суппорте станка, должен быть в пределах 30...90∞ (рис. 10.4). ≈сли угол ф больше 90∞, то резец горизонтальной силой резани€ Fг отжимает в сторону обрабатываемую заготовку, в результате чего обработанна€ поверхность может оказатьс€ неровной и невертикальной. ’орошие результаты получают при строгании пр€мым резцом с переходной режущей кромкой с фо = ќ∞ (рис. 10.4, г), обеспечивающей малую шероховатость поверхности.
ѕри обработке сопр€женных вертикальной и горизонтальной поверхностей вначале проходным резцом при горизонтальной подаче строгают поверхность 1 (рис. 10.5, a), a затем подрезным резцом в два прохода обрабатывают поверхность 2 (рис. 10.5, б, в).
—трогание наклонных сопр€женных поверхностей осуществл€ют проходным и подрезными резцами. Ќа рис. 10.6, а Ч г показана последовательность обработки сопр€женных горизонтальной и наклонной поверхностей заготовки.
ѕоследовательность строгани€ узкого паза типа Ђласточкин хвостї показана на рис. 10.7. ¬начале прорезным резцом с вертикальной подачей обрабатывают пр€моугольный паз на полную глубину (рис. 10.7, а). «атем последовательно правым и левым подрезными резцами строгают обе наклонные стороны паза (рис. 10.7, б, в). ѕоворотна€ часть суппорта при этом устанавливаетс€ на угол, соответствующий углу наклона стенок паза.
|
|
|
ѕри необходимости обработки широких пазов типа Ђласточкин хвостї, например при обработке салазок суппортов (рис. 10.8), строгание выполн€ют в последовательности, показанной на рис. 10.6.
—трогание “-образных пазов прои  звод€т в последовательности, показанной на рис. 10.9. ¬начале прорезным резцом требуемой ширины или более узким, с последующим расширением до требуемых размеров паза, с вертикальной подачей обрабатывают пр€моугольный паз (рис. 10.9, а), во втором и третьем переходах специальными резцами с горизонтальной подачей прорезают правый и левый боковые пазы (рис. 10.9, б, в), в четвертом переходе двухлезвийным или двусторонним проходным (ф = ф1=45∞) резцом с вертикальной подачей прострагивают фаски (рис. 10.9, г).
звод€т в последовательности, показанной на рис. 10.9. ¬начале прорезным резцом требуемой ширины или более узким, с последующим расширением до требуемых размеров паза, с вертикальной подачей обрабатывают пр€моугольный паз (рис. 10.9, а), во втором и третьем переходах специальными резцами с горизонтальной подачей прорезают правый и левый боковые пазы (рис. 10.9, б, в), в четвертом переходе двухлезвийным или двусторонним проходным (ф = ф1=45∞) резцом с вертикальной подачей прострагивают фаски (рис. 10.9, г).
–ежимы резани€ дл€ строгани€ вертикальных и наклонных плоскостей выбирают в той же последовательности, что и дл€ строгани€ горизонтальных плоскостей: глубину резани€ с учетом припуска на обработку; подачу из-за малой жесткости салазок суппорта в 1,5...2 раза меньшую, чем дл€ горизонтального строгани€; скорость резани€ из нормативов, технологической документации или по рекомендации мастера дл€ данного обрабатываемого материала и инструмента. ќбработанные поверхности провер€ют линейками, угольниками, шаблонами или универсальными угломерами, а размеры Ч штангенциркул€ми и штангенглубиномерами.
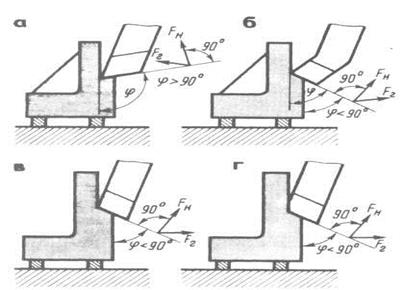
–исунок 10.4 »нструмент, примен€≠емый при строгании вертикальных плос≠костей и направление сил, действующих на резец:
а-подрезной резец с углом ф>90∞, б-проходной отогнутый с углом ф<90∞,
в-проходной пр€мой с углом ф<90∞, г-проходной пр€мой с переходной режущей кромкой (ф= 0)
Fr Ч горизонтальна€ сила резани€; FH Ч нор≠мальна€ сила

–исунок 10.5 ѕоследовательность строгани€ по разметке сопр€женных вертикальной и горизонтальной плоскостей.

–исунок 10.6 ѕоследовательность строгани€ по разметке сопр€женных горизонтальной и наклонной плоскостей:
а Ц первый,
б - второй,
в - третий и четвертый,
г Ц п€тый и  шестой проходы.
шестой проходы.
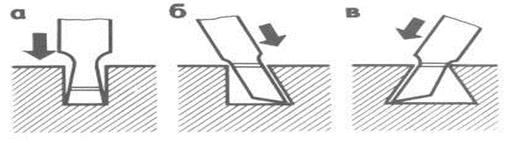
–исунок 10.7 ѕоследовательность строгани€ узкого паза типа Ђласточкин хвостї.

–исунок 10.8 онтур детали типа салазок суппорта, состо€щий из горизонтальных, вертикальных и наклонных плоскостей.

–исунок 10.9 ѕоследовательность строгани€ “ - образного паза.

